一种异种金属复合冲压微通道反应器扩散焊接方法与流程
- 国知局
- 2024-09-11 14:31:17
本发明涉及化学反应工程,具体为一种异种金属复合冲压微通道反应器扩散焊接方法。
背景技术:
1、微通道反应器是一种利用微米级通道进行化学反应的装置,其内部结构主要由微米级通道构成,在化工领域具有广泛的应用,如用于合成氨、氯气、甲醛等生产过程中的气体混合物的制备,扩散焊接技术是制造微通道反应器的最优技术方法,由于微通道反应器是用在化学反应的零部件,在一些特定的化学反应过程中根据反应物特性,需要用到一些特定金属材料制造微通道反应器,所需要的特定金属存在价格昂贵、扩散焊接性能差甚至无法焊接的情况,因此需要设计一种保证焊接质量且生产成本低的微通道反应器。
2、现有技术中微通道反应器扩散焊接存在的缺陷是:
3、1、专利文件kr1020140129114a公开了一种操作微通道反应器的方法及微通道反应器,该微通道反应器存在制造成本昂贵、扩散焊接性能差甚至无法焊接的情况,焊接质量和焊接合格率低。
4、2、专利文件cn116808972a公开了一种微通道反应器及方法,该微通道反应器在高温、高压或腐蚀性环境下不能保持性能稳定,无法满足多种复杂的化学反应过程,适用范围具有局限性。
5、3、专利文件cn115533382a公开了一种铝合金微通道换热器焊前处理装置及其扩散焊方法,该微通道换热器焊前处理装置不利于优化反应条件,反应的选择性和产物的纯度低,扩散焊接技术的可扩展性,无法适应不同规模和复杂度的微通道反应器制造需求。
6、4、专利文件cn116689932b公开了一种微通道换热器的扩散焊接方法及焊接产品,该微通道换热器使用时反应物在其中的流动和混合速度较慢且和不够均匀,热量和质量传递的效率不佳,不利于实现更精确的温度控制和温度分布,生产效率低。
技术实现思路
1、本发明的目的在于提供一种异种金属复合冲压微通道反应器扩散焊接方法,以解决上述背景技术中提出的问题。
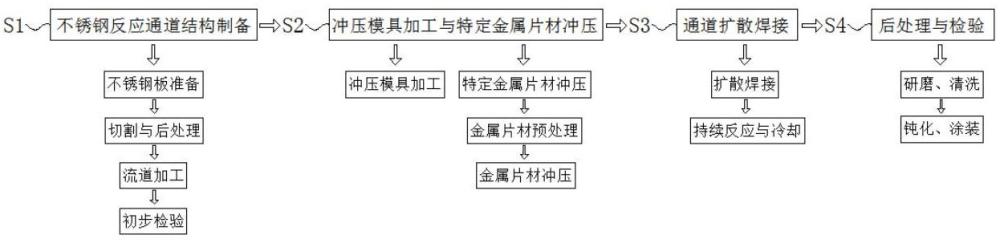
2、为实现上述目的,本发明提供如下技术方案:一种异种金属复合冲压微通道反应器扩散焊接方法,包括如下步骤;s1、不锈钢反应通道结构制备;s2、冲压模具加工与特定金属片材冲压;s3、通道扩散焊接;s4、后处理与检验;
3、所述冲压模具加工与特定金属片材冲压包括如下步骤:一、冲压模具加工;二、特定金属片材冲压。
4、优选的,所述不锈钢反应通道结构制备包括如下步骤:一、不锈钢板准备;二、切割与后处理;三、流道加工;四、初步检验。
5、优选的,所述不锈钢反应通道结构制备步骤如下:步骤1不锈钢板准备:选择304不锈钢进行清洗和切割,根据设计要求使用精密划线机在304不锈钢板上刻画流道线,刻画时需要控制刻画的深度和线条的均匀性以确保流道的质量;步骤2切割与后处理:对切割好的304不锈钢板进行研磨和抛光,以去除切割边缘的毛刺和不平整,使用清洗剂对研磨和抛光好的304不锈钢板进行清洗以去除表面的污垢和杂质,用烘干机进行干燥,干燥温度控制在110℃,干燥时间为20min;步骤3流道加工:在清洗好的石英玻璃上进行流道加工,根据刻画好的流道线使用激光切割设备将304不锈钢板切割成所需形状和尺寸,控制流道的形状、尺寸和深度;步骤4初步检验:对加工好的不锈钢反应通道结构进行检测,检查流道的形状、尺寸是否符合设计要求,同时检查表面光滑度和透明度等质量指标。
6、优选的,所述冲压模具加工步骤如下:根据不锈钢反应流道结构采用cad技术进行冲压模具设计和分析确保模具的精确性和可靠性,利用3d打印技术快速制造模具,模具收缩率控制在1%~3%,加工余量控制在5~10mm,依次进行蜡模与型壳制备,脱蜡处理后选择纯净的金属铁块和精炼的碳镍合金进行熔炼与浇注,待金属液凝固后将铸件从型壳中取出,通过控制冷却空气的流量和温度确保铸件在整个冷却过程中受热均匀,自然冷却后使用打磨机去除铸件浇口和冒口,通过机械清理、化学清理对铸件表面的砂粒、涂料、氧化物、油污杂质进行清理制得冲压模具。
