轧机轧辊油膜系统润滑油漏油位置定位方法和系统与流程
- 国知局
- 2024-06-21 09:43:05
本发明涉及轧机轧辊油膜系统相关技术,尤其涉及一种轧机轧辊油膜系统润滑油漏油位置定位方法和系统。
背景技术:
1、目前的轧机,其中的轧辊通常是基于油膜轴承安装的,这种基于油膜轴承安装的轧辊,其转动的阻力较小,现已成为轧辊安装主要采用的轴承形式。针对油膜轴承需要设置有油膜系统,所述油膜系统的作用是为油膜轴承提供润滑油支持,以使油膜轴承能够正常发挥功能。
2、油膜系统中包括有大量的润滑油管路,由于所处的工作环境较为恶劣,在长期的运行过程中,润滑油管路难免会出现漏油的情况,若漏油的情况较为严重时,就会对轧机轧辊的正常运转造成较大影响,甚至会造成设备烧损的严重后果。
3、现有的油膜系统,对于润滑油管路漏油的情况并无有效的判断定位手段或措施,从而影响轧机轧辊长期稳定正常运转。
技术实现思路
1、本发明的目的在于提供一种轧机轧辊油膜系统润滑油漏油位置定位方法和系统,该漏油位置定位方法和系统通过检测比较油膜系统润滑油管路中各个点位处润滑油的流量数据来判断和定位油膜系统润滑油管路中的漏油的情况。
2、为了实现上述技术目的,本发明采用如下技术方案:
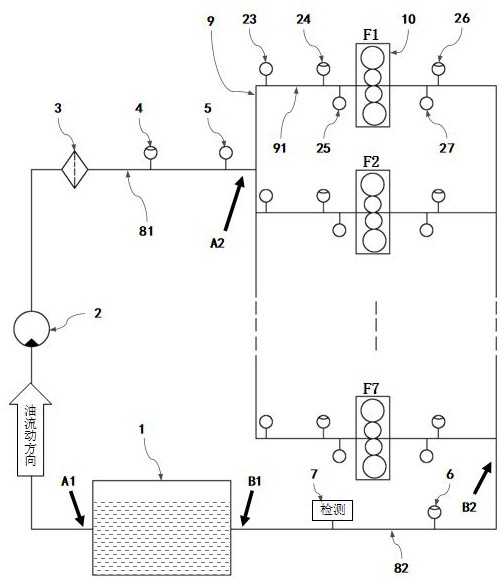
3、一种轧机轧辊油膜系统润滑油漏油位置定位方法,油膜系统包括总供油管路、总回油管路、系统油箱以及机架并联组合管路;机架并联组合管路中具有并联的机架支管路,机架并联组合管路中机架支管路并联的两端管口分别为机架并联组合管路的进油管口和出油管口,机架并联组合管路中的每一路机架支管路均对应轧机中的一个机架,机架支管路与其所对应的机架的轧辊的油膜轴承连通,机架并联组合管路的进油管口与系统油箱的供油管口通过总供油管路连接,机架并联组合管路的出油管口与系统油箱的回油管口通过总回油管路连接;
4、所述漏油位置定位方法包括:
5、在总供油管路上设置总进油流量计,总进油流量计检测得出的流量数据作为总管供油流量;
6、在总回油管路上设置总回油流量计,总回油流量计检测得出的流量数据作为总管回油流量;
7、对于机架并联组合管路中的每一路机架支管路,设置支管进油流量计和支管出油流量计;所述支管进油流量计设置在油膜轴承的进油侧,支管进油流量计检测得出的流量数据作为支管进油流量;所述支管出油流量计设置在油膜轴承的出油侧,支管出油流量计检测得出的流量数据作为支管出油流量;
8、在轧机生产运行过程中,对润滑油管路的漏油情况进行检测判定;
9、所述对润滑油管路的漏油情况进行检测判定,其包括:
10、通过总进油流量计和总回油流量计分别检测得出总管供油流量以及总管回油流量,将总管供油流量与总管回油流量作比较,若总管供油流量与总管回油流量不相等,则判定总供油管路或总回油管路有漏油情况;
11、对于机架并联组合管路中的每一路机架支管路,通过支管进油流量计和支管出油流量计分别检测得出支管进油流量以及支管出油流量,将支管进油流量与支管出油流量作比较,若支管进油流量与支管出油流量不相等,则判定机架支管路有漏油情况。
12、进一步地,所述对润滑油管路的漏油情况进行检测判定,其还包括:对于机架并联组合管路中的每一路机架支管路,通过支管出油流量计检测得出支管出油流量,将支管出油流量与预先设定的支管出油流量阈值作比较,若支管出油流量低于支管出油流量阈值,则判定机架支管路有漏油情况。
13、进一步地,对于机架并联组合管路中的每一路机架支管路,设置支管进油压力传感器,所述支管进油压力传感器设置在油膜轴承的进油侧,支管进油压力传感器检测得出的压力数据作为支管进油压力;
14、所述对润滑油管路的漏油情况进行检测判定,其还包括:对于机架并联组合管路中的每一路机架支管路,通过支管进油压力传感器检测得出支管进油压力,将支管进油压力与预先设定的支管油压阈值作比较,若支管进油压力低于支管油压阈值,则判定机架支管路有漏油情况。
