硅胶握套的转射模的制作方法
- 国知局
- 2024-08-01 03:53:24
本技术涉及硅胶产品制备,尤其涉及一种硅胶握套的转射模。
背景技术:
1、现有的筋膜枪等类似电子产品很多会用到硅胶握套。然而,现有的筋膜枪及类似电子产品对其装配件硅胶握套的尺寸精度要求越来越高,需要实现握套类产品壁厚稳定性做到±0.05mm,而传统油压模基本只能做到±0.15mm。使用传统油压两板模制备出的硅胶握套产品的尺寸精度已很难满足用户要求。
技术实现思路
1、本实用新型实施例所要解决的技术问题在于,提供一种硅胶握套的转射模,以提升硅胶握套产品的制备精度。
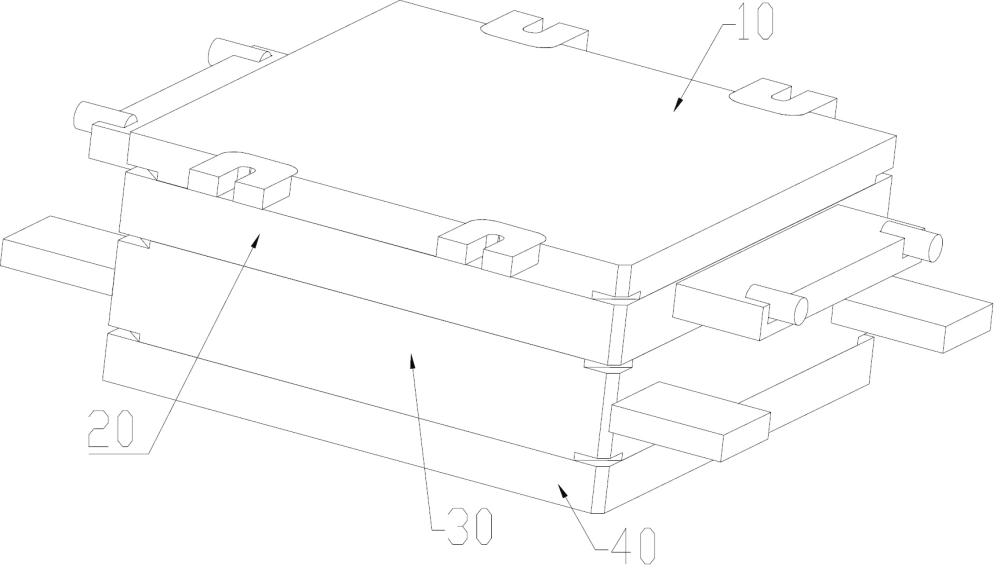
2、为了解决上述技术问题,本实用新型实施例提出了一种硅胶握套的转射模,包括从上到下依次设置的压料板、进胶板、模腔板、底板,进胶板、模腔板、底板之间形成与硅胶握套对应的模腔,进胶板上设有摆料槽,压料板底部凸设有与摆料槽相匹配的压料部,摆料槽底部设有溢胶槽,溢胶槽底部设有若干与模腔顶部相通的进胶孔。
3、进一步地,所述溢胶槽为与硅胶握套对应的环形。
4、进一步地,所述若干进胶孔在溢胶槽内等距均匀分布。
5、进一步地,所述溢胶槽、模腔均有多组,摆料槽底部还设有连通槽,连通槽连通多组溢胶槽。
6、进一步地,压料部截面为梯形,且压料部的底部宽度小于顶部。
7、本实用新型的有益效果为:本实用新型采用4板模结构,本实用新型的成型方式是先合模后注胶,因此,本实用新型的分型毛边效果优于传统模具,可以做到分型线毛边小于0.1mm,传统模具通常在0.2mm;本实用新型和传统的油压两板模相比,本实用新型这种成型方式使得胶料进入模具型腔时的一致性和均匀性都要明显优于传统成型方式,可以做到产品侧壁厚度公差控制在±0.05mm公差,传统的两板模只能控制在±0.15mm。
技术特征:1.一种硅胶握套的转射模,其特征在于,包括从上到下依次设置的压料板、进胶板、模腔板、底板,进胶板、模腔板、底板之间形成与硅胶握套对应的模腔,进胶板上设有摆料槽,压料板底部凸设有与摆料槽相匹配的压料部,摆料槽底部设有溢胶槽,溢胶槽底部设有若干与模腔顶部相通的进胶孔。
2.如权利要求1所述的硅胶握套的转射模,其特征在于,所述溢胶槽为与硅胶握套对应的环形。
3.如权利要求2所述的硅胶握套的转射模,其特征在于,所述若干进胶孔在溢胶槽内等距均匀分布。
4.如权利要求2所述的硅胶握套的转射模,其特征在于,所述溢胶槽、模腔均有多组,摆料槽底部还设有连通槽,连通槽连通多组溢胶槽。
5.如权利要求1所述的硅胶握套的转射模,其特征在于,压料部截面为梯形,且压料部的底部宽度小于顶部。
技术总结本技术实施例公开了一种硅胶握套的转射模,包括从上到下依次设置的压料板、进胶板、模腔板、底板,进胶板、模腔板、底板之间形成与硅胶握套对应的模腔,进胶板上设有摆料槽,压料板底部凸设有与摆料槽相匹配的压料部,摆料槽底部设有溢胶槽,溢胶槽底部设有若干与模腔顶部相通的进胶孔。本技术提升了胶料进入模具型腔时的一致性和均匀性,使硅胶握套产品侧壁厚度公差能够控制在±0.05mm公差。技术研发人员:李必成,余友钱受保护的技术使用者:深圳市东成电子有限公司技术研发日:20231127技术公布日:2024/7/15本文地址:https://www.jishuxx.com/zhuanli/20240723/214221.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表