用于加工钣金零件的机器的制作方法
- 国知局
- 2024-06-20 14:22:04
本发明涉及一种用于加工钣金零件,特别是用于去毛刺、倒圆边缘和磨削表面的机器。本发明进一步涉及用于校准和调整这种机器的方法和相应的装置。
背景技术:
1、当从钢板上切割和冲压零件时,在切割边缘以及孔和凹槽的边缘上会形成在上侧和下侧突出的破坏性毛刺。特别是对于由几厘米厚的钢板制成的零件,需要更大的技术努力来去除毛刺、修圆边缘以及将表面磨平。
2、de 20 2020 107 308 u1描述了一种具有三个相连的加工单元的机器,这些加工单元在工件的吞吐方向上沿着连续的传送带一个接一个地布置。中央加工单元是刷单元,共有八个研磨刷,其中四个沿运行方向旋转,四个绕水平轴沿相反方向旋转。电驱动单元通过分动箱驱动研磨刷。当驱动单元以固定方式悬挂在机器框架中时,分动箱可以绕其竖直轴线旋转。研磨刷包括多个柔性研磨条,其端部刷过在研磨刷下方被引导的钣金零件的表面,并且由此也可以穿入凹槽一定距离。同时,钣金零件的前边缘和内边缘均被倒圆。
3、这种磨削和去毛刺机器必须根据待加工的钣金零件的厚度进行精确调整。刷必须以足够高的压力作用在工件上,但快速旋转的刷不能被损坏,甚至不能被工件绊住。研磨刷确实是柔性的,并且可能会在一定程度上偏离工件或屈服于加工压力。尽管如此,在加工开始之前,必须非常精确地调整加工间隙,即研磨刷和钣金零件所在的传送带之间的距离。钣金表面和刷之间的距离被指定为进给量。
4、例如,快速旋转的具有例如柔性研磨条形式的弹性刷毛的研磨刷,在对硬钢工件的锋利毛刺和边缘进行研磨加工时会受到很大的磨损。特别地,具有多个由砂纸或砂布制成的、径向向外突出的磨削条的圆柱形研磨鼓形式的研磨刷,在相对较短的操作时间之后就已经严重磨损,以至于它们损失了其直径的很大一部分。
5、调整加工间隙时的另一个问题在于,随着速度增加,各个刷毛由于离心力而竖起,使得旋转的研磨刷的直径增加,特别是在较高速度下。因此,加工间隙动态减小,工件作用在研磨刷上的力急剧增加,这增加了磨损。
技术实现思路
1、本发明的根本技术问题是将包括旋转研磨刷的钣金加工机器正确地调整至待加工钣金零件的厚度,而不管磨损和速度如何。
2、该问题通过具有第一项专利权利要求的特征的机器来解决。
3、本发明进一步涉及一种用于校准这种钣金加工机器的方法以及相应的校准和调整装置。
4、根据本发明的机器包括测量装置,该测量装置用于在研磨刷自由旋转(即,研磨刷没有压在待加工钣金零件上)时检测研磨刷的直径。直径的测量在不同的速度下进行。因此,实际上,无论直径因磨损而减小了多少,都可以精确地检测研磨刷的实际状态。如果研磨刷的直径不是恒定的,而是由于作用在其上的离心力导致的变形而以较高的速度增加,则同样可以检测到这种直径的动态增加。
5、在调整待加工的钣金零件,特别是其厚度期间,校准装置根据选定速度和测量装置先前检测到的直径来计算研磨刷的正确竖直位置,该直径与选定速度相关联。因此,可以进行磨损补偿,并对直径随速度的变化进行校正。无论使用何种研磨刷及其磨损程度如何,机器的调整都是自适应且始终正确的。
6、自由旋转研磨刷的直径的检测可以在不接触的情况下进行,优选地使用光学测量单元进行。因此毫无疑问可以在不同的速度下进行多次测量。
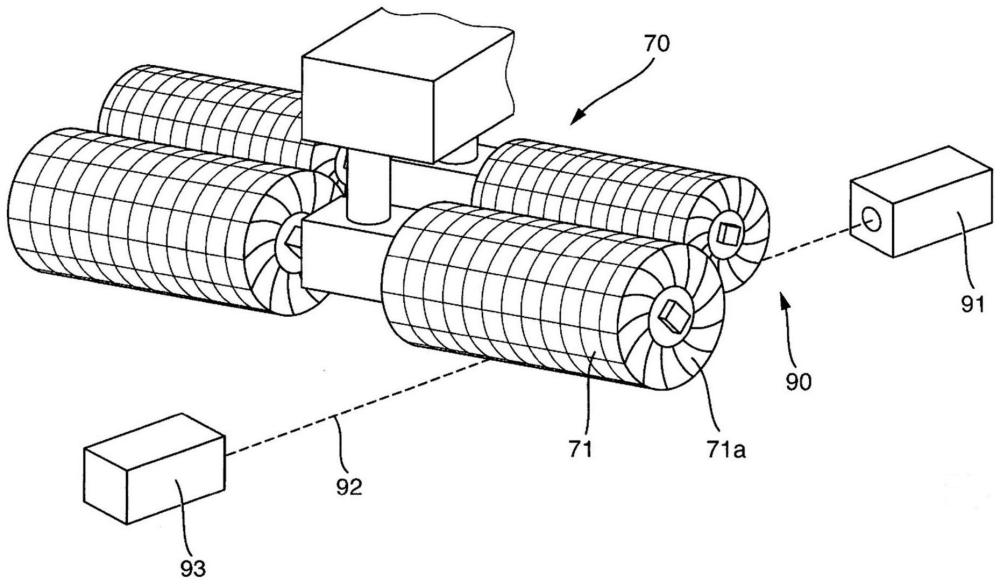
7、特别优选地使用光障作为测量装置,当刷单元向下移动时,光障的光束被直径待检测的研磨刷遮断。由于旋转研磨刷的旋转轴或中心点的竖直位置不依赖于磨损或速度,因此单个光障足以扫描直径。当光障的激光束在刷单元缓慢下降期间第一次被遮断时,可以根据刷单元的竖直位置或研磨刷的旋转轴线非常容易地计算出研磨刷的瞬时直径。随后以其他速度重复测量,以便以这种方式检测速度和直径之间的关系。无论研磨刷的磨损程度如何,在每种情况下检测研磨刷的实际直径。磨损程度可以通过将测量值与无磨损的新研磨刷的参考测量值进行比较来确定。
8、就具有多个旋转研磨刷且可绕其竖直轴旋转的刷单元而言,刷单元绕其竖直轴旋转一整圈就足以使得所有或至少大部分研磨刷一个接一个被光障检测到,从而非接触地扫描直径。
