一种4,6-二甲基-2-氧-2H-吡喃-5-甲酸乙酯的绿色合成工艺的制作方法
- 国知局
- 2024-09-14 14:32:42
本发明属于精细化学品合成,涉及一种4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯的绿色合成工艺。
背景技术:
1、4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯(又名异脱氢乙酸乙酯)是合成吡喃酮类化合物的重要中间体,其近年来在精细化学品、化学原料药、日用化学品及功能化学品领域具有广泛的应用。
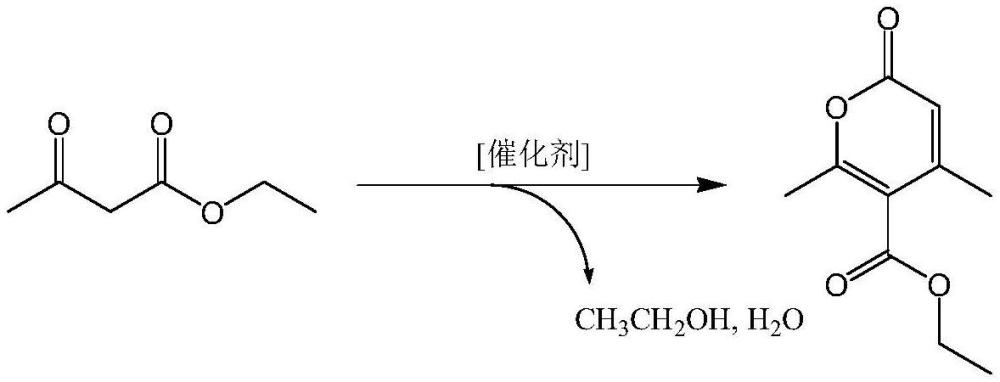
2、4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯主要是由乙酰乙酸乙酯在氯化氢气体或浓硫酸的催化作用下,发生双分子缩合反应生成,并副产等摩尔比的乙醇和水。现有的技术路线存在较多不足:(1)对于氯化氢气体催化体系:由于副产中含有大量的乙醇和水,从而产生水-氯化氢-乙醇共沸体系,导致分离纯化难度较大,副产物和未反应的原料回收利用经济性较差;(2)对于浓硫酸催化体系:由于副产中含有大量的乙醇和水,导致硫酸浓度降低失去催化性能,硫酸易与乙醇反应产生硫酸氢乙酯和硫酸二乙酯,产品中易夹带硫酸有机酯,影响对下游产品的应用,且副产物和未反应的原料难以回收;(3)投加的催化剂(氯化氢气体或浓硫酸)量较大,且无法直接套用,只能作为废酸排放,吨产品(即每制得一吨产品)的高浓废酸量高达12吨~15吨;(4)反应单程转化率较低(40%~55%),未反应的乙酰乙酸乙酯原料难以回收套用,造成资源的浪费。
技术实现思路
1、本发明目的是为了克服现有技术的不足而提供一种4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯的绿色合成工艺。
2、为达到上述目的,本发明采用的技术方案是:一种4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯的绿色合成工艺,包括以下步骤:
3、(a)使乙酰乙酸乙酯在异相催化剂的作用下进行缩合反应生成第一混合物;所述缩合反应的温度为0℃~100℃、时间为12h~6天;
4、(b)将所述第一混合物进行固液分离得滤液和滤渣;
5、(c)将所述滤液进行第一次闪蒸得第一气体产物和第一液体产物;所述第一次闪蒸的温度为50℃~60℃、压力为0.03mpa~0.04mpa;
6、(d)对所述第一液体产物进行第二次闪蒸得第二气体产物和第二液体产物;所述第二次闪蒸的温度为100℃~110℃、压力为0.005mpa-0.01mpa;
7、(e)将所述第二液体产物经水洗涤除杂后进行第三次闪蒸得4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯产品和第三气体产物,所述第三次闪蒸的温度为50℃~60℃、压力为0.01mpa-0.02mpa。
8、优化地,步骤(a)中,所述异相催化剂的添加量为所述乙酰乙酸乙酯质量的5%~30%。
9、进一步地,步骤(a)中,所述异相催化剂的添加量为所述乙酰乙酸乙酯质量的10%~20%。
10、更进一步地,步骤(a)中,所述异相催化剂为磺酸树脂。
11、优化地,步骤(a)中,所述缩合反应的温度为30℃~50℃、时间为24h-36h。
12、优化地,步骤(b)中,所述滤渣经烘干后套用至步骤(a)中。
13、优化地,步骤(c)中,还对所述第一气体产物进行精馏处理以分离出工业级乙醇和第一废水;所述精馏的工艺条件为:塔顶温度75~80℃、塔底温度90~100℃、压力为常压、质量回流比为1:1。
14、优化地,步骤(d)中,还将所述第二气体产物作为反应原料回收套用。
15、优化地,步骤(e)中,所述洗涤为三级逆流洗涤,其工艺参数为:温度20℃-80℃、水相与有机相的质量流量比为(0.9-1.2):1;温度优选为55℃-65℃;
16、所述洗涤得第二废水。
17、进一步地,步骤(e)中,所述第三气体产物经冷凝后用于所述第二液体产物的洗涤除杂。
18、由于上述技术方案运用,本发明与现有技术相比具有下列优点:本发明4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯的绿色合成工艺,通过采用异相催化剂并配合多从闪蒸的工艺,能够发生双分子缩合反应生成4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯,反应结束后直接固液分离,回收固体催化剂并循环使用;第一次闪蒸脱除乙醇、水、低沸点杂质,第一次闪蒸回收未反应的乙酰乙酸乙酯原料,第三次闪蒸脱除残留水分后,得到产品4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯(产品单程收率为73%,原料经回收套用后收率为92%)。
