行李箱总成安装工装及行李箱总成安装方法与流程
- 国知局
- 2024-08-01 07:25:57
本发明涉及汽车装配,特别是涉及一种行李箱总成安装工装及行李箱总成安装方法。
背景技术:
1、乘用车外覆盖件,如侧围、车门、行李箱等零件占据了车身外表面的大部分可视区域,外覆盖件的外观装配质量直接影响客户对整体做工品质的满意度评价,因此实现外观装配质量的精致程度最大化,外覆盖件区域是很重要的考量指标之一。
2、传统安装工艺过程中,行李箱铰链安装打紧在车身上后,先将夹具定位到车身上,再将行李箱搬运定位到夹具上后打紧铰链活动页与行李箱连接螺栓,此时打紧螺栓在车身封闭内部,工具无法伸入打紧,需将行李箱开启一定角度后才可实现紧固过程。
3、然而,由于行李箱连接至车身时处于开启某一角度的状态,安装过程中行李箱与侧围匹配的间隙、面差无法直观判断,不能立马做出相应调整,需通过打紧螺栓撤下装具后关闭行李箱才能判断装配是否有效,此时若装配不到位,还需松开螺栓,人工对齐调整,过程繁琐易导致节拍较长。同时,受铰链自身精度及装配后左右铰链轴线影响,会出现开启状态下与闭合状态下与侧围配合的间隙、面差存在一定差异,由于差异量影响因素较多会出现不稳定,无法通过夹具调整补偿,最终出现装配效果不稳定,无法满足外观精致评价要求。
技术实现思路
1、为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种能解决现有行李箱装配定位精度低,与周边件匹配效果不理想,影响整车外观品质的问题的行李箱总成安装工装及行李箱总成安装方法。
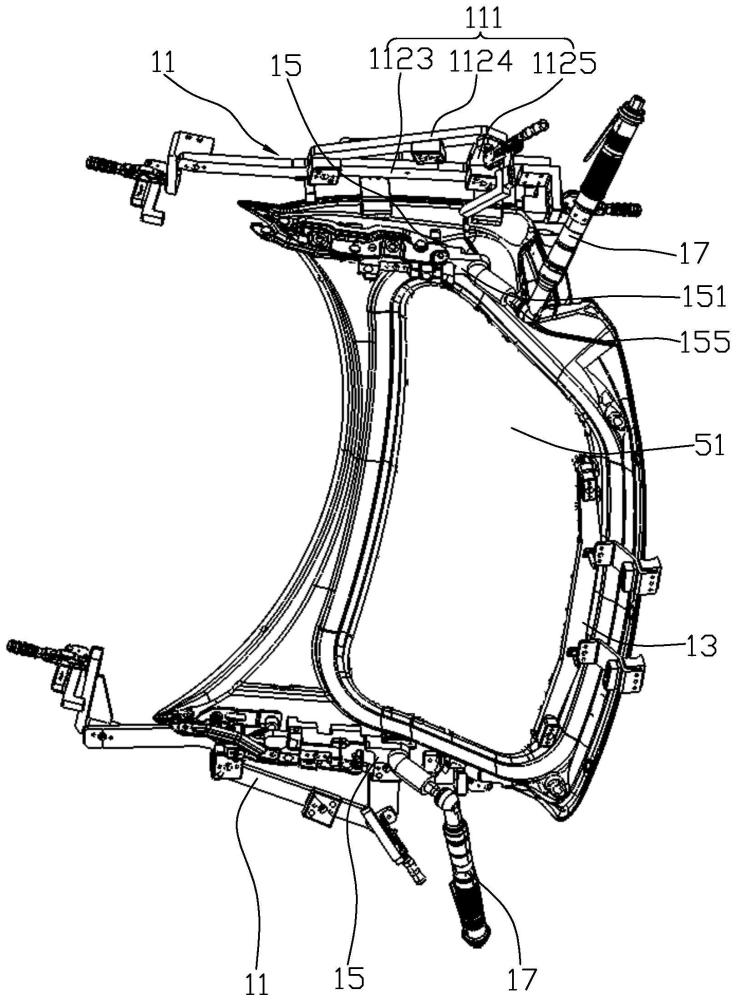
2、本发明的目的通过下述技术方案实现:本发明提供一种行李箱总成安装工装,用于将行李箱总成安装至车身,所述行李箱总成安装工装包括第一定位组件、第二定位组件和锁紧机构,两个所述第一定位组件分别用于与所述车身两侧及所述行李箱总成两侧贴合,所述第二定位组件用于与所述车身及所述行李箱总成的后端贴合,两个所述锁紧机构分别用于贴合于所述车身的两侧,所述锁紧机构包括主体部、螺母放置件和连接头,所述螺母放置件和所述连接头分别设于所述主体部的两端,所述螺母放置件和所述连接头均可转动设置于所述主体部,所述螺母放置件上开设有螺母容纳槽,所述螺母放置件和所述连接头之间通过传动机构传动连接,以将所述连接头的转动传递至所述螺母放置件。
3、在其中一实施例中,所述锁紧机构的所述螺母放置件的转动轴线和所述连接头的转动轴线相交。
4、在其中一实施例中,所述主体部上设有第一方向工装限位部、第二方向工装限位部和第三方向工装限位部,以分别在第一方向、第二方向和第三方向上对所述锁紧机构进行定位,其中,所述第一方向、所述第二方向和所述第三方向两两相互垂直,所述第三方向工装限位部还用于将所述锁紧机构固定于所述车身;所述主体部上还设有第三方向工件限位部以在所述第三方向上对所述行李箱总成进行定位。
