用于对曲面玻璃表面进行抛光加工的设备的制作方法
- 国知局
- 2024-06-20 14:20:50
本技术涉及抛光设备,特别是用于对曲面玻璃表面进行抛光加工的设备。
背景技术:
1、车载显示面板,包括中控显示面板、仪表显示面板、抬头显示屏、电子后视镜显示屏和后座娱乐显示屏等。
2、近年来,车载面板市场呈现大屏化的发展趋势(如图5所示,将中控显示面板、仪表显示面板等做成一体),因此出现了相适配的3d玻璃面板(或称为3d大曲面玻璃,或称为曲面玻璃件。由于3d玻璃面板具有轻薄、抗指纹、防炫光、耐挂伤等特点;能够实现车载显示屏表面的弯曲折叠,且在边缘弯曲后仍可以实现高质量的显示效果,从而在不平整的仪表盘区域实现三维表面的无缝衔接;并提高设计与功能整合的自由度,以进一步提供人机交互的界面功能和娱乐载体,其已成为车载面板未来发展的主要趋势。
3、目前的3d大曲面玻璃,为模具成型进行加工形成的;在成型加工过程中,当模具清理完成后的前几个批次,生产出的3d大曲面玻璃的质量较好(无细小凹坑);当生产一段时间后,由于起模时会有少量物料粘附在模具上,从而导致生产质量会下降(表面不够光滑)。目前,市面上许多公司,是将模具成型后的产品未经后续处理,直接用在汽车上;虽然也能满足基本要求,但是对于一些高标准要求的汽车而言,略显粗糙。当然,也有部分公司会对产品进行打磨,然后再安装在汽车上。
4、但目前,针对车载显示面板的抛光打磨加工,非常简单,采用抛光金属的方式进行的,例如采用粗蜡、研磨机、黄色粗海绵盘等,通过人工或者借助很简单的机械结构进行打磨。这种打磨方式,一方面是打磨效率低,另一方面是质量不可控,合格率不是特别理想。
5、为此,本公司针对车载3d大曲面玻璃,研发一款自动化生产的抛光加工设备(摒弃目前简陋的加工方式),以提高生产效率,控制抛光质量。
技术实现思路
1、本实用新型的目的在于克服现有技术的缺点,提供用于对曲面玻璃表面进行抛光加工的设备,解决了抛光效果差、抛光效率低、抛光合格率低、曲面玻璃件易损伤的问题。
2、需要说明的是,目前的车载显示面板逐渐采用一体式的3d曲面玻璃(例如中空显示面板、仪表显示面板作为一体),但目前市面并没有针对曲面玻璃专门进行抛光的工业性设备,只是借用金属抛光的方式制作的一些简易机构,无法满足工业性地大批量、高效率、品质稳定可控的需求。
3、例如,现有的金属抛光方式制备的简易机构中,通过一个转动件对一个固定的工件,进行磨削抛光;抛光时会加入化学腐蚀的抛光液,或者加入抛光料。但是抛光液、抛光料很快会流走,抛光液、抛光料通过人工收集后、通过过滤处理,才能重新利用。不仅抛光效率不高,而且抛光液、抛光料的浪费程度很高;抛光液、抛光料的价格很昂贵,无形中增加了成本。因此,出于成本、效率方面的考量,现在汽车上的曲面玻璃件,尽可能不抛光打磨处理。
4、本实用新型则通过低成本、高效率、优异效果,来实现对曲面玻璃件的抛光,本实用新型的目的通过以下技术方案来实现:
5、(一)第一方面,提供了一种用于对曲面玻璃表面进行抛光加工的设备,包括:
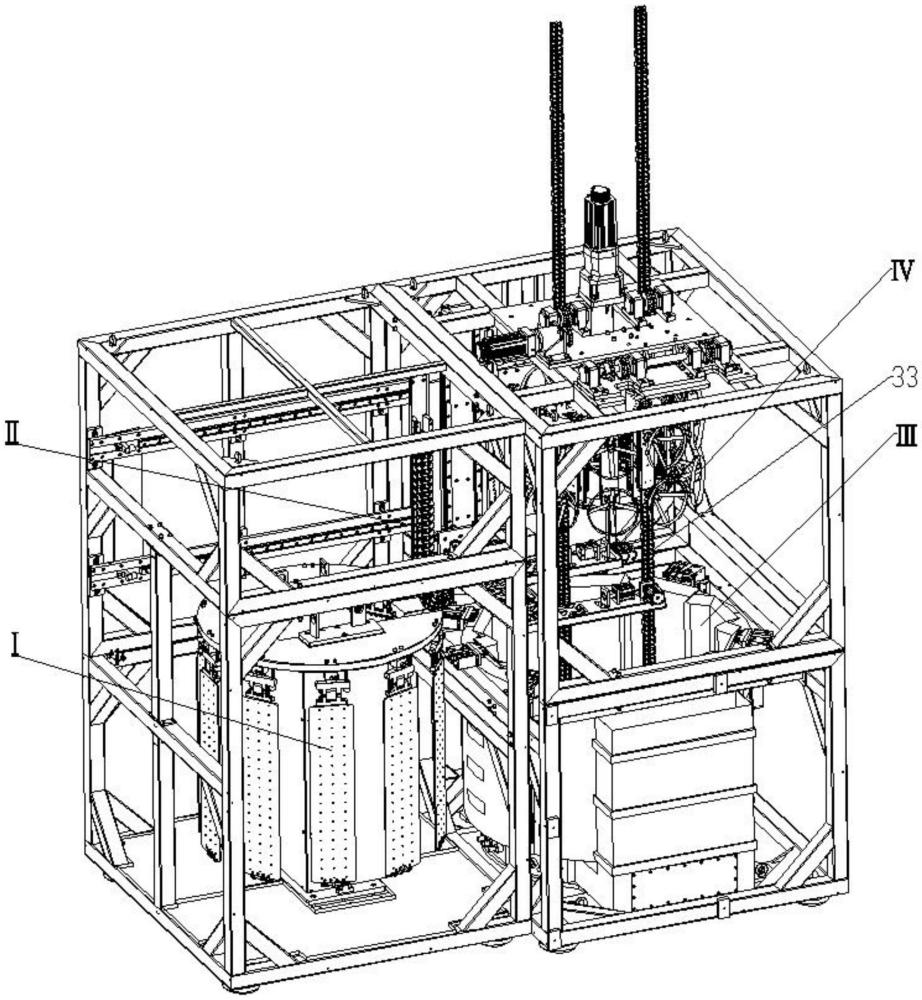
