注塑模具阶梯式滑块导向脱模机构的制作方法
- 国知局
- 2024-08-01 04:04:18
本发明涉及一种注塑模具阶梯式滑块导向脱模机构,属于注塑模具领域。
背景技术:
1、采用注塑模具生产塑料产品,例如汽车b柱外饰件等产品,根据产品结构和外形分析,在产品上制有倒扣,当产品成型后,需要先对倒扣进行脱模,产品才能被顶出模具外。传统技术一般采用滑块斜滑抽芯结构,且滑块由油缸带动,油缸设置在模具的外壁上,其存在的缺点有:一、以油缸驱动滑块,滑块行程大,一个生产周期,油缸动作比机械动作慢5~7秒左右,生产效率低;二、如果是一出二或一出四的模具,中间的结构会导致模具排位宽度或厚度增加很多,导致模料成本投资增大;三、油缸设置在模具外壁上,增大模具整体体积,需要中大型注塑机才能加工,增加设备投资。
技术实现思路
1、本发明的目的是为了克服已有技术的缺点,提供一种采用阶梯式机械导向结构,有效缩短行程,减少生产周期,提高生产效率和降低成本的注塑模具阶梯式滑块导向脱模机构。
2、本发明注塑模具阶梯式滑块导向脱模机构的技术方案是:包括型腔框和型芯框,型腔框中设置型腔镶块,型芯框中设置型芯镶块,型芯镶块与型腔镶块配合构成模腔,模腔中有注塑成型的产品,产品上制有倒扣,所述型芯框上设置滑块,滑块的前端与倒扣相配合,所述滑块由阶梯式导向结构带动脱离倒扣,所述阶梯式导向结构包括在滑块的两侧壁上设置第一阶梯式导轨,在型腔框下设置相应的第二阶梯式导轨,第一阶梯式导轨与第二阶梯式导轨交叉配合,所述的型芯框上设置压条,压条压住第一阶梯式导轨,压条中制有导向槽,第二阶梯式导轨穿过导向槽,所述的滑块底部设置滑动导槽,型芯框上设置滑动导条,滑动导条与滑动导槽相配合,所述的滑块底部设置限位销,型芯框上设置限位夹,限位销与限位夹相配合。
3、本发明注塑模具阶梯式滑块导向脱模机构,脱模时,由注塑机动力带动型芯框与型腔框开模,型腔框和第一阶梯式导轨不动,第一阶梯式导轨与第二阶梯式导轨交叉配合,被动受力,在开模过程中,第一阶梯式导轨上的阶梯与第二阶梯式导轨上的阶梯从上往下依次动作,通过阶梯配合,将纵向动作转变为横向动作,带动滑块向外滑动,使滑块的前端与倒扣脱离,实现脱模目的。当第一阶梯式导轨开模到一定程度后,其受力会出现弹性变形,导致行程控制不准,所以在压条上设置导向槽,依靠导向槽的定位,使第一阶梯式导轨不会出现弹性变形;滑动导条与滑动导槽配合起导向作用,使滑块在滑动过程中更顺畅;同时,限位销与限位夹可以限制滑块的滑动行程,有效提高滑块的滑动精度,防止碰撞等事故发生。
4、其有益效果是:一、通过阶梯配合,将纵向动作转变为横向动作,缩短横向脱模行程,达到滑块退出(外滑)的效果,阶梯式导轨配合,动作快,有效缩短生产周期,提高生产效率;二、可适用于一出一、一出二和一出四等一模多腔模具,可以减少模具排位宽度或厚度,降低模料用量;三、与传统油缸抽芯相比,缩小模具体积,使模具适用于中小型注塑机生产,节省设备投资成本。
5、本发明注塑模具阶梯式滑块导向脱模机构,所述的第一阶梯式导轨和第二阶梯式导轨上均设有至少两组相间设置的斜块和斜槽,第一阶梯式导轨或第二阶梯式导轨上的斜块与第二阶梯式导轨或第一阶梯式导轨的斜槽相配合。当第一组的第一阶梯式导轨上的斜块与第二阶梯式导轨上的斜槽即将分离时,第二组的斜块与斜槽开始接触,在开模动作的作用下,斜块与斜槽依次动作,达到滑块外滑的效果。所述的型芯框上还设置滑块限位块,防止滑块整块滑出型芯框外。所述的型腔框上设置滑块锁模块,型芯框上设置滑块锁模槽,合模时,滑块锁模块与滑块的外壁斜切配合,并插入滑块锁模槽中,防止滑块涨模,保证产品质量。
