翻边镶块的制作方法
- 国知局
- 2024-09-05 14:55:48
本发明涉及翻边,尤其是涉及一种翻边镶块。
背景技术:
1、车辆行业竞争日趋激烈,车辆外观造型尤为重要,而翼子板是影响车辆外观质量的关键零部件之一。客户对其面品质量及尺寸精度要求越来越高,它与侧围,门板,发罩,前保险杠及大灯等主要部件均有严格的匹配关系,故在设计阶段采取有效手段提高质量及产品尺寸精度非常重要。
2、相关技术中,车辆的翼子板靠近a柱侧带有法兰,法兰通常是先直翻边,后序再斜楔翻边。此处法兰涉及搭接匹配关系,导致法兰比较长,如果直翻边翻边行程大,将此处产品全部翻直,因翻边轮廓线为弧线,不是直线,直翻边时会产生多料现象,导致翻边起皱。在后序斜楔翻边时,因翻边轮廓线为弧线,不是直线,又导致翻边缺料。无论是翻边多料还是翻边缺料,都会对翼子板的回弹产生很大影响,增加调试整改时间及模具制造成本。并且,斜楔翻边过程中,翼子板边沿部分与翻边镶块容易发生干涉,导致翼子板品质不佳,需要后续对工件进行调试整改,从而导致工件的生产周期长,生产成本高。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明的一个目的在于提出一种翻边镶块,对工件进行预翻边,提高工件的品质,实现缩短工件生产周期以及降低工件生产成本的效果。
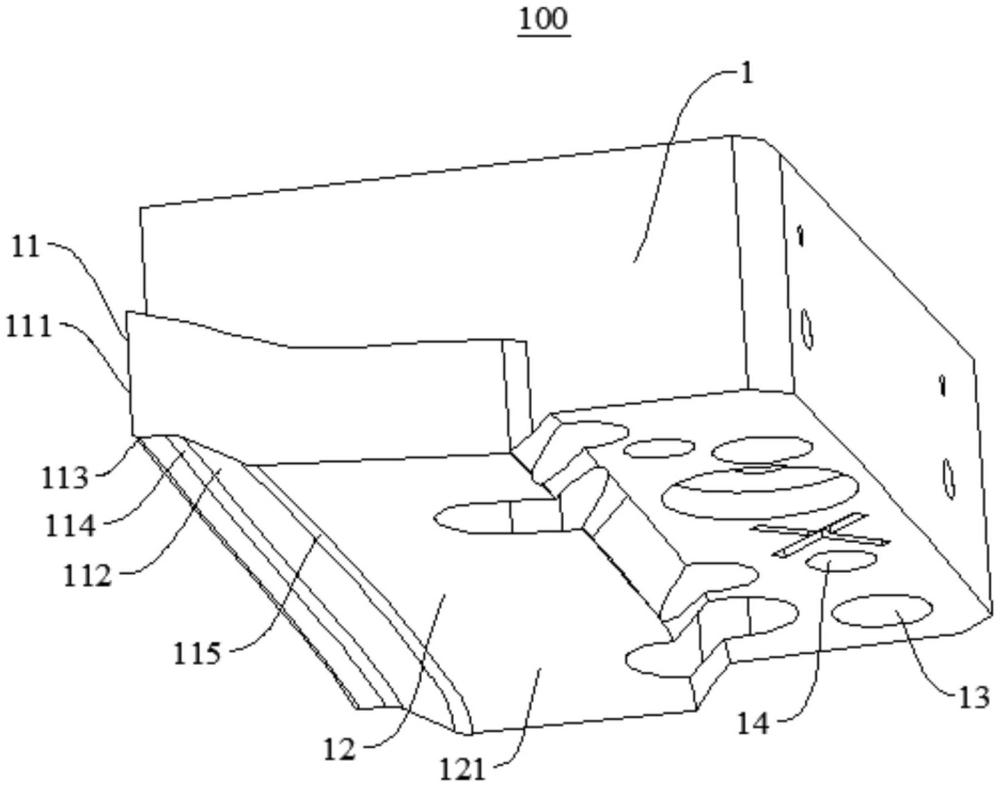
2、根据本发明实施例的翻边镶块,包括:镶块主体,镶块主体的外表面形成有第一表面和第二表面,第一表面和第二表面邻接且相连,第一表面包括相连的第一压面和预压面,预压面连接在第一压面和第二表面之间,预压面朝向镶块主体内凹陷,第二表面构造为第二压面,第一压面、预压面和第二压面均适于与工件抵接。
3、根据本发明实施例的翻边镶块,通过设置预压面,翻边镶块可以对工件进行预翻边,降低工件翻边过程中发生翻边起皱以及翻边缺料风险,也可以改善工件回弹效果,还可以降低翻边过程中工件与其他镶块发生干涉风险,从而有利于提高工件的品质,减少后期对工件进行调试整改的工作量,进而实现缩短工件生产周期以及降低工件生产成本的效果。
4、在本发明的一些实施例中,第一压面的高度尺寸为h,满足关系式:15mm≤h≤20mm。
5、在本发明的一些实施例中,第一表面还包括:第一圆弧面,第一圆弧面连接在第一压面和预压面之间,第一圆弧面朝向镶块主体外凸出。
6、在本发明的一些实施例中,第一圆弧面所对应的圆半径为r,满足关系式:1.5mm≤r≤2.0mm。
7、在本发明的一些实施例中,第一表面还包括:第二圆弧面,第二圆弧面连接在第一圆弧面和预压面之间,第二圆弧面朝向镶块主体内凹陷。
8、在本发明的一些实施例中,预压面与第一压面间形成夹角α,满足关系式:35°≤α≤45°。
9、在本发明的一些实施例中,第一表面还包括:第三圆弧面,第三圆弧面连接在预压面和第二压面之间,第三圆弧面朝向镶块主体外凸出,第三圆弧面适于与工件抵接。
10、在本发明的一些实施例中,第一压面和第三圆弧面的中位线间的间隔距离为l1,工件的结构面修边展开长度为l2,l1小于等于三分之二倍的l2。
