一种分流子结构的制作方法
- 国知局
- 2024-06-20 14:15:02
【】本发明涉及压铸模冷却,尤其是一种分流子结构。
背景技术
0、背景技术:
1、在压铸加工中,压铸件温度比较高,需要对其进行及时地冷却降温,现有技术中,一般采用分流子结构对压铸件进行降温,请参阅图1所示,其绘示了现有技术中一种分流子结构的示意图,该分流子结构设于压铸模具的内模1中,所述分流子结构包括水路10、与水路10连接的进水管11及出水管12,所述水路10为直式喷泉式水路,但是当压铸件比较厚时,这种直式喷泉式水路结构的分流子对压铸件的冷却效果不理想,需要较长时间进行冷却,导致整个作业周期延长,目前冷却效果较好的是3d螺旋水路,如图2所示,其绘示了一种一体式螺旋水路分流子结构,采用螺旋水路13进水与出水,导热效果好,且冷却效果均匀、冷却速度快,但是这种一体式的螺旋状水路的分流子结构一般需要采用3d列印的方式加工,该加工方式成本较高,且对分流子的材料限制性较大。
2、有鉴于此,本发明提供了一种分流子结构来解决上述问题。
技术实现思路
0、技术实现要素:
1、本发明要解决的技术问题是:为了解决直式水路的分流子冷却效果不理想,一体式螺旋水路分流子冷却效果好但加工成本高且材料受限大的问题。本发明提供了一种分流子结构来解决上述问题。
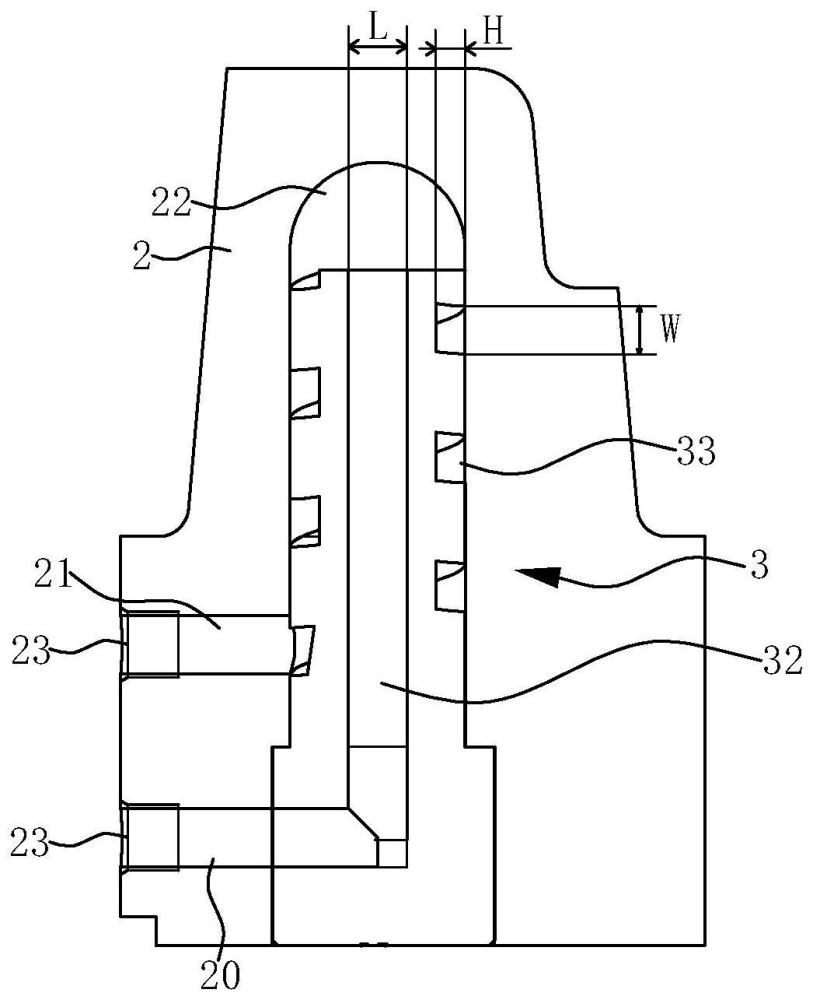
2、本发明解决其技术问题的方案是:一种分流子结构,设于压铸模具的内模中,所述分流子包括进水管、出水管、水路腔体及入子,其中,所述水路腔体包括限位部和容纳部,所述进水管、出水管分别与所述水路腔体的限位部、容纳部连通;
3、入子,所述入子插接固定于所述水路腔体中,其包括限位端和插入端,所述限位端可刚好容纳于所述水路腔体的限位部内,所述插入端长度短于所述容纳部,所述入子内部开设有入子水路,所述入子水路一端与所述进水管连通,另一端弯折后穿出所述入子插入端的顶部后与所述水路腔体连通,所述入子插入端的表面还设有向其限位端方向延伸的螺旋水路,所述螺旋水路延伸至与所述出水管相接处。
4、优选地,所述进水管及出水管远离水路腔体的端部设有连接接口。
5、优选地,所述水路腔体的限位部与所述入子的限位端在所述进水管与所述入子水路一端连通处的相贴面为直面,便于入子定位安装。
6、优选地,所述入子水路的直径l为10mm,所述螺旋水路的深度h为5mm,宽度w为8mm。
7、本发明的有益效果是,本发明分流子结构可实现冷却水路螺旋进水与出水,导热效果高,且冷却效果均匀、冷却速度快,且加工和安装方式更加简单,节约加工成本。
技术特征:1.一种分流子结构,设于压铸模具的内模中,其特征在于,包括:进水管、出水管、水路腔体及入子,其中,所述水路腔体包括限位部和容纳部,所述进水管、出水管分别与所述水路腔体的限位部、容纳部连通;
2.如权利要求1所述的一种分流子结构,其特征在于:所述进水管及出水管远离水路腔体的端部设有连接接口。
3.如权利要求1所述的一种分流子结构,其特征在于:所述水路腔体的限位部与所述入子的限位端在所述进水管与所述入子水路一端连通处的相贴面为直面,便于入子定位安装。
4.如权利要求1所述的一种分流子结构,其特征在于:所述入子水路的直径l为10mm,所述螺旋水路的深度h为5mm,宽度w为8mm。
技术总结本发明涉及压铸模冷却技术领域,尤其是一种分流子结构,设于压铸模具的内模中,包括:进水管、出水管、水路腔体及入子,其中,所述水路腔体包括限位部和容纳部,所述进水管、出水管分别与所述限位部、容纳部连通;入子插接固定于所述水路腔体中,包括限位端和插入端,所述限位端可刚好容纳于所述限位部内,所述插入端长度短于所述容纳部,所述入子内部开设有入子水路,其一端与所述进水管连通,另一端弯折后穿出插入端顶部与水路腔体连通,所述入子插入端的表面还设有螺旋水路,该螺旋水路延伸至与所述出水管相接处。本发明冷却效果均匀、快速,加工和安装方式简单,加工成本低。技术研发人员:魏燕燕受保护的技术使用者:苏州汉扬精密电子有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/9864.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表