5、在其中一实施例中,所述第一方向工装限位部包括两个相对侧面分别用于抵接所述车身上垂直于第一方向的表面,所述主体部的垂直于第二方向的两个侧面分别设有至少一个所述第二方向工装限位部,所述第二方向工装限位部用于抵接所述车身上垂直于第二方向的表面,所述主体部的垂直于所述第三方向的一侧面设有至少一个所述第三方向工装限位部,所述第三方向工装限位部用于抵接所述车身上垂直于所述第三方向的表面,所述主体部的两侧分别设有两个所述第二方向工装限位部,所述主体部的底部设有两个所述第三方向工装限位部,所述第三方向工装限位部上设有磁吸部,以将所述锁紧机构锁附在所述车身上;所述主体部的垂直于所述第三方向上设有所述第三方向工件限位部,所述第三方向工件限位部用于抵接所述行李箱总成上垂直于所述第三方向的表面。
6、在其中一实施例中,所述第一定位组件包括第一定位架和夹紧部,所述夹紧部设于所述第一定位架上,用于使所述第一定位组件夹持车身,从而将所述第一定位组件固定在所述车身上;所述第一定位架上设有第四方向工装限位部、第五方向工装限位部和第六方向工装限位部,以分别在第四方向、第五方向和第六方向上对所述第一定位组件进行定位,所述第四方向、所述第五方向和所述第六方向两两相互垂直;所述第一定位架上还设有第四方向工件限位部、第五方向工件限位部和第六方向工件限位部以分别在所述第四方向、所述第五方向和所述第六方向上对所述行李箱总成进行定位。
7、在其中一实施例中,所述两个所述第四方向工装限位部相对设置,两个所述第四方向工装限位部包括两个相对的侧面以分别抵接所述车身表面,所述第四方向工装限位部的其中一个表面垂直于所述第四方向,另一表面相对所述第四方向倾斜一定角度,两个所述第五方向工装限位部间隔设置,其中一个所述第五方向工装限位部包括垂直于所述第五方向的表面以抵接所述车身表面,另一个所述第五方向工装限位部包括相对所述第四方向倾斜一定角度的表面以抵接所述车身表面,三个所述第六方向工装限位部间隔设置,三个第六方向工装限位部分别包括一个垂直于所述第六方向的底面以分别抵接所述车身表面;所述第四方向工件限位部包括相对所述第四方向倾斜一定角度的表面以抵接所述行李箱总成,所述第五方向工件限位部为两个,其中一个所述第五方向工件限位部包括垂直于所述第五方向的表面以抵接所述行李箱总成,另一个所述第五方向工件限位部包括相对所述第五方向倾斜一定角度的表面以抵接所述行李箱总成,所述第六方向工件限位部用于抵接所述行李箱总成上垂直于所述第六方向的表面。
8、在其中一实施例中,所述第二定位组件包括第二定位架,所述第二定位架上设有定位销、第七方向工装限位部和第九方向工装限位部,所述定位销用于插入车身以在第七方向和第八方向上将所述第二定位组件进行限位防止所述定位销在所述第七方向和所述第八方向上相对所述车身移动,所述第七方向工装限位部用于在所述第七方向上对所述第二定位组件进行定位,所述第九方向工装限位部用于在第九方向上对所述第二定位组件进行定位,所述第七方向、所述第八方向和所述第九方向两两相互垂直;所述第二定位架上还设有第九方向工件限位部以在所述第九方向上对所述行李箱总成进行定位。
9、在其中一实施例中,所述定位销垂直于所述第九方向而设,两个间隔设置的所述第七方向工装限位部包括用于抵接所述车身上垂直于所述第七方向的表面的限位面,两个所述第九方向工装限位部包括用于抵接所述车身上垂直于所述第九方向的表面的限位面;两个间隔设置的所述第九方向工件限位部包括用于抵接所述行李箱总成上垂直于所述第九方向的表面的限位面。
10、本发明还提供一种行李箱总成安装方法,用于采用上述行李箱总成安装工装将行李箱总成安装至车身,所述车身的后部开设有后部开口,所述行李箱总成安装方法包括以下步骤:
