一种烙铁头和电烙铁的制作方法
- 国知局
- 2024-09-11 15:01:09
本申请实施例涉及焊接的,尤其涉及一种烙铁头和电烙铁。
背景技术:
1、锡焊是利用低熔点的金属焊料加热熔化后,渗入并充填金属件连接处的间隙的焊接方法,因焊料常为锡基合金,常用电烙铁作加热工具,广泛用于电子工业中。
2、电烙铁一般包括发热面,通过给烙铁头通电,使得发热面升温,将锡丝送至发热面,当锡丝接触发热面时被熔化形成锡流,锡流沿发热面流到焊接点处,对待焊接的两个元件进行焊接。
3、但是,使用现有电烙铁焊接两个元件后,元件之间常常出现松动、电流不稳定等现象,以及当不同的焊接点之间距离较近时,两个焊接点常常被锡流连接在一起,引发产品优品率低甚至报废的问题。
技术实现思路
1、鉴于上述问题,本申请实施例提供了一种烙铁头和电烙铁,其能够提高产品的焊接质量,降低焊接问题导致的产品报废的概率。
2、根据本申请实施例的一个方面,提供了一种烙铁头,烙铁头包括:
3、发热面,用于熔化焊丝而形成熔化金属;
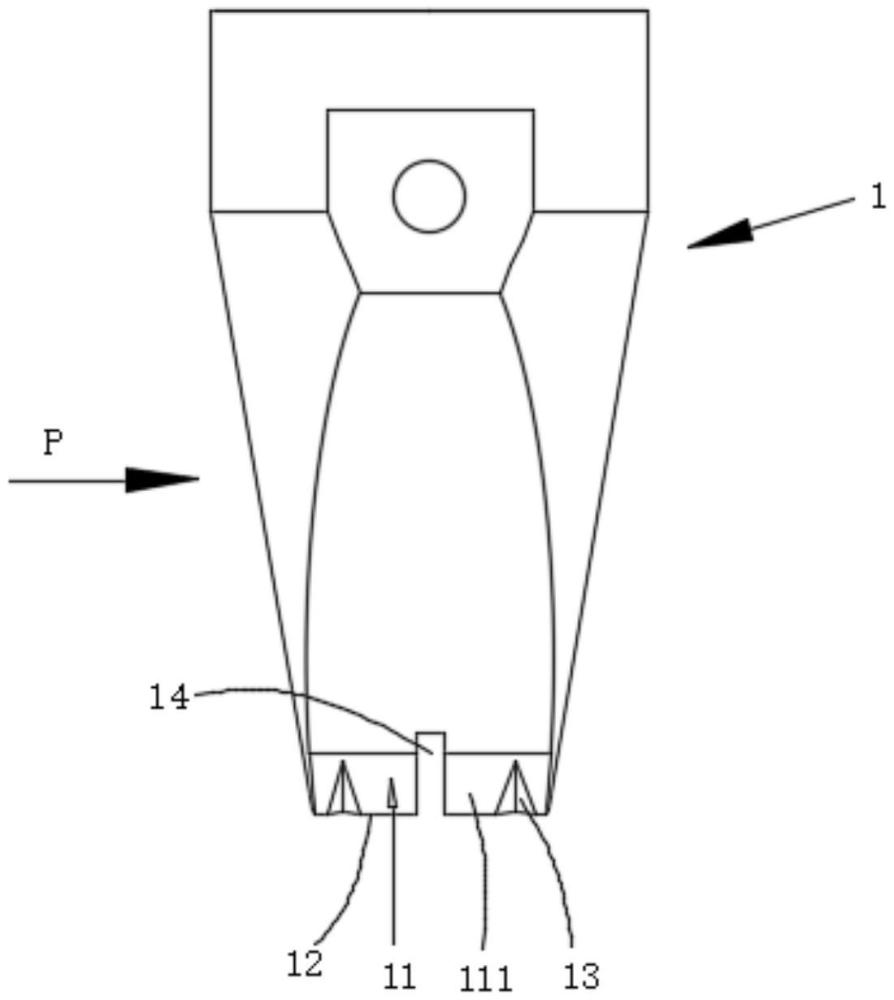
4、发热面上设有多个导流槽,多个导流槽用于将熔化金属引至多个不同的焊接点。
5、通过采用上述方案,导流槽的位置与焊接点以一一对应,焊丝被融化之后,熔化金属沿着导流槽流到对应的焊接点,并填充在同一焊接点上的两个待焊接元件之间的缝隙中,凝固后使两个元件之间结合,在此过程中,导流槽起到导流作用,防止熔化金属流到非焊接点的位置,造成熔化金属的浪费,同时,还能防止流到焊接点处的熔化金属的量较少,导致两个待焊接元件之间无法较为牢固的结合而发生松动和电流不稳定的问题;此外,由于导流槽为设置在发热面上的槽状结构,当待焊接元件靠近导流槽上接收熔化金属时,导流槽使得待焊元件与烙铁头靠得更近,从而更快、更高效地将烙铁头的热量传递到待焊接元件上,使待焊接元件能迅速升温,从而更好地与高温的熔化金属结合,提高产品质量,降低焊接问题导致的产品报废的概率。
6、另外,在发热面上设置多个导流槽,多个导流槽可以同时将熔化金属导流至多个焊接点上,对多个焊接点上的待焊接元件同时焊接,提高焊接效率。
7、在一些实施例中,发热面的端部具有第一边,每个导流槽均有一个延伸端延伸至第一边。
8、通过采用上述方案,由于每个导流槽均延伸至第一边,将第一边靠近待焊接元件时,每个导流槽均能够将熔化金属向同一方向引流,在烙铁头的位置和方向不变的情况下,多个焊接点可以同时接收熔化金属以实现焊接,进一步提高焊接效率。
9、在一些实施例中,导流槽的宽度从远离第一边到靠近第一边逐渐变宽。
10、通过采用上述方案,熔化金属沿着导流槽向第一边所在方向流动,当待焊接元件从导流槽接收熔化金属时,熔化金属能够更好地适应待焊接元件的外形,并更充分地包裹待焊接元件以填充两个待焊接元件之间的缝隙,使得两个待焊接元件之间更加牢固地结合。
11、在一些实施例中,导流槽的深度从远离第一边到靠近第一边逐渐变深。