9、该问题也通过根据专利权利要求5的方法来解决。由此,在自由旋转的研磨刷处以不同的速度检测至少一个研磨刷的直径,而不与工件或工件传送通过机器的传送带接触。为了基于选定的期望研磨刷旋转的速度调整加工间隙,即正确的进给量,计算先前检测到的相应速度下自由旋转研磨刷的直径,然后将刷单元沿传送带或工件的方向竖直向下移动,直到到达计算出的相对于传送带或钣金零件的上侧的竖直位置。
10、在根据本发明的方法的优选实施例中,在校准过程开始时测量一个或多个自由旋转的研磨刷的直径,并且存储相关联的速度,使得可以访问所存储的值对以进行后续计算和加工间隙的调整。如果由用户和/或机器自动指定的且加工工件所用的速度不对应于任何存储的速度,则可以通过插值来计算所选的速度的近似直径。
11、专利权利要求8限定了用于执行根据本发明的方法的装置。该装置包括:输入接口,用于从测量装置接收测量数据,该测量装置检测自由旋转研磨刷在不同速度下的直径;存储器单元,用于存储检测到的直径和相关联的速度;以及校准装置,用于根据选定速度和先前确定的自由旋转研磨刷的相关的存储直径来计算刷单元在待加工的钣金零件上的竖直位置。如果需要,可以通过从所存储的直径随速度的变化过程进行插值来计算中间值。事实证明,了解在不同速度下检测到的三个直径足以进行足够准确的校准和调整。准确度和精度自然会随着速度和直径的值对的数量增加。
12、本发明的其他方面涉及具有程序代码的计算机程序产品,该程序代码在计算机上运行时执行根据本发明的校准方法。还受到保护的是一种存储有计算机程序的存储器介质,该计算机程序在计算机上运行时,使得所描述的方法被实施。
技术特征:1.一种用于加工钣金零件的机器,包括:
2.根据权利要求1所述的机器,其中所述测量装置是用于非接触地扫描所述研磨刷(71)的直径的光学测量单元。
3.根据前述权利要求中任一项所述的机器,其中所述测量装置是光障(90),当所述刷单元下降时,所述光障(90)被所述研磨刷(71)遮断。
4.根据前述权利要求中任一项所述的机器,其中所述刷单元(70)能够绕其竖直轴线旋转,并且具有至少四个水平旋转的研磨刷(71),所述研磨刷(71)在所述刷单元的一个完整旋转期间遮断所述光障(90)。
5.一种用于校准和调整用于加工钣金零件的机器的方法,所述机器包括:刷单元(70),具有至少一个用于刷待加工的钣金零件(10)的表面的水平旋转的研磨刷(71);以及装置,用于竖直移动所述刷单元(70),所述方法包括以下步骤:
6.根据权利要求5所述的方法,其中存储分别测量的直径和相关联的速度。
7.根据权利要求5或6所述的方法,其中针对至少三种不同的速度来检测所述研磨刷(71)的直径。
8.一种用于校准和调整钣金加工机器的装置,所述机器包括:刷单元,具有用于刷待加工的钣金零件的表面的至少一个旋转研磨刷(71);以及装置,用于竖直移动所述刷单元以调整加工间隙,所述装置包括:
9.根据权利要求8所述的装置,其中由所述输入接口接收的测量数据包括至少三种不同速度下的直径。
10.一种计算机程序产品,包括程序代码,当所述程序代码在计算机上运行时,所述程序代码用于执行根据权利要求5所述的方法的步骤。
技术总结本发明涉及一种用于加工钣金零件的机器,包括:刷单元(70),具有至少一个用于刷待加工的钣金零件的表面的水平旋转的研磨刷(71)。为了调整加工间隙或进给量,刷单元(70)可沿竖直方向移动。用于测量自由转动的研磨刷71在不同速度下的直径的测量装置可以被设计为光学测量单元,特别是光障(90)。校准装置用于根据研磨刷(71)的选定速度和相关直径计算研磨刷(71)的正确竖直位置。技术研发人员:雅克·伯茨切尔,杰拉尔德·基姆受保护的技术使用者:阿库机械制造有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/10120.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表