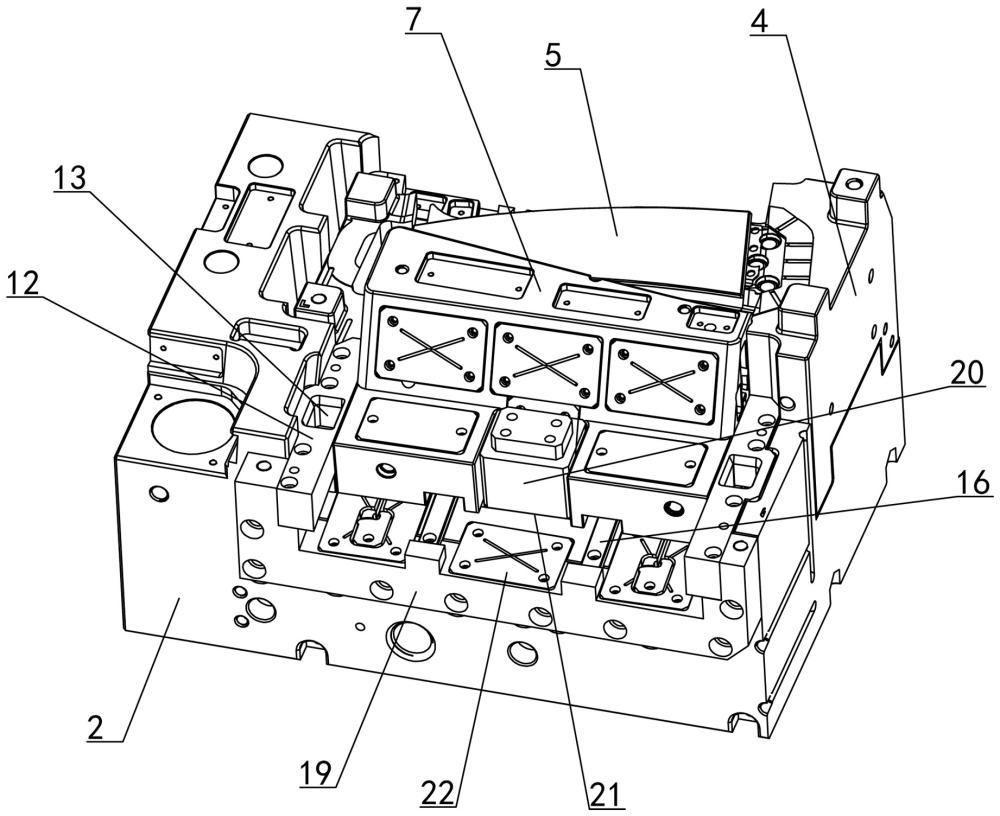
技术特征:1.注塑模具阶梯式滑块导向脱模机构,包括型腔框(1)和型芯框(2),型腔框中设置型腔镶块(3),型芯框中设置型芯镶块(4),型芯镶块(4)与型腔镶块(3)配合构成模腔,模腔中有注塑成型的产品(5),产品(5)上制有倒扣(6),其特征在于:所述型芯框(2)上设置滑块(7),滑块(7)的前端与倒扣(6)相配合,所述滑块(7)由阶梯式导向结构带动脱离倒扣(6),所述阶梯式导向结构包括在滑块(7)的两侧壁上设置第一阶梯式导轨(8),在型腔框(2)下设置相应的第二阶梯式导轨(9),第一阶梯式导轨(8)与第二阶梯式导轨(9)交叉配合,所述的型芯框(2)上设置压条(12),压条(12)压住第一阶梯式导轨(8),压条(12)中制有导向槽(13),第二阶梯式导轨(9)穿过导向槽(13),所述的滑块(7)底部设置滑动导槽(15),型芯框(2)上设置滑动导条(16),滑动导条(16)与滑动导槽(15)相配合,所述的滑块(7)底部设置限位销(17),型芯框(2)上设置限位夹(18),限位销(17)与限位夹(18)相配合。
2.如权利要求1所述的注塑模具阶梯式滑块导向脱模机构,其特征在于所述的第一阶梯式导轨(8)和第二阶梯式导轨(9)上均设有至少两组相间设置的斜块(10)和斜槽(11),第一阶梯式导轨(8)或第二阶梯式导轨(9)上的斜块(10)与第二阶梯式导轨(9)或第一阶梯式导轨(8)的斜槽(11)相配合。
3.如权利要求1所述的注塑模具阶梯式滑块导向脱模机构,其特征在于所述的型芯框(2)上还设置滑块限位块(19)。
4.如权利要求1所述的注塑模具阶梯式滑块导向脱模机构,其特征在于所述的型腔框(1)上设置滑块锁模块(20),型芯框(2)上设置滑块锁模槽(21),滑块锁模块(20)与滑块(7)的外壁斜切配合,并插入滑块锁模槽(21)中。
技术总结注塑模具阶梯式滑块导向脱模机构,包括型腔框和型芯框,型腔框中设置型腔镶块,型芯框中设置型芯镶块,型芯镶块与型腔镶块配合构成模腔,模腔中有注塑成型的产品,产品上制有倒扣,所述型芯框上设置滑块,滑块的前端与倒扣相配合,所述滑块由阶梯式导向结构带动脱离倒扣,所述阶梯式导向结构包括在滑块的两侧壁上设置第一阶梯式导轨,在型腔框下设置相应的第二阶梯式导轨,第一阶梯式导轨与第二阶梯式导轨交叉配合,所述的型芯框上设置压条,压条压住第一阶梯式导轨,压条中制有导向槽,第二阶梯式导轨穿过导向槽。本方案通过阶梯配合,将纵向动作转变为横向动作,减少脱模行程,有效缩短生产周期,提高生产效率。技术研发人员:黄正军,潘建永受保护的技术使用者:浙江正立塑模有限公司技术研发日:技术公布日:2024/7/15本文地址:https://www.jishuxx.com/zhuanli/20240723/214503.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表