12、通过采用上述方案,导流槽可容纳的熔化金属的量更大,防止焊丝熔化较快而使熔化金属溢出导流槽,减弱导流效果。
13、在一些实施例中,导流槽表面镀锡处理。
14、通过采用上述方案,防止导流槽表面在高温下被氧化而导致导热效果变差,无法对待焊接元件和熔化金属具有持续良好的加热效果;此外,导流槽镀锡还能提高导流槽与熔化金属的浸润性,防止烙铁头出现爬锡现象。
15、在一些实施例中,烙铁头上还设有分隔槽,分隔槽位于相邻两个导流槽之间,用于将发热面分割成多个发热区,每个发热区上设置一个导流槽。
16、通过采用上述方案,当熔化金属无法精确地进入导流槽中时,溢出导流槽外的熔化金属会在其所在的发热区内流动,由于相邻两个发热区之间具有分隔槽,因此两个发热区的熔化金属不会在发热面上汇集,从而降低两个焊点之间通过熔化金属连接的概率。
17、在一些实施例中,发热面的端部具有第一边,每个导流槽均有一个延伸端延伸至第一边,分隔槽在平行于第一边的方向上的宽度大于或等于1毫米。
18、通过采用上述方案,分隔槽的宽度如果过窄,当两个发热区的熔化金属的量过大时,还是会在分隔槽处汇合,而通过设置分隔槽的宽度大于1毫米,使得相邻两个发热区的熔化金属不容易在分隔槽处汇合,进一步降低两个焊点之间通过熔化金属连接的概率。
19、在一些实施例中,分隔槽在垂直于发热面的方向上贯穿烙铁头。
20、通过采用上述方案,分隔槽如果不贯穿烙铁头,当熔化金属在发热区内流动时,相邻两个发热区内的熔化金属可能沿着分隔槽的内壁流动,最终在分隔槽内汇合,而通过使分隔槽贯穿烙铁头,即使两个发热区内的熔化金属沿着分隔槽的内壁流动,也不容易在分隔槽内汇合,进一步降低两个焊点之间通过熔化金属连接的概率。
21、在一些实施例中,烙铁头还包括定位面,定位面与发热面在第一边处相交,定位面用于与同一焊接点处待焊接的两个元件中的其中一个配合,发热面上的导流槽用于与同一焊接点处待焊接的两个元件中的另一个配合。
22、通过采用上述方案,便于在焊接过程中快速定位烙铁头,防止烙铁头的定位出现偏差而导致熔化金属偏离焊接点流下,提高了焊接质量,提升了焊接效率。
23、在一些实施例中,烙铁头的与发热面邻接的表面发黑处理。
24、通过采用上述方案,发黑处理后的烙铁头表面与熔化金属之间的浸润性较差,不容易使熔化金属沿着发黑处理的表面流动,从而使熔化金属集中在发热面范围内流动,防止熔化金属流到焊接点以外的区域,减少熔化金属的浪费,确保焊接点接收到足够的熔化金属。
25、根据本申请实施例的另一方面,提供了一种电烙铁,包括上述任一实施例中的烙铁头。
26、本申请实施例通过在发热面上设置多个导流槽,通过多个导流槽将熔化金属引至多个不同的焊接点,从而防止熔化金属流到非焊接点的位置,造成熔化金属的浪费;同时,还能防止流到焊接点处的熔化金属的量较少,导致两个待焊接元件之间无法较为牢固的结合而发生松动和电流不稳定的问题;其次,增大了烙铁头与待焊接元件的接触面积,可以更快、更高效地将烙铁头的热量传递到待焊接元件上,使待焊接元件能迅速升温,从而更好地与高温的熔化金属结合,提高产品质量,降低焊接问题导致的产品报废的概率;最后,多个导流槽将熔化金属引至多个焊接点,可以对多个焊接点上的待焊接元件同时焊接,提高焊接效率。