7、优选的,所述特定金属片材冲压还包括如下步骤:步骤1金属片材预处理:使用酸洗液对镍基高温合金进行清洗以去除表面的油脂、氧化物和其他污染杂质,清洁后的镍基高温合金表面干净、无杂质,使用真空干燥箱对清洁后的镍基高温合金进行干燥以去除表面的水分,烘干温度为80℃,烘干时间3min;步骤2金属片材冲压:将预处理好的镍基高温合金片材放入冲压模具中,通过冲压机的压力和模具的精确配合将镍基高温合金片材冲压到不锈钢反应通道内,形成紧密的物理接触。
8、优选的,所述镍基高温合金片材厚度为0.2~0.5mm。
9、优选的,所述通道扩散焊接步骤如下:步骤1扩散焊接:将镍基高温合金片材与不锈钢反应通道结构紧压在一起,置于真空扩散焊接炉中,关闭炉门并进行密封处理,开启真空扩散焊接炉,扩散焊接温度控制在900~1200℃,压力控制在4.9~9.8mpa,表面微观凸起处发生塑性变形和高温蠕变而达到紧密接触,两者接触界面处的原子发生相互扩散形成冶金结合从而实现扩散焊接;步骤2持续反应与冷却:扩散焊接时间控制在10~15min,接触区域进一步通过原子相互扩散不断扩大,使其表面层分子相互渗透融合,整个连接界面均形成金属键结合时扩散焊接过程过程,缓慢冷却使其自然冷却至室温,使镍基高温合金片材与不锈钢反应通道结构焊接处冷却定型。
10、优选的,所述后处理与检验步骤如下:对制备的异种金属微通道反应器进行检查,确保其表面质量和性能符合要求,对异种金属微通道反应器焊接处进行研磨和抛光,以去除焊接边缘的毛刺和不平整,对研磨和抛光后的异种金属微通道反应器进行洗涤、干燥、热处理等后处理以去除残余的试剂和残渣。
11、与现有技术相比,本发明的有益效果如下:
12、1、本发明通过采用扩散焊接性能优异、价格低廉的304不锈钢加工出反应通道结构,再利用冲压模具将特定镍基高温合金片材冲压到不锈钢反应通道内,此结构的微通道反应器使用过程中与反应物接触的部分为镍基高温合金片材,对冲压后的镍基高温合金片材与不锈钢反应通道进行扩散焊接不仅保证了焊接质量、提高了焊接合格率,同时降低了微通道反应器的生产成本,两者的结合使得微通道反应器在高温、高压或腐蚀性环境下仍能保持稳定的性能,适用于多种复杂的化学反应过程。
13、2、本发明通过冲压模具制造可以精确地控制微通道的尺寸和形状,确保微通道反应器的精确性和一致性,有助于优化反应条件,提高反应的选择性和产物的纯度,扩散焊接技术具有良好的可扩展性,可以适应不同规模和复杂度的微通道反应器制造需求,扩散焊接过程中由于焊接速度快、热影响区小,可以节省能源并降低生产成本,微通道反应器由于其微小的通道尺寸使得反应物在其中的流动和混合更为迅速和均匀,从而大大增强了热量和质量传递的效率,有助于实现更精确的温度控制和温度分布从而提高产率。
技术特征:1.一种异种金属复合冲压微通道反应器扩散焊接方法,其特征在于:包括如下步骤;s1、不锈钢反应通道结构制备;s2、冲压模具加工与特定金属片材冲压;s3、通道扩散焊接;s4、后处理与检验;
2.根据权利要求1所述的一种异种金属复合冲压微通道反应器扩散焊接方法,其特征在于:所述不锈钢反应通道结构制备包括如下步骤:一、不锈钢板准备;二、切割与后处理;三、流道加工;四、初步检验。
3.根据权利要求2所述的一种异种金属复合冲压微通道反应器扩散焊接方法,其特征在于:所述不锈钢反应通道结构制备步骤如下:步骤(1)不锈钢板准备:选择304不锈钢进行清洗和切割,根据设计要求使用精密划线机在304不锈钢板上刻画流道线,刻画时需要控制刻画的深度和线条的均匀性以确保流道的质量;步骤(2)切割与后处理:对切割好的304不锈钢板进行研磨和抛光,以去除切割边缘的毛刺和不平整,使用清洗剂对研磨和抛光好的304不锈钢板进行清洗以去除表面的污垢和杂质,用烘干机进行干燥,干燥温度控制在110℃,干燥时间为20min;步骤(3)流道加工:在清洗好的石英玻璃上进行流道加工,根据刻画好的流道线使用激光切割设备将304不锈钢板切割成所需形状和尺寸,控制流道的形状、尺寸和深度;步骤(4)初步检验:对加工好的不锈钢反应通道结构进行检测,检查流道的形状、尺寸是否符合设计要求,同时检查表面光滑度和透明度等质量指标。
