一种兼顾大面积冶金结合和机械互锁铆接的异种材料搅拌摩擦铆焊焊具及方法
- 国知局
- 2024-09-11 15:04:59
本发明涉及一种焊具及焊接方法,具体涉及一种兼顾大面积冶金结合和机械互锁铆接的异种材料搅拌摩擦铆焊焊具及方法,本发明属于飞行器固相焊接与制造。
背景技术:
1、燃料输送管的铝/钢异质接头在服役时将承受超低温冲击循环、高应力循环疲劳和长时效应力腐蚀等极端工况。目前,该结构的主要连接方式包括机械法兰连接、钎焊和旋转摩擦焊。机械法兰连接中螺栓的使用导致了接头较大的冗余重量,且接头的密封性较差;钎焊中的卤化物钎剂易使接头的耐蚀性大幅降低;旋转摩擦焊接头的疲劳性能较差且易出现低应力甚至无应力开裂等问题。因此,亟需开发针对铝/钢异种材料的高质量连接方法,以提高接头的服役性能。
2、搅拌摩擦焊作为一种新型固相连接方法,具有焊缝质量高、热输入较低、绿色无污染等优点,但铝/钢常规搅拌摩擦焊仍存在几个待解决的问题:一、常规焊具只能保证材料在搅拌针作用范围以内的冶金结合,难以实现大面积的有效连接;二、常规铝/钢搭接结构的焊接要求之一为搅拌针与钢板过盈接触,通过焊具对钢侧的充分搅拌来保证有效的冶金结合,但这会造成焊具的严重磨损;三、经检索,公开号为cn116532781a、cn115922055a和cn111805073a等已公开的专利均采用铆钉作为连接的过渡件,但铆接形式均以点连接为主,难以保证环缝结构的密封性。
3、因此,现有的铝/钢异种材料连接方式存在结构复杂增重大、单一冶金结合弱、密封性差等问题,使接头的服役性能降低。
技术实现思路
1、本发明针对铝/钢异种材料高强度连接和高可靠密封的迫切需求,为解决铝/钢异种材料连接存在的结构复杂增重大、单一冶金结合弱、密封性差等导致的接头服役性能降低问题,提出一种兼顾大面积冶金结合和机械互锁铆接的搅拌摩擦铆焊焊具及方法。
2、本发明为解决上述问题采取的技术方案是:
3、本发明包括多针焊具和铆焊结构的设计,铝板和钢板由上至下叠加设置,所述的多针焊具置于铝板正上方,包括夹持部、过渡部、内凹形轴肩、同轴主动搅拌针和偏心从动搅拌针,夹持部、过渡部、内凹形轴肩和同轴主动搅拌针由上至下依次连接成一体,偏心从动搅拌针位于同轴主动搅拌针外侧。铆焊结构设置为宏微观多尺度机械互锁结构,宏观结构为钢板表面预置的毫米级凹槽,微观结构为钢板凹槽外侧表面预制的微米级刻痕。
4、一种兼顾大面积冶金结合和机械互锁铆接的搅拌摩擦铆焊方法,所述方法包括如下步骤:
5、步骤一、根据铝/钢异质接头的不同尺寸及性能要求,设计多针焊具内凹形轴肩、同轴主动搅拌针和偏心从动搅拌针的各项尺寸,保证材料大范围的热机耦合流动,以填充宏微观多尺度机械互锁结构并增强界面的冶金结合;
6、步骤二、选取适宜尺寸的铝板和钢板,在钢板的待焊位置机械加工预制毫米级凹槽,使用无水乙醇或丙酮擦拭待焊位置,去除表面油污;用砂纸打磨待焊位置表面,去除毛刺;
