超薄壁钢套车削加工方法与流程
- 国知局
- 2024-09-14 14:56:41
:本发明涉及一种超薄壁钢套的机加工工艺方法,本方法适用合金钢材质,其直径在20~100mm之间,壁厚在0.05mm~0.1mm之间的环形钢套。
背景技术
0、背景技术:
1、轴承孔、销孔等定位孔,使用久后经常出现磨损,孔的直径尺寸变大,导致其装配间隙变大,定位精度下降或其内的轴在运转时震动剧烈,出现噪声和异响。有些孔其质地坚硬或工件很大、位置不便于采用增材焊接或电镀补肉的方式修补,或者补焊后没法进行紧密机械加工恢复其位置精度。采用安装薄壁衬套的方式,为该类磨损孔又提供了一种可行的修补方式。采用优质合金钢加工的匹配内外径尺寸的超薄壁钢套,可以轻易将磨损的孔修正到需要尺寸,方便高效成本低,不会进一步损坏磨损孔周围的组织及零部件,方便实用。
2、超薄壁钢套因其壁厚非常薄,薄到就像铝箔纸一样柔软,其自身已不具备维持其形状稳定的刚度,无论是切削加工还是用尺测量,都会使套发生形变而失去精度。所以钢套能够实现的加工壁厚一般都要大于0.3mm,想要将壁厚加工到小于0.1mm,常规加工方法无法实现。
技术实现思路
0、技术实现要素:
1、本发明为一种超薄壁钢套车削加工工艺方法
2、本发明的技术解决方案是:
3、本发明的超薄壁钢套车削加工方法,其特征在于:
4、a、采用长度大于芯轴胀套的长度40mm带有夹头的毛坯,在准备毛坯料时,下料长度为超薄壁钢套成品长度+40mm,形成留有夹持柄;在加工过程中,被加工超薄壁钢套的一端始终与夹持柄相连,夹持柄与机床床头卡盘刚性夹持连接,保证夹持刚性和的稳定性,加工时先将超薄壁钢套的内孔加工成品,加工时内孔的深度比需要的深约5mm;
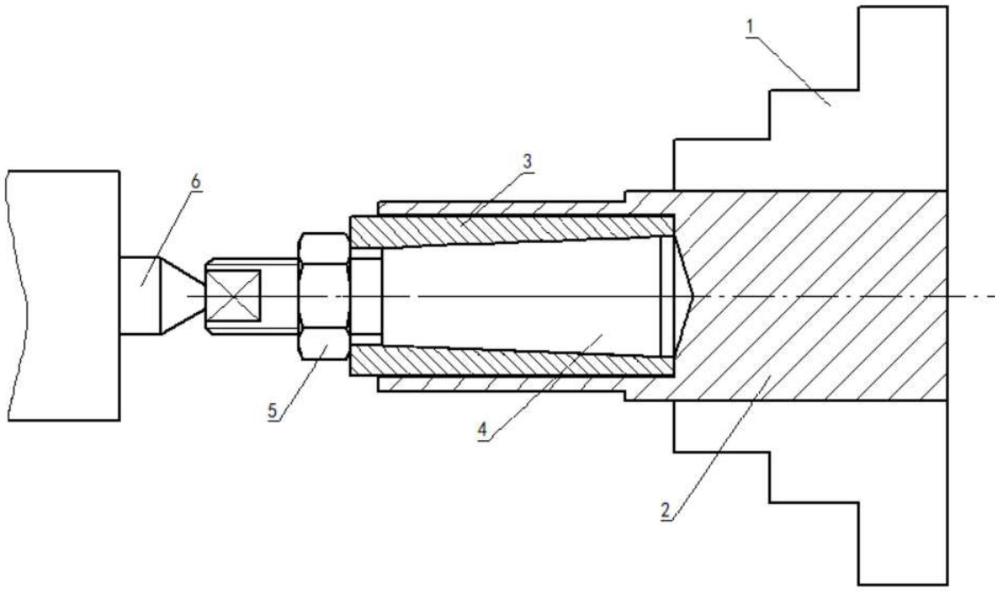
5、b、在内孔安装膨胀芯轴;膨胀芯轴有芯轴胀套,芯轴胀套外面为与超薄壁钢套内径配合的圆柱面,芯轴胀套内面为圆锥面,芯轴胀套内面配有芯轴胀芯,芯轴胀芯外面为与芯轴胀套内面配合的圆锥面,芯轴胀芯在圆锥面外径小的一端带有外伸的螺杆,螺杆配有胀紧螺母,胀紧螺母的内端顶在芯轴胀套的端部,螺杆外端面开有顶尖孔;
6、c、用机床尾座顶尖顶住芯轴顶尖孔,再加工薄壁钢套外圆成品。
7、d、待超薄钢套的外端面及内外圆都加工好后再将其从夹持柄上截断,形成直径在20~100mm之间,壁厚在0.05mm~0.1mm之间的环形钢套。
8、超薄壁钢套车削加工工艺方法的工装,为安装在超薄壁钢套内孔的膨胀芯轴;膨胀芯轴有芯轴胀套,芯轴胀套外面为与超薄壁钢套内径配合的圆柱面,芯轴胀套内面为圆锥面,芯轴胀套内面配有芯轴胀芯,芯轴胀芯外面为与芯轴胀套内面配合的圆锥面,芯轴胀芯在圆锥面外径小的一端带有外伸的螺杆,螺杆配有胀紧螺母,胀紧螺母的内端顶在芯轴胀套的端部。