6、吸附工装ⅰ,其周向设置有多个吸附单元,每个单元对应吸附固定一个曲面玻璃件;所述吸附单元的正面吸附有曲面玻璃件,在背面具有导磁背板,还具有导磁仿形件且导磁仿形件位于曲面玻璃件的曲面部位;
7、抛光桶ⅲ,其壁周向设置有多个电磁单元,其内装有抛光液且抛光液内具有悬浮的导磁的抛光料;
8、抛光机构ⅳ,能周向设置有多个能转动的抛光球,其安装在柔性升降机构上;
9、所述吸附工装ⅰ周向吸附多个曲面玻璃件后被抓取机械机构ⅱ抓取、并送至抛光桶ⅲ,让曲面玻璃件浸没在抛光桶ⅲ内的抛光液中,并且导磁背板贴近对应的电磁单元;当相应电磁单元通电后,让相应的导磁背板导磁、让相应的导磁仿形件导磁,让磁性抛光料分布在曲面玻璃件的表面、且重点分布在曲面玻璃件的曲面部位表面;
10、所述柔性升降机构带动抛光机构ⅳ下降至抛光桶ⅲ的中心处,抛光机构ⅳ带动其周向的抛光球转动,抛光球与曲面玻璃件的表面接触且经抛光料进行抛光;当抛光机构ⅳ工作时会发生轻微的小幅度晃动,从而让抛光球与曲面玻璃件的表面的间距发生变化;此外由于抛光机构ⅳ在抛光时能在柔性升降机构上发生轻微晃动,因此。
11、本方案中,抛光料颗粒本身既含有物理抛光成分、又含有化学抛光成分的。优选地,例如制备时物理抛光粉末(包含导磁粉末)、化学抛光粉末混合,然后烧制成砖块,最后粉碎、适当研磨,筛选出颗粒合适的抛光料。在电磁单元吸附抛光料对曲面玻璃件磨削时,抛光料即提供物理抛光的原料、也提供化学抛光的原料。相比于传统的化学组分额外单独加的方式,本方案能对化学抛光组分实现更好地控制。
12、在该方案中:通过控制电池单元,让曲面玻璃件在需要抛光的部位聚集大量的抛光料,抛光效果好;并且抛光料本身具有化学腐蚀、物理磨削的作用,因此兼备化学抛光、物理抛光,进一步提高抛光效果;抛光机构ⅳ在抛光时能沿柔细升降机构发生轻微晃动,导致抛光球与曲面玻璃件的间隙发生变化,使得抛光料、被磨掉后的余料容易掉落,余料会下沉,掉落的余料会在抛光桶ⅲ翻滚并在磁性的作用下再次被利用,起到自动更换抛光料的效果。该方案,能极大地提高抛光效果,并且抛光料能得到充分利用,降低成本。
13、(二)结合第一方面,在第一种有利的扩展方案中,所述设备具有左、中工位,和/或具有右工位;
14、所述中工位:具有中位框架;在中位框架的底部位置设有抛光桶ⅲ;柔性升降机构沿抛光桶ⅲ的中轴线位置设置;柔性升降机构包括多根升降链条、多个定位链轮e、多个定位链轮f,多个定位链轮f固定在抛光桶ⅲ的内底部,多个定位链轮e固定在中位框架的梁上,升降链条绕过上下位置相对的定位链轮e、定位链轮f且其两端分别固定在抛光机构ⅳ的上下面位置,相应定位链轮e与升降电机驱动相连;当升降电机工作时,带动抛光机构ⅳ沿抛光桶ⅲ的中轴线方向上下动作;
15、所述左工位:具有左位框架;在左位框架上固定有抓取机械机构ⅱ,在左位框架的底部处具有中心基台,吸附工装ⅰ被中心基台顶起,且中心基台能转动;通过转动中心基台将吸附工装ⅰ周向均吸附装上曲面玻璃件,通过抓取机械机构ⅱ将装件完成的吸附工装ⅰ放置于抛光桶ⅲ内;
16、所述吸附工装ⅰ、抓取机械机构ⅱ均具有马蹄缺口;当两者位于抛光桶ⅲ内时,抛光机构ⅳ位于马蹄缺口处;即吸附工装ⅰ和抓取机械机构ⅱ作为工件抛光时的固定部件,抛光机构ⅳ位于马蹄缺口处对相应的曲面玻璃件进行抛光;