7、步骤三、在高纯氩气环境中,采用激光毛化在钢板凹槽底面和凹槽外侧表面预置微米级刻痕,以避免表面氧化对冶金反应的阻碍作用;
8、步骤四、装配铝/钢搭接工装,铝板放置在上部,钢板放置在铝板的下部,使用压条固定板材,保证其在焊接过程中无相对运动;将焊具置于凹槽上方,准备焊接;
9、步骤五、焊接时,焊具高速旋转扎入板材,直至同轴主动搅拌针微接触凹槽底面、偏心从动搅拌针微接触凹槽外侧表面;热塑化的铝合金流入凹槽和刻痕形成机械互锁铆接,摩擦热和大塑性变形诱导界面原子扩散形成大面积冶金结合,从而实现铝/钢异种材料的高强度连接和高可靠密封;
10、步骤六、焊接结束,焊具逐步回抽,即可获得兼顾大面积冶金结合和机械互锁铆接的铝/钢异质接头。
11、本发明的有益效果是:
12、1、本发明兼顾大面积冶金结合和机械互锁铆接双重作用模式,同轴主动搅拌针与凹槽底面的微接触保证了良好的冶金结合和宏观机械互锁铆接,偏心从动搅拌针与凹槽外侧表面的微接触保证了冶金结合面积的进一步增加和微观机械互锁铆接,实现了铝/钢异种材料的高强度连接和高可靠密封;
13、2、本发明提出的由内凹形轴肩、同轴主动搅拌针和偏心从动搅拌针组成的焊具,可实现铝/钢异质接头的大面积冶金结合并保证其密封性;
14、3、本发明实现了多针焊具诱导热塑化铝合金填充宏微观多尺度机械互锁结构,相比于传统焊接单一的冶金结合,铝/钢异质接头的承载能力显著提高;
15、4、本发明所制备的铆接拦头无外源材料的引入,避免了机械法兰连接接头过重的问题,此外,铆焊界面的主要物相为薄层铝/钢金属间化合物,避免了钎焊引入其他元素导致的接头耐蚀性差的问题;
16、5、本发明所制备的铆焊接头性能良好,该方法适用于绝大多数“软/硬”组配异种材料的连接。
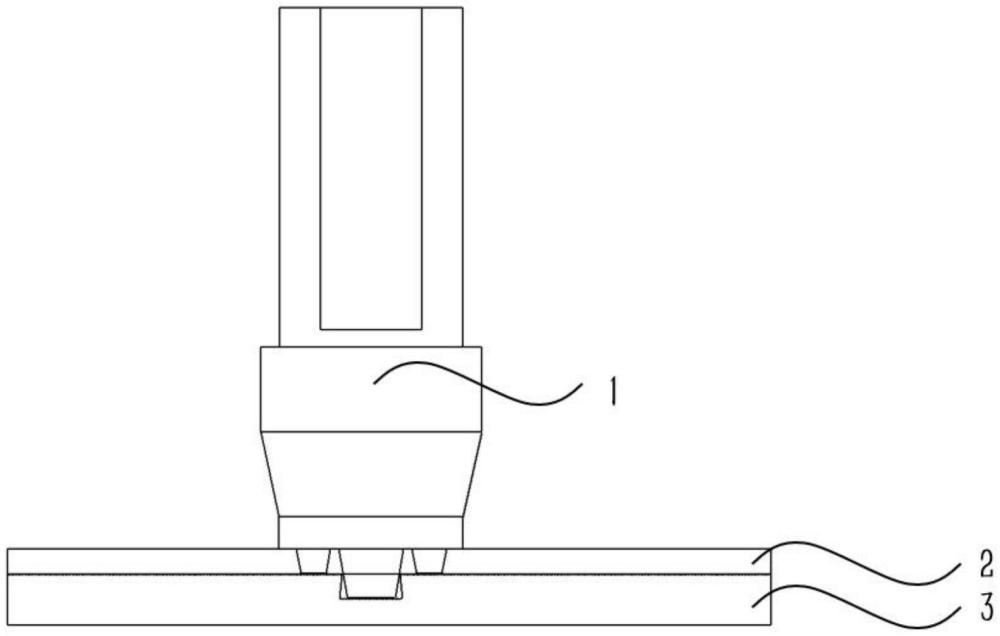
技术特征:1.一种兼顾大面积冶金结合和机械互锁铆接的异种材料搅拌摩擦铆焊焊具,其特征在于:所述的一种兼顾大面积冶金结合和机械互锁铆接的搅拌摩擦铆焊焊具包括多针焊具(1)、铝板(2)和钢板(3),铝板(2)和钢板(3)由上至下叠加设置,多针焊具(1)置于铝板(2)的正上方,所述的多针焊具(1)包括夹持部(101)、过渡部(102)、内凹形轴肩(103)、同轴主动搅拌针(104)和偏心从动搅拌针(105),夹持部(101)、过渡部(102)、内凹形轴肩(103)和同轴主动搅拌针(104)由上至下依次连接成一体,偏心从动搅拌针(105)位于同轴主动搅拌针(104)外侧。
2.根据权利要求1所述的一种兼顾大面积冶金结合和机械互锁铆接的异种材料搅拌摩擦铆焊焊具,其特征在于:所述同轴主动搅拌针(104)的长度大于偏心从动搅拌针(105)的长度。
3.根据权利要求1所述的一种兼顾大面积冶金结合和机械互锁铆接的搅拌摩擦铆焊焊具,其特征在于:偏心从动搅拌针(105)的数量至少为一。