27、上述说明仅是本申请实施例技术方案的概述,为了能够更清楚了解本申请实施例的技术手段,而可依照说明书的内容予以实施,并且为了让本申请实施例的上述和其它目的、特征和优点能够更明显易懂,以下特举本申请的具体实施方式。
技术特征:1.一种烙铁头,其特征在于,包括:
2.根据权利要求1所述的烙铁头,其特征在于,所述发热面的端部具有第一边,每个所述导流槽均有一个延伸端延伸至所述第一边。
3.根据权利要求2所述的烙铁头,其特征在于,所述导流槽的宽度从远离所述第一边到靠近所述第一边逐渐变宽。
4.根据权利要求2所述的烙铁头,其特征在于,所述导流槽的深度从远离所述第一边到靠近所述第一边逐渐变深。
5.根据权利要求1所述的烙铁头,其特征在于,所述导流槽表面镀锡处理。
6.根据权利要求1所述的烙铁头,其特征在于,所述烙铁头上还设有分隔槽,所述分隔槽位于相邻两个所述导流槽之间,用于将所述发热面分割成多个发热区,每个所述发热区上设置一个所述导流槽。
7.根据权利要求6所述的烙铁头,其特征在于,所述发热面的端部具有第一边,每个所述导流槽均有一个延伸端延伸至所述第一边,所述分隔槽在平行于所述第一边的方向上的宽度大于或等于1毫米。
8.根据权利要求6所述的烙铁头,其特征在于,所述分隔槽在垂直于所述发热面的方向上贯穿所述烙铁头。
9.根据权利要求2所述的烙铁头,其特征在于,所述烙铁头还包括定位面,所述定位面与所述发热面在所述第一边处相交,所述定位面用于与同一所述焊接点处待焊接的两个元件中的其中一个配合,所述发热面上的导流槽用于与同一所述焊接点处待焊接的两个元件中的另一个配合。
10.根据权利要求9所述的烙铁头,其特征在于,所述烙铁头的与所述发热面邻接的表面发黑处理。
11.一种电烙铁,其特征在于,包括权利要求1-10任一项所述的烙铁头。
技术总结本申请实施例涉及焊接的技术领域,尤其涉及一种烙铁头和电烙铁。其中,一种烙铁头包括:发热面,用于熔化焊丝而形成熔化金属;发热面上设有多个导流槽,多个导流槽用于将熔化金属引至多个不同的焊接点。电烙铁包括上述烙铁头。本申请实施例提供的烙铁头和电烙铁,能够在一定程度上克服元件之间焊接后出现的松动、电流不稳定等现象,以及降低不同的焊接点之间距离较近时,两个焊接点被锡流连接在一起的概率,从而提高产品的焊接质量,减少焊接问题导致的产品报废的问题。技术研发人员:孔凡炼,张旭,郑石雄,张志宏受保护的技术使用者:宁德时代新能源科技股份有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/292887.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表