17、所述右工位:具有右位框架,其余结构与原理与左工位相同。
18、该有利扩展方案中,主要提供了一种吸附工装ⅰ、抓取机械机构ⅱ、抛光桶ⅲ、抛光机构ⅳ较为优选的位置设置。
19、(三)结合第一方面,在第二种有利的扩展方案中,对抛光桶ⅲ进行了设计。所述抛光桶ⅲ,包括桶体、电磁单元;所述桶体的壁周向设有多个电磁单元,同于竖向列位置的电磁单元形成列单元;一个列单元对应一个曲面玻璃件;控制一个列单元中某一个电磁单元通电时,则曲面玻璃件在该位置表面处会聚集大量抛光料。
20、结合第二种有利的扩展方案,在一种可选方案中,对抛光桶ⅲ进行了设计。所述抛光桶ⅲ中,桶体呈多棱柱桶状,棱柱面之间的相交棱角处向内凹陷形成三棱槽;所述桶体的每个棱柱面处设有一个列单元;所述三棱槽的槽壁处设置有超声波振子,让超声波振子更贴近曲面玻璃件去除磨掉后的余料;所述桶体的底部还设置有多个加热管。
21、结合第二种有利的扩展方案,在一种可选方案中,所述抛光桶ⅲ的顶部处还周向设置有多个调节气缸,调节气缸的输出轴端头具有橡胶滚轮;当吸附工装ⅰ吸附曲面玻璃件置于抛光桶ⅲ时:吸附工装ⅰ下端在下移至调节气缸位置时,调节气缸的输出轴伸出,让橡胶滚轮与吸附单元接触,引导吸附工装ⅰ向下移动,让吸附工装ⅰ内侧面的曲面玻璃件与抛光机构ⅳ相接触。
22、(四)结合第一方面,在第三种有利的扩展方案中,对抛光机构ⅳ进行了设计。所述抛光机构ⅳ,包括机架、中心转轴、球架;所述机架呈倒桶架状,在其上表面处装有中心转轴;中心转轴具有主动齿轮,主动齿轮与轴向多个从动锥齿啮合;从动锥齿经转轴a安装在机架上;在机架上经相应转轴b还装有多个球架,球架上装有抛光球;当转轴b与转轴a直接驱动相连时,抛光球与转轴a转向一致;当转轴b与转轴a间接驱动相连时,抛光球与转轴a转向相反;
23、通过让相应转轴b与转轴a直接驱动或间接驱动,让相邻位置的抛光球转动方向相反,增加抛光桶ⅲ内扰动的复杂度;抛光球转动时,会将抛光料从一个抛光球位置甩动至另一个抛光球位置,让抛光料充分被利用而不容易下沉。
24、结合第三种有利的扩展方案,在一种可选方案中,对抛光球的具体驱动进行了设计。所述机架周向具有多个竖直单元架,转轴b经轴承装在竖直单元架上,竖直单元架上还装有转轴c;位于竖直单元架上部位置的转轴b为转轴ba,位于竖直单元架下部位置的转轴b为转轴bb;所述转轴a经辅助板安装在机架上,转轴a上装有从动锥齿、链轮a;所述转轴ba上套装链轮bax、链轮bay,转轴bb上套装有链轮bb、齿轮bb;所述转轴c上装有链轮c、齿轮c;
25、当从动锥齿与链轮bb经链条相连、齿轮bb与齿轮c啮合、链轮c与链轮bay经链条相连时:若转轴a正转,则转轴bb正转、转轴ba反转;当从动锥齿与链轮bax经链条相连、链轮bay与链轮c经链条相连、齿轮c与齿轮bb啮合时:若转轴a正转,则转轴ba正转、转轴ba反转。即转轴a转动时能让上下、周向相邻的抛光球沿不同的方向旋转。
26、该有利扩展方案中,只需要驱动一个中心转轴,即可实现相邻抛光球沿着不同方向转动,即沿着顺时针、逆时针两种不同的方向转动,让被抛光球甩掉的抛光料充分在抛光桶ⅲ内涌动;在电磁单元的作用下,抛光料再次被循环利用。并且,还实现了一个中心转轴的驱动,同时实现了对多个曲面玻璃件的抛光。