9、本发明超薄壁钢套车削加工方法,螺杆外端面开有顶尖孔。芯轴胀套的直径在20~100mm之间,公差在-0.05~-0.1之间。芯轴胀套的长度比超薄壁钢套的长度大5mm。
10、这种超薄壁钢套的车削加工方法,解决薄壁钢套的装夹变形和切削抗力形变等问题:
11、1、通过制作带有加长夹头的毛坯解决装夹变形问题。
12、在准备毛坯料时,下料长度为超薄壁钢套成品长度+40mm,留有约40mm夹持柄。在加工过程中,超薄壁钢套的一端始终与夹持柄相连,夹持柄与机床床头卡盘刚性连接,保证夹持刚性和的稳定性套,待超薄钢套的外端面及内外圆都加工好后再将其从夹持柄上截断。
13、2、采用芯轴支撑超薄壁钢套内孔,解决超薄壁钢套加工形变问题。
14、带有夹持头的毛坯,先将一端面及内孔加工成品,在内孔中插入芯轴,为使芯轴与钢套内孔紧密配合,使用膨胀芯轴,用机床尾座顶尖顶在芯轴的顶点孔内进行精确定位。钢套内孔装入膨胀芯轴后,使得超薄壁钢套变成刚性实体,再加工外圆时就不会发生内塌让刀而无法加工,此外装入膨胀芯轴后,钢套一端通过一体夹头与机床卡盘稳固相连,另一端通过芯轴顶尖孔与机床尾座连接定位,加工稳定性和定位精度成倍增加,使超薄壁钢套加工尺寸精度精度能够做到0.01mm以内。
技术特征:1.一种超薄壁钢套车削加工方法,其特征在于:
2.如权利要求1所述超薄壁钢套车削加工的工艺方法,螺杆外端面开有顶尖孔。
3.如权利要求1或2所述超薄壁钢套车削加工方法,其特征在于:芯轴胀套的直径在20~100mm之间,公差在-0.05~-0.1之间。
4.如权利要求1或2所述超薄壁钢套车削加工方法,其特征在于:芯轴胀套的长度比超薄壁钢套的长度大5mm。
5.如权利要求3所述超薄壁钢套车削加工方法,其特征在于:芯轴胀套的长度比超薄壁钢套的长度大5mm。
技术总结超薄壁钢套车削加工工艺方法,带有夹持柄的毛坯解决装夹变形问题;工装为带有顶尖孔的膨胀芯轴,芯轴胀套外与超薄壁钢套内径配合,芯轴胀套内面为圆锥面并配有芯轴胀芯,芯轴胀芯在圆锥面外径小的一端带有外伸的螺杆,螺杆配有胀紧螺母,胀紧螺母的内端顶在芯轴胀套的端部;这就解决了薄钢套加工刚性弱问题和装夹精度不稳定问题;使该超薄壁钢套的壁厚能加工到0.05mm~0.1mm,加工尺寸精度能达到0.01mm。技术研发人员:侯新华,李万胜,赵延君,刘智强,邢福地受保护的技术使用者:大连船用柴油机有限公司技术研发日:技术公布日:2024/9/12本文地址:https://www.jishuxx.com/zhuanli/20240914/296465.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。