11、在本发明的一些实施例中,第一压面、预压面和第二压面均构造为平面。
12、在本发明的一些实施例中,镶块主体还形成有装配孔和/或定位孔。
13、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:1.一种翻边镶块,其特征在于,包括:
2.根据权利要求1所述的翻边镶块,其特征在于,所述第一压面的高度尺寸为h,满足关系式:15mm≤h≤20mm。
3.根据权利要求1所述的翻边镶块,其特征在于,所述第一表面还包括:第一圆弧面,所述第一圆弧面连接在所述第一压面和所述预压面之间,所述第一圆弧面朝向所述镶块主体外凸出。
4.根据权利要求3所述的翻边镶块,其特征在于,所述第一圆弧面所对应的圆半径为r,满足关系式:1.5mm≤r≤2.0mm。
5.根据权利要求3所述的翻边镶块,其特征在于,所述第一表面还包括:第二圆弧面,所述第二圆弧面连接在所述第一圆弧面和所述预压面之间,所述第二圆弧面朝向所述镶块主体内凹陷。
6.根据权利要求1所述的翻边镶块,其特征在于,所述预压面与所述第一压面间形成夹角α,满足关系式:35°≤α≤45°。
7.根据权利要求1所述的翻边镶块,其特征在于,所述第一表面还包括:第三圆弧面,所述第三圆弧面连接在所述预压面和所述第二压面之间,所述第三圆弧面朝向所述镶块主体外凸出,所述第三圆弧面适于与所述工件抵接。
8.根据权利要求7所述的翻边镶块,其特征在于,所述第一压面和所述第三圆弧面的中位线间的间隔距离为l1,所述工件的结构面修边展开长度为l2,l1小于等于三分之二倍的l2。
9.根据权利要求7所述的翻边镶块,其特征在于,所述第一压面、所述预压面和所述第二压面均构造为平面。
10.根据权利要求1-9中任一项所述的翻边镶块,其特征在于,所述镶块主体还形成有装配孔和/或定位孔。
技术总结本发明公开了一种翻边镶块,翻边镶块与工件配合,本发明涉及翻边技术领域,翻边镶块包括:镶块主体,镶块主体的外表面形成有第一表面和第二表面,第一表面包括相连的第一压面和预压面,预压面连接在第一压面和第二表面之间,预压面朝向镶块主体内凹陷,第二表面构造为第二压面,第一压面、预压面和第二压面均适于与工件抵接。通过设置预压面,翻边镶块可以对工件进行预翻边,降低工件翻边过程中发生翻边起皱以及翻边缺料风险,也可以改善工件回弹效果,还可以降低翻边过程中工件与其他镶块发生干涉风险,从而有利于提高工件的品质,减少后期对工件进行调试整改的工作量,进而实现缩短工件生产周期以及降低工件生产成本的效果。技术研发人员:樊佳,袁安刚,越婷,刘新洋,王玥,李春阳,安洪震,彭聪受保护的技术使用者:中国第一汽车股份有限公司技术研发日:技术公布日:2024/9/2本文地址:https://www.jishuxx.com/zhuanli/20240905/288894.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
内钩件折弯模具的制作方法
下一篇
返回列表