27、(五)结合第一方面,第四种有利的扩展方案中,对吸附工装ⅰ进行了设计。所述吸附工装ⅰ包括工装架、多个吸附单元;工装架呈环形且具有马蹄缺口,多个吸附单元沿工装架的周向吊设;
28、所述吸附单元包括承载组件、气向接头、中间件;气向接头固定在工装架上;气向接头具有中心孔、中间件具有插管,插管竖直地插入中心孔后形成转动副;中间件具有辅助管道,辅助管道与插管相连通;中间件的下端与承载组件铰接形成转动副且该转动副的轴水平设置;
29、所述中心孔在同一径向面的不同位置分别开有通道a、通道c,通道a与负压管路相连,通道c与正压管路相连;所述插管上的侧壁上开有对接口;所述承载组件具有孔道b,其正面还具有气动吸盘且气动吸盘与管道b相连;管道b与辅助通道经相应气管相连;
30、当气向接头和中间件一起绕插管旋转时:若对接口与通道c位置相对,此时气动吸盘位于外侧,且气动吸盘处于正压状态,将曲面玻璃件贴在气动吸盘上;再选择让对接口与通道a位置相对,此时气动吸盘位于内侧,且气动吸盘处于负压状态,气动吸盘将曲面玻璃件吸附固定;
31、在中间件、共装架上还开有相应锁紧定位孔,经定位螺栓将两者位置固定,转动完成后避免转动。
32、结合第四种有利的扩展方案,在一种可选方案中,对承载组件进行了设计。所述承载组件包括导磁背板、非导磁仿形件;所述非导磁仿形件,其正面为与曲面玻璃件相适配的仿形面,仿形面处设有多个气动吸盘,其上开有通道b;在非导磁仿形件上对应曲面玻璃件的弯曲部位位置沿正背方向开有通槽,通槽内放置有导磁仿形块;所述气动吸盘安装在非导磁仿形件正面时:先将气动吸盘的固定杆装上、然后在非导磁仿形件的正面附上一层柔性层、再装上气动吸盘的橡胶盘;当气动吸盘抽真空吸附时,橡胶盘会吸附曲面玻璃件回缩,让曲面玻璃件与柔性层贴合。
33、在该有利扩展方案中,主要是为了实现曲面玻璃件的快速安装。还为了能够便于抛光料在曲面玻璃件的曲面部位能够聚集更多的磨料。
34、(六)结合第一方面,在第五种有利的扩展方案中,抓取机械机构ⅱ进行了设计。
35、具体地,抓取机械机构ⅱ,包括抓取架、竖向轨道架、水平轨道架;所述水平轨道架水平地固定于整个设备的背面处,其横跨左、中、右工位;所述水平轨道架上滑动地装有竖向轨道架,竖向轨道架上滑动地装有抓取架;抓取架能沿上下方向在竖向轨道架上滑动,竖向轨道架能沿水平方向在水平轨道架上滑动;所述抓取架固定有多个抓取气缸,各抓取气缸的输出轴的朝向分别是向左、向前、向右、向后;所述吸附工装ⅰ具有多个插板,插板上具有抓取孔;所述抓取架具有马蹄缺口。当抓取机械机构ⅱ与吸附工装ⅰ贴合时,抓取气缸伸出时能插入插板的抓取孔中;当多个抓取气缸朝左、前、右、后插入插板后,实现抓取机械机构ⅱ与吸附工装ⅰ的抓取固定。
36、在该有利扩展方案中,通过抓取机械机构ⅱ的结构实现对吸附工装ⅰ牢靠无晃动的抓取,并且该牢靠结构,能直接在抛光时用于吸附工装ⅰ的安装。
37、(七)在第一方面的基础上,第一种有利扩展方案至第四种有利扩展方案能任意选取一个或多个;此外,在每一个有利的扩展方案中,相应的可选方案,或者其他方案,也能任意选取一个或多个。即各个方案之间,能够选取后再结合从而形成新的方案。排列组合的结合在此处不赘述。
