一种断路器壳体机器人拼焊工装的制作方法
- 国知局
- 2024-09-05 14:49:23
本发明涉及断路器壳体,尤其是指一种断路器壳体机器人拼焊工装。
背景技术:
1、在以往的焊接过程中,zw32断路器壳体的壳体槽板和外边带零件是通过人工手动焊接完成的。由于一个工序需要多个人协同作业,导致无法保证零件在壳体槽板上的位置精确、尺寸一致,且焊缝的大小和美观性也难以控制。
技术实现思路
1、为此,本发明提供一种断路器壳体机器人拼焊工装,在提高断路器壳体焊接效率的同时,能够确保各焊接部件在壳体上的位置正确、尺寸一致,并保证焊缝大小均匀且美观。
2、为解决上述技术问题,本发明提供一种断路器壳体机器人拼焊工装,包括:
3、支撑机构,用于支撑断路器壳体;
4、两个把手焊接定位机构,分别沿纵向方向相对设置,各所述把手焊接定位机构包括第一升降单元以及通过所述第一升降单元驱动的把手抵紧单元,所述把手抵紧单元用于将待焊接把手抵紧至所述支撑断路器壳体的纵向端面;
5、吊耳焊接定位机构,包括纵向伸缩单元、通过所述纵向伸缩单元驱动的横向伸缩单元以及通过所述横向伸缩单元驱动的吊耳抵紧单元,所述吊耳抵紧单元用于将待焊接吊耳抵紧至所述支撑断路器壳体的顶端面;
6、螺套焊接定位机构,包括第二升降单元以及分别通过所述第二升降单元驱动的螺套定位单元和螺套抵紧单元,所述螺套定位单元用于将待焊接螺套定位至所述支撑断路器壳体的顶端面,并通过所述螺套抵紧单元进行抵紧。
7、在本发明的一种实施方式中,所述支撑机构包括定位座以及支撑柱,所述定位座包括水平支撑面。
8、在本发明的一种实施方式中,所述第一升降单元包括第一升降气缸,所述把手抵紧单元包括安装于所述第一升降气缸驱动端的纵向伸缩的把手抵紧气缸以及安装于所述把手抵紧气缸驱动端的抵紧板。
9、在本发明的一种实施方式中,所述纵向伸缩单元包括纵向伸缩气缸,所述横向伸缩单元包括安装于所述纵向伸缩气缸驱动端的横向伸缩气缸,所述吊耳抵紧单元包括安装于所述横向伸缩气缸且竖向伸缩的吊耳抵紧气缸以及安装于所述吊耳抵紧气缸驱动端的抵紧杆。
10、在本发明的一种实施方式中,所述第二升降单元包括第二升降气缸,所述第二升降气缸驱动端安装有承载所述螺套定位单元和所述螺套抵紧单元的升降板,所述螺套定位单元包括横向伸缩的螺套定位气缸以及安装于所述螺套定位气缸驱动端的定位块,所述螺套抵紧单元包括旋转气缸以及安装于所述旋转气缸驱动端的压紧组件。
11、在本发明的一种实施方式中,所述定位块设置有弧形定位槽。
12、在本发明的一种实施方式中,所述压紧组件包括压杆以及设置于所述压杆外端部的柱形压头。
13、在本发明的一种实施方式中,所述断路器壳体机器人拼焊工装设置有两个,且旁侧设置有焊接机器人以及红外线感应装置。
14、在本发明的一种实施方式中,还包括安装架以及安装于所述安装架上端的承载板,所述支撑机构、所述把手焊接定位机构、所述吊耳焊接定位机构和所述螺套焊接定位机构均安装于所述承载板上。
15、在本发明的一种实施方式中,所述安装架还安装有油水分离器、电磁阀组件以及控制开关组件。
16、本发明的上述技术方案相比现有技术具有以下优点:
17、本发明所述的一种断路器壳体机器人拼焊工装,确保各焊接部件在断路器壳体上的位置精确、尺寸一致,避免了人工操作可能带来的误差,相比传统人工焊接显著提高了效率,减少了人力的投入。
技术特征:1.一种断路器壳体机器人拼焊工装,其特征在于,包括:
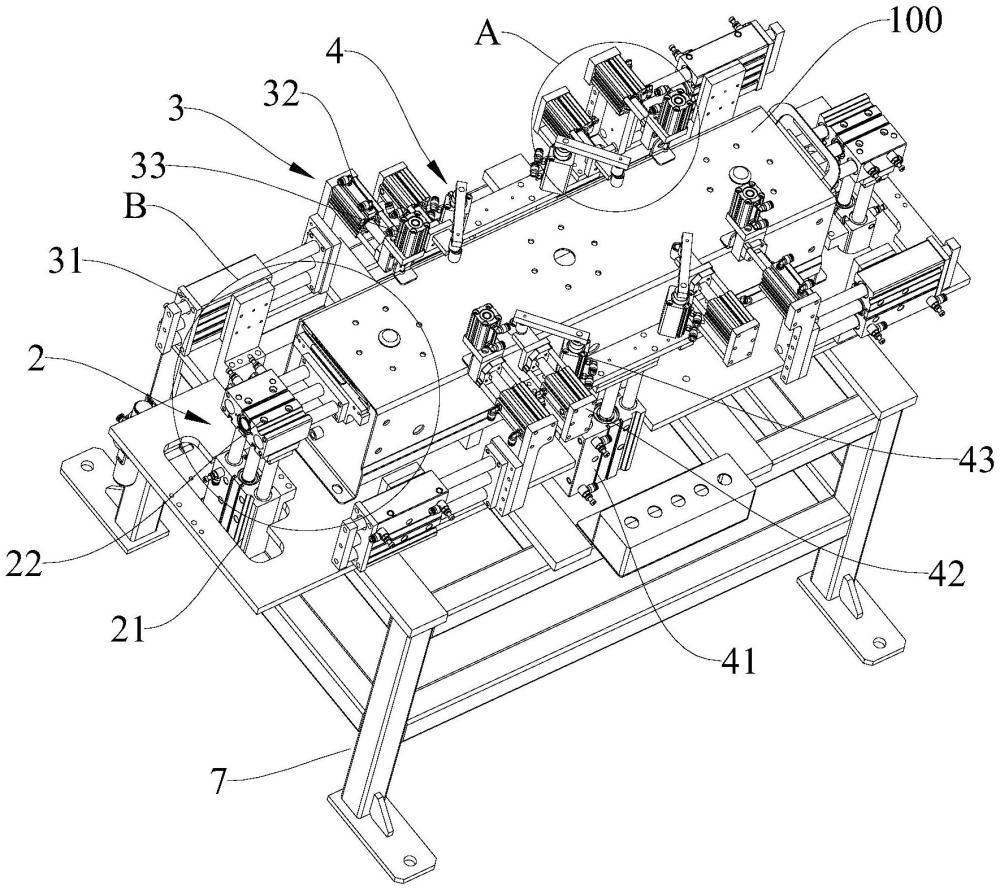