4.根据权利要求1所述的一种兼顾大面积冶金结合和机械互锁铆接的搅拌摩擦铆焊焊具,其特征在于:所述钢板(3)的上表面中部设有凹槽(301),凹槽(301)的外侧表面设有微米级刻痕(302)。
5.根据权利要求1所述的一种兼顾大面积冶金结合和机械互锁铆接的搅拌摩擦铆焊焊具,其特征在于:铝板(2)的厚度为2~50mm,钢板(3)的厚度为2~100mm。
6.根据权利要求1所述的一种兼顾大面积冶金结合和机械互锁铆接的搅拌摩擦铆焊焊具,其特征在于:凹槽(301)深度不大于钢板(3)厚度的0.9倍;凹槽(301)宽度为凹槽(301)深度的1~10倍;凹槽(301)底面与侧面的夹角为30°~150°。
7.根据权利要求1所述的一种兼顾大面积冶金结合和机械互锁铆接的搅拌摩擦铆焊焊具,其特征在于:内凹形轴肩(103)直径为铝板(2)厚度的3~5倍。
8.根据权利要求1所述的一种兼顾大面积冶金结合和机械互锁铆接的搅拌摩擦铆焊焊具,其特征在于:同轴主动搅拌针(104)端部直径较凹槽(301)的宽度小0~3mm;偏心从动搅拌针(105)端部直径较同轴主动搅拌针(104)的端部直径小0.5~5mm;偏心距较轴肩(103)半径小1~10mm,较同轴主动搅拌针(104)端部直径大0~10mm。
9.一种兼顾大面积冶金结合和机械互锁铆接的搅拌摩擦铆焊方法,其特征在于,所述该方法包括如下步骤:
10.根据权利要求9所述的一种兼顾大面积冶金结合和机械互锁铆接的搅拌摩擦铆焊方法,其特征在于:主轴旋转速度为200~5000rpm,焊接速度为50~5000mm/min,焊具倾角范围为0°~5°,多针焊具(1)下扎深度为凹槽(301)底面上方0.01~2mm。
技术总结一种兼顾大面积冶金结合和机械互锁铆接的异种材料搅拌摩擦铆焊焊具及方法,本发明以解决铝/钢异种材料连接存在的结构复杂增重大、单一冶金结合弱、密封性差等导致的接头服役性能降低问题。它包括多针焊具和铆焊结构的设计,多针焊具主要包括内凹形轴肩、同轴主动搅拌针和偏心从动搅拌针,铆焊宏微观机械互锁结构包括钢板表面预置的毫米级凹槽和凹槽外侧表面预制的微米级刻痕。同轴主动搅拌针与凹槽底面的微接触保证了良好的冶金结合和宏观机械互锁铆接,偏心从动搅拌针与凹槽外侧表面的微接触保证了冶金结合面积的进一步增加和微观机械互锁铆接,实现了铝/钢异种材料的高强度连接和高可靠密封。本发明属于飞行器固相焊接与制造技术领域。技术研发人员:孟祥晨,高嘉泽,谢聿铭,马潇天,杭春进,黄永宪受保护的技术使用者:哈尔滨工业大学技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/293119.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表