38、为了便于理解,对方案的一些核心设计点进行说明:
39、一、能够自动化抛光,工作效率得到提高
40、在抛光领域,采用的抛光方式主要参考金属抛光的方法;常见的两种金属抛光方式:一种是将单个的工件固定不动,转动的机械部位对工件进行磨削抛光(或者机械部位不动、工件转动),抛光时加上具有化学腐蚀的抛光液、或者磨料;另一种抛光方式是,将小型零件与磨料混合一起搅拌,然后加入有抛光液。前一种抛光方式,抛光时工件、机械部位的间隙要求非常严格(影响抛光效果的主要因素,即便是1-2mm的间隙偏差,抛光结果也会截然不同),因此安装工件时非常慢,无法实现自动放置、抛光,故效率非常低下;后一种抛光方式只适用于小型件的去毛刺抛光,无法抛光曲面玻璃件。
41、本方案中,通过吸附工装ⅰ一次性周向吊装多个曲面玻璃件,通过将抛光机构ⅳ置于吸附工装ⅰ中心处进行抛光。之所以能够一次性抛光多个工件,且不对抛光效果产生严重影响,主要原因是:①抓取机械机构ⅱ、吸附工装ⅰ之间的结构设置,使得抓取机械机构ⅱ抓取吸附工装ⅰ置于抛光桶ⅲ内时,吸附工装ⅰ在抛光桶ⅲ内的位置十分精准,不容易出现位置偏差;②抛光机构ⅳ是安装在柔性升降机构上的,抛光机构ⅳ在抛光时是会发生轻微晃动的,导致抛光机构ⅳ与工件之间的间隙会发生变化(前文提到间隙影响抛光效果,主要原因是间隙影响机械部位对工件的压力,从而影响摩擦力,进而影响抛光),本方案则通过变化的间隙进行抛光(当抛光机构ⅳ晃动时,远离工件则抛光效果很弱,靠近工件时抛光效果较好;在1min时间内,传统的抛光方式由于机械部位一直与工件接触,因此间隙对抛光效果影响很大;本方案在1min内,抛光机构ⅳ与工件是间断性接触的,因此总接触时间相比于传统抛光方式更短,那么在1min内磨削的程度没有传统方式的严重,那么间隙的影响也就削弱了)。
42、通俗地说,本方案通过让工件、抛光机构ⅳ的间断性地接触,在单位时间内削弱间隙对抛光效果的影响。虽然在单位时间内,本方案的磨削效果并没有传统方式好,但是本方案对间隙要求并不严格,即对曲面玻璃件、抛光机构ⅳ之间的间隙要求并不严格,能够实现自动化安装、一次性安装多个工件(安装时存在间隙误差也无需担心),对于大批量生产的企业而言,极大地提高了生产效率,适用于工业生产。
43、二、抛光过程更为可控,抛光效果得到提高
44、在抛光的精加工领域中,磨削抛光的过程是非常难以控制的,只要有一个因素出现波动,都会导致抛光效果不同,有时甚至同一台设备、同一个工作人、同一批工件、同一批抛光料,抛光效果都会出现差异,并且出现不小的废品率;究其原因,是影响抛光效果的因素太多,各因素又太不可控(例如添加抛光料时,不能保证每一次添加后停留在加工间隙处的料的量是一致的;在添加化学抛光液时,也不能保证每一次添加后停留在加工间隙处的料的量是一致的;而料的量的多少,即便是轻微波动,都会影响抛光效果)。
45、如“一、能够自动化抛光,工作效率得到提高”段落提到的传统抛光方式,还存在的缺陷是:在抛光时只要看到抛光料、抛光液的量有减小,就通过人为添加或者机械间断性地添加定量的料,但具体减小到何种程度再添加很难说明,只是凭经验;而且由于添加的次数过多,每次添加都会导致间隙处的料量波动太大,反而不利于抛光。