2.根据权利要求1所述的一种断路器壳体(100)螺套抵紧单元(43)机器人拼焊工装,其特征在于,所述支撑机构(1)包括定位座(11)以及支撑柱(12),所述定位座(11)包括水平支撑面。
3.根据权利要求1所述的一种断路器壳体机器人拼焊工装,其特征在于,所述第一升降单元(21)包括第一升降气缸(211),所述把手抵紧单元(22)包括安装于所述第一升降气缸(211)驱动端的纵向伸缩的把手抵紧气缸(221)以及安装于所述把手抵紧气缸(221)驱动端的抵紧板(222)。
4.根据权利要求1所述的一种断路器壳体机器人拼焊工装,其特征在于,所述纵向伸缩单元(31)包括纵向伸缩气缸(311),所述横向伸缩单元(32)包括安装于所述纵向伸缩气缸(311)驱动端的横向伸缩气缸(321),所述吊耳抵紧单元(33)包括安装于所述横向伸缩气缸(321)且竖向伸缩的吊耳抵紧气缸(331)以及安装于所述吊耳抵紧气缸(331)驱动端的抵紧杆(332)。
5.根据权利要求1所述的一种断路器壳体机器人拼焊工装,其特征在于,所述第二升降单元(41)包括第二升降气缸(411),所述第二升降气缸(411)驱动端安装有承载所述螺套定位单元(42)和所述螺套抵紧单元(43)的升降板(412),所述螺套定位单元(42)包括横向伸缩的螺套定位气缸(421)以及安装于所述螺套定位气缸(421)驱动端的定位块(422),所述螺套抵紧单元(43)包括旋转气缸(431)以及安装于所述旋转气缸(431)驱动端的压紧组件。
6.根据权利要求5所述的一种断路器壳体机器人拼焊工装,其特征在于,所述定位块(422)设置有弧形定位槽。
7.根据权利要求5所述的一种断路器壳体机器人拼焊工装,其特征在于,所述压紧组件包括压杆(432)以及设置于所述压杆(432)外端部的柱形压头(433)。
8.根据权利要求1所述的一种断路器壳体机器人拼焊工装,其特征在于,所述断路器壳体(100)机器人拼焊工装设置有两个,且旁侧设置有焊接机器人(5)以及红外线感应装置(6)。
9.根据权利要求1所述的一种断路器壳体机器人拼焊工装,其特征在于,还包括安装架(7)以及安装于所述安装架(7)上端的承载板(71),所述支撑机构(1)、所述把手焊接定位机构(2)、所述吊耳焊接定位机构(3)和所述螺套焊接定位机构(4)均安装于所述承载板(71)上。
10.根据权利要求9所述的一种断路器壳体机器人拼焊工装,其特征在于,所述安装架(7)还安装有油水分离器(72)、电磁阀组件(73)以及控制开关组件(74)。
技术总结本发明涉及一种断路器壳体机器人拼焊工装。本发明包括支撑机构;把手焊接定位机构,各把手焊接定位机构包括第一升降单元以及通过第一升降单元驱动的把手抵紧单元;吊耳焊接定位机构,包括纵向伸缩单元、通过纵向伸缩单元驱动的横向伸缩单元以及通过横向伸缩单元驱动的吊耳抵紧单元;螺套焊接定位机构,包括第二升降单元以及分别通过第二升降单元驱动的螺套定位单元和螺套抵紧单元,螺套定位单元用于将待焊接螺套定位至支撑断路器壳体的顶端面,并通过螺套抵紧单元进行抵紧。本发明在提高断路器壳体焊接效率的同时,能够确保各焊接部件在壳体上的位置正确、尺寸一致,并保证焊缝大小均匀且美观。技术研发人员:张贺,胡秋生,华晓松,白振宇,刘俊受保护的技术使用者:无锡市锡山湖光电器有限公司技术研发日:技术公布日:2024/9/2本文地址:https://www.jishuxx.com/zhuanli/20240905/288284.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表