19、第一次闪蒸脱除的乙醇、水、低沸点杂质经精馏分离出工业级乙醇(95%乙醇)外售,第一废水生化指标较好(ph=6-7、cod为360000~420000mg/l,主要成分为乙醇、小分子羧酸杂质等)用作污水处理碳源营养剂;第二次闪蒸回收的乙酰乙酸乙酯作为反应原料套用;洗涤工艺为三级逆流洗涤,产生的第二废水生化指标较好(ph=6-7、cod为120000~170000mg/l,主要成分为小分子羧酸杂质及少量未反应的乙酰乙酸乙酯等)用作污水处理碳源营养剂。第一废水产量为0.11吨-0.15吨/吨产品,第二废水产量为吨产品1吨-1.2吨/吨产品,废水量由现有工艺的吨产品12吨-15吨减排至1.1吨-1.35吨,且废水生化指标较好,可作为污水处理碳源营养剂,污染物减排量达90%以上。
技术特征:1.一种4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯的绿色合成工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯的绿色合成工艺,其特征在于:步骤(a)中,所述异相催化剂的添加量为所述乙酰乙酸乙酯质量的5%~30%。
3.根据权利要求2所述4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯的绿色合成工艺,其特征在于:步骤(a)中,所述异相催化剂的添加量为所述乙酰乙酸乙酯质量的10%~20%。
4.根据权利要求1或2所述4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯的绿色合成工艺,其特征在于:步骤(a)中,所述异相催化剂为磺酸树脂。
5.根据权利要求1所述4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯的绿色合成工艺,其特征在于:步骤(a)中,所述缩合反应的温度为30℃~50℃、时间为24h-36h。
6.根据权利要求1所述4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯的绿色合成工艺,其特征在于:步骤(b)中,所述滤渣经烘干后套用至步骤(a)中。
7.根据权利要求1所述4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯的绿色合成工艺,其特征在于:步骤(c)中,还对所述第一气体产物进行精馏处理以分离出工业级乙醇和第一废水;所述精馏的工艺条件为:塔顶温度75~80℃、塔底温度90~100℃、压力为常压、质量回流比为1:1。
8.根据权利要求1所述4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯的绿色合成工艺,其特征在于:步骤(d)中,还将所述第二气体产物作为反应原料回收套用。
9.根据权利要求1所述4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯的绿色合成工艺,其特征在于:步骤(e)中,所述洗涤为三级逆流洗涤,其工艺参数为:温度20℃-80℃、水相与有机相的质量流量比为(0.9-1.2):1;
10.根据权利要求1或8所述4,6-二甲基-2-氧-2h-吡喃-5-甲酸乙酯的绿色合成工艺,其特征在于:步骤(e)中,所述第三气体产物经冷凝后用于所述第二液体产物的洗涤除杂。
技术总结本发明公开了一种4,6‑二甲基‑2‑氧‑2H‑吡喃‑5‑甲酸乙酯的绿色合成工艺,包括以下步骤:(a)使乙酰乙酸乙酯在异相催化剂的作用下进行缩合反应生成第一混合物;(b)将所述第一混合物进行固液分离得滤液和滤渣;(c)将所述滤液进行第一次闪蒸得第一气体产物和第一液体产物;(d)对所述第一液体产物进行第二次闪蒸得第二气体产物和第二液体产物;(e)将所述第二液体产物经水洗涤除杂后进行第三次闪蒸得4,6‑二甲基‑2‑氧‑2H‑吡喃‑5‑甲酸乙酯产品和第三气体产物。通过采用异相催化剂并配合多从闪蒸的工艺,能够发生双分子缩合反应生成4,6‑二甲基‑2‑氧‑2H‑吡喃‑5‑甲酸乙酯,产品单程收率为73%,原料经回收套用后收率为92%。技术研发人员:王娜娜,唐玮,刘永超受保护的技术使用者:无锡小荷智化科技有限公司技术研发日:技术公布日:2024/9/12本文地址:https://www.jishuxx.com/zhuanli/20240914/294660.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表