用于汽车防撞梁的闭口辊压型材的制作方法
- 国知局
- 2024-08-02 16:42:40
本技术属于防撞梁的,特别是一种用于汽车防撞梁的闭口辊压型材。
背景技术:
1、随着汽车产业的快速发展,人们对汽车的安全性能越来越关注,汽车防撞梁作为汽车重要的安全防护装置,其性能愈来愈显出重要性。铝型材作为原材料时具有采购成本高、加工性能差、精度低的缺点。通过辊压成型,形成具有一定的空间立体机构的防撞梁,可以大大提高防撞梁的抗撞击性能。辊压成型作为型材的一种成型方法,可以完成1500mpa超高强钢的成型,极大提升了防撞梁安全性能,生产工艺流程的质量可控性,以及原材料利用率,在激烈的市场竞争中脱颖而出。现有铝防撞梁其截面大多为目字形。这种常用结构的铝防撞梁存有下述问题:铝材原料抗拉强度在500mpa以下,安全性能不高;挤出的加工工艺具有加工效率低、精度低的缺点。
技术实现思路
1、本实用新型提供一种用于汽车防撞梁的闭口辊压型材,可有效加强防撞梁的吸能防撞性能和刚性。其生产工艺相对简单,更容易符合产品的安全性能要求和加工精度要求。
2、本实用新型是通过以下技术方案解决上述技术问题的
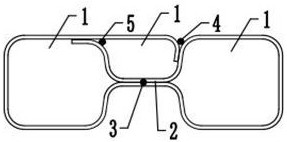
3、一种用于汽车防撞梁的闭口辊压型材,包括三个矩形的封闭腔体,三个所述封闭腔体从左向右依次相邻设置,两侧的所述封闭腔体的截面长度大于中间的封闭腔体的截面长度,所述三个封闭腔体的前侧壁齐平设置,三个封闭腔体由一块板料经连续折弯而成,折弯处均为圆角。
4、上述用于汽车防撞梁的闭口辊压型材,中间的封闭腔体的内侧为双层板材、且所述双层板材之间设有第一焊点。
5、上述用于汽车防撞梁的闭口辊压型材,两侧的封闭腔体均为为单层板材,两侧的封闭腔体与中间的封闭腔体的共用侧壁的顶端为板材辊压的收口处,所述收口处进行搭茬处理,板材辊压的收口处的搭茬位置分别设置第二焊点和第三焊点。
6、上述用于汽车防撞梁的闭口辊压型材,所述第一焊点、所述第二焊点和所述第三焊点成等边三角形设置。
7、上述用于汽车防撞梁的闭口辊压型材,所述中间封闭腔体的前侧壁为单层板材。
8、上述用于汽车防撞梁的闭口辊压型材,两侧的封闭腔体的前侧壁的中部设有内凹的槽式的加强肋条。
9、上述用于汽车防撞梁的闭口辊压型材,两侧的所述封闭腔体的前部边棱设有阶梯形状的内凹槽。
10、上述用于汽车防撞梁的闭口辊压型材,两侧的所述封闭腔体的外侧壁呈略向外凸的弧形。
11、与现有技术相比,本实用新型的焊点和封闭腔体呈等边三角形设置,满足轻量化要求的前提下,增加了产品的稳定性和刚性,同时也可以简化辊压工艺要求,辊压工艺简单。
12、使防撞梁的抗拉强度大幅提高,防撞梁安全性能更好;结构上更具灵活性,设计边界更广,便于根据产品要求以改变基本结构的方式提升产品的性能和适应能力。
技术特征:1.一种用于汽车防撞梁的闭口辊压型材,其特征在于,包括三个矩形的封闭腔体(1),三个所述封闭腔体(1)从左向右依次相邻设置,两侧的所述封闭腔体(1)的截面长度大于中间的封闭腔体(1)的截面长度,所述三个封闭腔体(1)的前侧壁齐平设置,三个封闭腔体(1)由一块板料经连续折弯而成,折弯处均为圆角。
2.如权利要求1所述的用于汽车防撞梁的闭口辊压型材,其特征在于,中间的封闭腔体(1)的内侧为双层板材(2)、且所述双层板材(2)之间设有第一焊点(3)。
3.如权利要求2所述的用于汽车防撞梁的闭口辊压型材,其特征在于,两侧的封闭腔体(1)均为为单层板材,两侧的封闭腔体(1)与中间的封闭腔体(1)的共用侧壁的顶端为板材辊压的收口处,所述收口处进行搭茬处理,板材辊压的收口处的搭茬位置分别设置第二焊点(4)和第三焊点(5)。
4.如权利要求3所述的用于汽车防撞梁的闭口辊压型材,其特征在于,所述第一焊点(3)、所述第二焊点(4)和所述第三焊点(5)成等边三角形设置。
5.如权利要求4所述的用于汽车防撞梁的闭口辊压型材,其特征在于,所述中间封闭腔体(1)的前侧壁为单层板材。
6.如权利要求5所述的用于汽车防撞梁的闭口辊压型材,其特征在于, 两侧的封闭腔体(1)的前侧壁的中部设有内凹的槽式的加强肋条(6)。
7.如权利要求5所述的用于汽车防撞梁的闭口辊压型材,其特征在于,两侧的所述封闭腔体(1)的前部边棱设有阶梯形状的内凹槽(7)。
8.如权利要求5所述的用于汽车防撞梁的闭口辊压型材,其特征在于,两侧的所述封闭腔体(1)的外侧壁呈略向外凸的弧形。
技术总结本技术提供一种用于汽车防撞梁的闭口辊压型材,属于防撞梁的技术领域。其包括三个矩形的封闭腔体,三个所述封闭腔体从左向右依次相邻设置,两侧的所述封闭腔体的截面长度大于中间的封闭腔体的截面长度,所述三个封闭腔体的前侧壁齐平设置,三个封闭腔体由一块板料经连续弯曲而成,所述折弯处均为圆角。可有效加强防撞梁的吸能防撞性能和刚性。其生产工艺相对简单,更容易符合产品的安全性能要求和加工要求。本技术的焊点和封闭腔体呈等边三角形设置,满足轻量化要求的前提下,增加了产品的稳定性和刚性,同时也可以简化辊压工艺要求,辊压工艺简单。技术研发人员:尤春涛,李庆达,李彦波,耿晓勇,宋佳伟受保护的技术使用者:凌云工业股份有限公司技术研发日:20231115技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240718/252112.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表