15、进一步地,对于机架并联组合管路中的每一路机架支管路,设置支管进油温度传感器和支管出油温度传感器;所述支管进油温度传感器设置在油膜轴承的进油侧,支管进油温度传感器检测得出的温度数据作为支管进油温度;所述支管出油温度传感器设置在油膜轴承的出油侧,支管出油温度传感器检测得出的温度数据作为支管出油温度;
16、所述对润滑油管路的漏油情况进行检测判定,其还包括:对于机架并联组合管路中的每一路机架支管路,通过支管进油温度传感器和支管出油温度传感器分别检测得出支管进油温度以及支管出油温度,将支管进油温度与支管出油温度作比较,若支管进油温度与支管出油温度的偏差值低于预先设定的支管温差阈值时,则判定机架支管路有漏油情况。
17、进一步地,当判定总供油管路或总回油管路有漏油情况时,发出总管漏油报警;当判定机架支管路有漏油情况时,发出与所述机架支管路对应的支管漏油报警。
18、一种轧机轧辊油膜系统润滑油漏油位置定位系统,油膜系统包括总供油管路、总回油管路、系统油箱以及机架并联组合管路;机架并联组合管路中具有并联的机架支管路,机架并联组合管路中机架支管路并联的两端管口分别为机架并联组合管路的进油管口和出油管口,机架并联组合管路中的每一路机架支管路均对应轧机中的一个机架,机架支管路与其所对应的机架的轧辊的油膜轴承连通,机架并联组合管路的进油管口与系统油箱的供油管口通过总供油管路连接,机架并联组合管路的出油管口与系统油箱的回油管口通过总回油管路连接;所述漏油位置定位系统包括总进油流量计和总回油流量计,所述总进油流量计设置在总供油管路上,所述总回油流量计设置在总回油管路上;所述漏油位置定位系统还包括对应机架并联组合管路中的每一路机架支管路设置的支管进油流量计和支管出油流量计,所述支管进油流量计设置在油膜轴承的进油侧,所述支管出油流量计设置在油膜轴承的出油侧。
19、进一步地,所述漏油位置定位系统还包括对应机架并联组合管路中的每一路机架支管路设置的支管进油压力传感器,所述支管进油压力传感器设置在油膜轴承的进油侧。
20、进一步地,所述漏油位置定位系统还包括对应机架并联组合管路中的每一路机架支管路设置的支管进油温度传感器和支管出油温度传感器,所述支管进油温度传感器设置在油膜轴承的进油侧,所述支管出油温度传感器设置在油膜轴承的出油侧。
21、进一步地,所述总供油管路中设置有过滤器,所述总回油管路中设置有油质检测装置。
22、本发明的漏油位置定位方法和系统,在原有的轧机轧辊油膜系统润滑油管路中预先设置一些流量计、压力传感器和温度传感器,用以检测油膜系统润滑油管路中各个点位处润滑油的流量、压力、温度等数据,然后对这些数据进行比较,包括数据与数据的对比以及数据与阈值的对比,然后依据数据比较的结果来判断油膜系统润滑油管路中是否存在漏油的情况,并且对漏油的位置进行定位。
23、系统整体漏油报警,主要是与压力罐、系统油箱的基准液位对比超范围的预警,具体为:停机状态,检测系统油箱和压力罐液位计液位;系统起动运行液位稳定后的液位(压力罐、系统油箱);轧制过程中液位按时间段进行采样(压力罐、系统油箱),进行比较,设定正常波动范围值。对突发大量漏油判定为超正常波动范围值。
24、本发明的漏油位置定位方法和系统相对现有技术,其有益效果在于:检测油膜系统润滑油管路中各个点位处润滑油的流量、压力、温度等数据,然后进行数据比较,依据数据比较的结果来判断和定位油膜系统润滑油管路中的漏油的情况,从而便于相关作业人员及时了解油膜系统润滑油管路的漏油的情况,作业人员则可及时采取针对性的措施,以避免漏油的情况扩大化,减小漏油的情况对轧机轧辊油膜轴承正常运行造成的影响,保证轧机轧辊能够长期稳定正常运转。
本文地址:https://www.jishuxx.com/zhuanli/20240618/15906.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表