11、将两个所述第一定位组件分别固定于所述车身的所述后部开口两侧,将所述第二定位组件固定于所述后部开口的两侧之间的下侧,使所述第一定位组件和所述第二定位组件靠设于所述车身;
12、将螺母放置于所述锁紧机构的所述螺母放置件的所述螺母容纳槽内,将两个所述锁紧机构分别固定于所述车身的所述后部开口两侧,并使所述锁紧机构设有所述螺母放置件的一端位于所述车身内部,所述锁紧机构设有所述连接头的一端从所述车身的流水槽伸出至所述车身外;
13、将所述行李箱总成放置于所述车身上,且与所述车身封闭,并使所述行李箱总成抵靠于所述第一定位组件、所述第二定位组件和所述锁紧机构;
14、转动所述锁紧机构的所述连接头,使得所述螺母放置件带动螺母转动,从而将所述行李箱总成锁紧至所述车身。
15、在其中一实施例中,所述主体部上设有第一方向工装限位部、第二方向工装限位部、第三方向工装限位部和第三方向工件限位部,所述第一定位组件包括第一定位架和夹紧部,所述夹紧部设于所述第一定位架上,用于使所述第一定位组件夹持车身,所述第一定位架上设有第四方向工装限位部、第五方向工装限位部、第六方向工装限位部、第四方向工件限位部、第五方向工件限位部和第六方向工件限位部,所述第二定位组件包括第二定位架,所述第二定位架上设有定位销、第七方向工装限位部、第九方向工装限位部和第九方向工件限位部;
16、所述第一定位组件和所述第二定位组件靠设于所述车身时,使所述第一定位组件的所述第四方向工装限位部、所述第五方向工装限位部和所述第六方向工装限位部分别抵靠所述车身的表面,并通过所述夹紧部将所述第一定位组件固定在所述车身上;使所述第二定位组件的所述定位销插入所述车身,并使所述第七方向工装限位部和所述第九方向工装限位部分别抵靠所述车身的表面,将所述第二定位组件的所述第二定位架放置于所述后部开口内,使所述第二定位架位于所述后部开口的下侧边缘处,且所述第九方向工装限位部抵靠所述车身的位于所述后部开口内侧的表面,并使所述第七方向工装限位部和所述第九方向工件限位部位于所述后部开口外,且所述第七方向工装限位部抵靠所述车身的所述后部开口外侧的表面;
17、两个锁紧机构分别固定于车身的后部开口两侧时,使锁紧机构的第一方向工装限位部、第二方向工装限位部和第三方向工装限位部分别抵靠所述车身,并通过磁吸部将所述锁紧机构吸附在所述车身上;
18、将所述行李箱总成放置于所述车身上时,使所述第一定位组件的所述第四方向工件限位部、所述第五方向工件限位部和所述第六方向工件限位部分别抵靠所述行李箱总成的表面,使所述第二定位组件的所述第九方向工件限位部抵靠所述行李箱总成的内侧表面,使所述锁紧机构的所述第三方向工件限位部抵靠所述行李箱总成的表面。
19、本发明有益效果在于:本发明的行李箱总成安装工装及行李箱总成安装方法中,可通过第一定位组件和第二定位组件对行李箱总成定位至与车身贴合,并通过将锁紧机构的一端从车身的流水槽伸入行李箱总成内侧,而使连接头露出行李箱总成外侧,在外部拧动连接头即可带动螺母放置件转动,从而拧紧螺母放置件内的螺母,实现了行李箱总成在闭合状态下安装行李箱总成,可提高装配定位精度,并大大提升行李箱总成装配后与侧围的外观配合效果。
本文地址:https://www.jishuxx.com/zhuanli/20240722/227555.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表