4.根据权利要求1所述的一种异种金属复合冲压微通道反应器扩散焊接方法,其特征在于:所述冲压模具加工步骤如下:根据不锈钢反应流道结构采用cad技术进行冲压模具设计和分析确保模具的精确性和可靠性,利用3d打印技术快速制造模具,模具收缩率控制在1%~3%,加工余量控制在5~10mm,依次进行蜡模与型壳制备,脱蜡处理后选择纯净的金属铁块和精炼的碳镍合金进行熔炼与浇注,待金属液凝固后将铸件从型壳中取出,通过控制冷却空气的流量和温度确保铸件在整个冷却过程中受热均匀,自然冷却后使用打磨机去除铸件浇口和冒口,通过机械清理、化学清理对铸件表面的砂粒、涂料、氧化物、油污杂质进行清理制得冲压模具。
5.根据权利要求4所述的一种异种金属复合冲压微通道反应器扩散焊接方法,其特征在于:所述特定金属片材冲压还包括如下步骤:步骤(1)金属片材预处理:使用酸洗液对镍基高温合金进行清洗以去除表面的油脂、氧化物和其他污染杂质,清洁后的镍基高温合金表面干净、无杂质,使用真空干燥箱对清洁后的镍基高温合金进行干燥以去除表面的水分,烘干温度为80℃,烘干时间3min;步骤(2)金属片材冲压:将预处理好的镍基高温合金片材放入冲压模具中,通过冲压机的压力和模具的精确配合将镍基高温合金片材冲压到不锈钢反应通道内,形成紧密的物理接触。
6.根据权利要求5所述的一种异种金属复合冲压微通道反应器扩散焊接方法,其特征在于:所述镍基高温合金片材厚度为0.2~0.5mm。
7.根据权利要求1所述的一种异种金属复合冲压微通道反应器扩散焊接方法,其特征在于:所述通道扩散焊接步骤如下:步骤(1)扩散焊接:将镍基高温合金片材与不锈钢反应通道结构紧压在一起,置于真空扩散焊接炉中,关闭炉门并进行密封处理,开启真空扩散焊接炉,扩散焊接温度控制在900~1200℃,压力控制在4.9~9.8mpa,表面微观凸起处发生塑性变形和高温蠕变而达到紧密接触,两者接触界面处的原子发生相互扩散形成冶金结合从而实现扩散焊接;步骤(2)持续反应与冷却:扩散焊接时间控制在10~15min,接触区域进一步通过原子相互扩散不断扩大,使其表面层分子相互渗透融合,整个连接界面均形成金属键结合时扩散焊接过程过程,缓慢冷却使其自然冷却至室温,使镍基高温合金片材与不锈钢反应通道结构焊接处冷却定型。
8.根据权利要求1所述的一种异种金属复合冲压微通道反应器扩散焊接方法,其特征在于:所述后处理与检验步骤如下:对制备的异种金属微通道反应器进行检查,确保其表面质量和性能符合要求,对异种金属微通道反应器焊接处进行研磨和抛光,以去除焊接边缘的毛刺和不平整,对研磨和抛光后的异种金属微通道反应器进行洗涤、干燥、热处理等后处理以去除残余的试剂和残渣。
技术总结本发明公开了一种异种金属复合冲压微通道反应器扩散焊接方法,涉及化学反应工程技术领域,包括如下步骤;S1、不锈钢反应通道结构制备;S2、冲压模具加工与特定金属片材冲压;S3、通道扩散焊接;S4、后处理与检验;所述冲压模具加工与特定金属片材冲压包括如下步骤:一、冲压模具加工;二、特定金属片材冲压。本发明通过采用扩散焊接性能优异、价格低廉的304不锈钢加工出反应通道结构,再利用冲压模具将特定镍基高温合金片材冲压到不锈钢反应通道内,对冲压后的镍基高温合金片材与不锈钢反应通道进行扩散焊接不仅保证了焊接质量、提高了焊接合格率,同时降低了微通道反应器的生产成本,适用于多种复杂的化学反应过程。技术研发人员:王桂龙,刘永钢,林永昌受保护的技术使用者:江苏博联硕焊接技术有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/291228.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表