一种钢帘线外绕丝的生产方法与流程
- 国知局
- 2024-08-22 14:26:44
本发明涉及钢帘线,尤其涉及一种钢帘线外绕丝的生产方法。
背景技术:
1、外绕结构钢帘线是一种广泛应用的钢帘线规格,传统的外绕丝生产流程为将直径5.5mm的72c盘条通过粗拉拉拔至2.9~3.25mm,通过一道中间热处理后再拉拔至0.76mm左右,之后进行热处理及电镀黄铜工艺,湿拉至0.15mm,最后进行帘线缠绕成绳。这种工艺流程的局限性为72c盘条在拉拔至2.9~3.25mm后内部组织变形已不支持钢丝再继续拉拔,必须要经过中间热处理之后才能继续下一步生产,这将会增加能源及人力物力的消耗,从而增加外绕结构钢帘线的生产成本。
技术实现思路
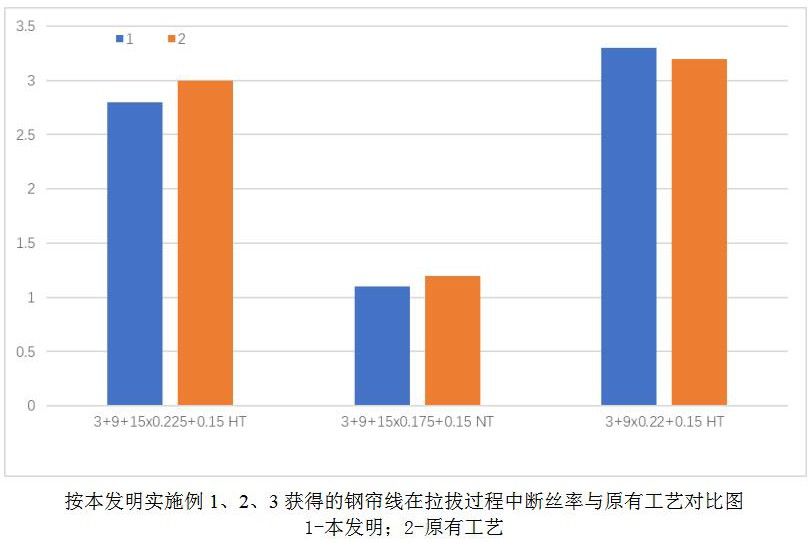
1、本发明目的在于提供一种钢帘线外绕丝的生产方法,以62c盘条代替72c盘条同时省去中间热处理的外绕丝生产工艺,通过降低盘条中的碳含量,使盘条的塑性、拉拔加工性能提高,从而省去中间热处理工艺,直接将5.5mm的盘条通过粗拉、中拉连续拉拔至1.0mm左右。与现有工艺相比,更大的加工变形量保证了盘条在拉拔后有足够的强度,这样在保证了钢丝力学性能的同时,精简了工艺流程,节省了能源消耗,降低了生产成本。
2、为实现上述目的,本发明提供如下技术方案:
3、一种钢帘线外绕丝的生产方法,采用62c盘条作为原材料,盘条的成分以质量百分比计,包括:c:0.60-0.65;si:0.15-0.30;mn:0.45-0.60;p:≤0.025;s:≤0.020;p+s:≤0.040;cr:≤0.15;ni:≤0.15;cu:≤0.15;alt:≤0.010,余量为fe和不可避免的杂质。
4、具体包括如下步骤:
5、、粗拉:将盘条经过粗拉至3.25mm;
6、2)、中拉:粗拉后的盘条不经过热处理,中拉至1.0mm;
7、3)、热处理及电镀:将得到的中拉钢丝通过热处理炉和aq液淬火形成索氏体和少量粗片层珠光体的组织形态;之后经过镀铜、镀锌、mf扩散得到黄铜合金镀层,镀层中铜含量占比约为63.5%;
8、4)、湿拉:将上述镀黄铜钢丝通过湿拉工序拉拔至直径为0.15mm的单丝;
9、5)、成线:将湿拉得到的0.15mm单丝作为外绕丝生产钢帘线;
10、6)、入库:帘线生产结束后进行性能检验,检验合格后按不同规格包装储存。本发明的有益效果:
11、本发明的钢帘线外绕丝的生产方法,使用62c盘条替代72c盘条同时去除中间热处理步骤生产外绕丝,生产过程各工序样品检测均满足标准要求。
12、本发明的钢帘线外绕丝的生产方法,本发明精简了生产流程,降低了能源消耗,提高了生产效率,更符合绿色环保的生产理念,同时有效降低了生产成本。
技术特征:1.一种钢帘线外绕丝的生产方法,其特征在于:
2.如权利要求1所述的一种钢帘线外绕丝的生产方法,其特征在于包括如下步骤:
技术总结本发明公开了一种钢帘线外绕丝的生产方法,采用62C盘条作为原材料,盘条的成分以质量百分比计,包括:C:0.60‑0.65;Si:0.15‑0.30;Mn:0.45‑0.60;P:≤0.025;S:≤0.020;P+S:≤0.040;Cr:≤0.15;Ni:≤0.15;Cu:≤0.15;Al<subgt;t</subgt;:≤0.010,余量为Fe和不可避免的杂质;通过降低盘条中的碳含量,使盘条的塑性、拉拔加工性能提高,从而省去中间热处理工艺,直接将5.5mm的盘条通过粗拉、中拉连续拉拔至1.0mm左右。与现有工艺相比,更大的加工变形量保证了盘条在拉拔后有足够的强度,这样在保证了钢丝力学性能的同时,精简了工艺流程,节省了能源消耗,降低了生产成本。技术研发人员:高杏,邱杰,黄萍,卢琳,王爱萍受保护的技术使用者:中天钢铁集团(淮安)新材料有限公司技术研发日:技术公布日:2024/8/20本文地址:https://www.jishuxx.com/zhuanli/20240822/278690.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。