46、本方案中,如“一、能够自动化抛光,工作效率得到提高”段落提到的,通过抛光机构ⅳ间断性地与工件接触来削弱间隙对抛光的影响,从而更好地控制抛光过程。
47、本方案中,通过控制相应电磁单元的开闭,让更多的抛光料集中在需要抛光的位置处,提高抛光效果;即通过对抛光料进行控制,从而更好地掌控抛光过程。
48、本方案中,抛光料中既具有物理料、又具有化学料,通过电磁单元对抛光料的引导,从而间接地引导了化学料与工件的接触;本方案相比于传统的抛光方式,化学料更为可控,从而更好地掌控抛光过程。
49、本方案中,抛光机构ⅳ、曲面玻璃件是浸没在抛光桶ⅲ的抛光液中的,抛光液中具有抛光料,并且抛光机构ⅳ中相邻抛光球的旋转方向相反(顺时针/逆时针),还设置有超声波振子,并且抛光机构ⅳ能轻微晃动来改变其与工件之间的间隙。工作时:①通过电磁单元将抛光料引导至曲面玻璃件某一重点抛光部位,通过化学腐蚀的方式进行抛光,当抛光机构靠近工件时,抛光机构ⅳ经抛光料对工件产生压力、摩擦力,从而实现物理抛光;②当抛光机构ⅳ与工件靠近、以及已经抛光过程中,都会甩掉一些抛光料、工件磨削掉后的余料,甩掉的抛光料、余料均会在抛光桶ⅲ内翻滚,但抛光料在磁性作用下又能被重新利用,而余料则会下沉;当抛光机构ⅳ远离工件时,被甩掉的抛光料又能被重新利用,而间隙处的余料在超声波振子的作用下被震掉。
50、从上段描述可以看出,本方案在磨削过程中,磨削间隙处的抛光料是动态变化的,既会被甩掉也会被重新利用,同样余料也会被甩掉但会沉降;这样的好处是,避免余料对磨削间隙处工件造成影响,从而利于掌控抛光磨削过程。从上段描述还可以看出,本方案的抛光料是在抛光桶ⅲ中被循环利用的,那么便于掌控各阶段的抛光程度效果,例如前10min内抛光程度、10-20min内抛光程度,20-30min内抛光程度,从而利于对整个抛光阶段进行适当性设计(传统的抛光方式,由于是不断添加抛光料,新的磨料添加后在间隙处是新磨料、旧磨料的比例是无法人为精确掌控的,因此不利于掌握抛光过程)。
51、三、成本得到降低
52、如“二、抛光过程更为可控,抛光效果得到提高”中提到,由于传统的抛光方式是不断添加抛光料、化学抛光液的,而抛光料、化学抛光液的成本非常高,这种不计成本的方式不利于工业化加工生产。虽然抛光液可以回收过滤再使用,虽然抛光液可以沉淀后再使用,但是每次回收后的料的质量本身是不可控的,后续使用的时候用在什么时间段也无法确定;很多时候都无法继续使用,即便使用也是当低劣品使用的。
53、本方案中,抛光料、抛光液本身就在抛光桶ⅲ内,在抛光过程中一直循环使用,只需根据不同时间段的抛光效果来设计整个抛光过程即可。每一批次的抛光料、抛光液都得到充分利用,成本显著降低,适合工业化生产。
54、本实用新型具有以下优点:(1)能够实现自动化加工,一次性能加工多个工件,抛光效率得到显著提高,适用于工业生产;(2)对抛光过程、抛光的因素掌控更为精准,从而利用通过合理的调整,能显著地提高抛光效果;(3)生产成本得到降低,适用于工业生产。
本文地址:https://www.jishuxx.com/zhuanli/20240619/10078.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表