一种船舶建造中的环氧浇注固化系统的制作方法
- 国知局
- 2024-09-19 14:39:01
本申请属于船舶建造,特别是涉及一种船舶建造中的环氧浇注固化系统。
背景技术:
1、全冷式液化气船的货舱内通常设有四个独立a型平面菱形液货舱,并通过特殊的支座和层压木支承在货舱内。液货舱支座和内底板支座之间从上往下依次设有:层压木、不锈钢板和环氧树脂。支座根据其所处位置和受力不同可分为s.a、s.b、s.c和s.d四种类型,每一类支座有不同的尺寸和形式,其层压木和不锈钢板尺寸也相应不同。环氧树脂浇注理论厚度为18mm。通常需要等待全部环氧固化稳定以后,液罐才能落舱安装固定。
2、由于液化气船市场需求量增大,交船周期越来越快,液货罐不能快速进舱安装是制约船舶建造的一大难题,目前的环氧浇筑后固化周期为8~10天。极端严寒天气环氧固化时间更长,严重影响了在建船舶的施工进度,浪费了船坞的循环节点,甚至有可能延长交船周期。
3、因此,亟需一种能够缩短浇注周期、提高船舶建造效率的技术方案,以解决现有技术难题。
技术实现思路
1、鉴于以上所述现有技术的缺点,本申请的目的在于提供一种船舶建造中的环氧浇注固化系统,以缩短环氧树脂固化周期及在建船舶坞内的施工周期。
2、一种船舶建造中的环氧浇注固化系统,至少包括:
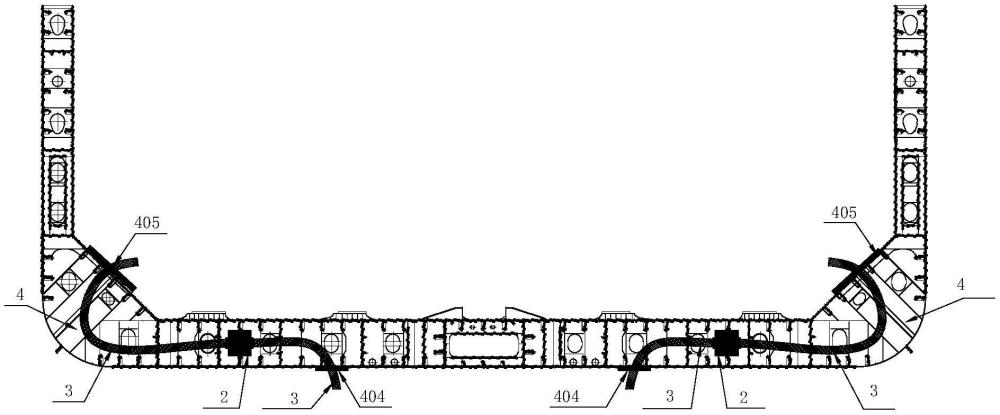
3、暖风装置,设置于舱体外部,包括暖风机,所述暖风机的出风口通过连接管路连通至舱体内部的待加热区域,用以对所述待加热区域进行一次加热;
4、加热装置;设置于所述暖风机与所述舱体内部之间的连接管路上,用以调节所述待加热区域的温度,进行二次加热;
5、温度传感器,设置于所述待加热区域,用以检测所述待加热区域的温度并反馈温度信号至所述加热装置与所述暖风机的控制系统。
6、在一个实施方式中,所述暖风装置对称设置于船坞底部的左舷和右舷上。
7、在一个实施方式中,所述加热装置设置于舱体的工艺孔内部,并对称设置于两台所述暖风装置之间的连接管路上。
8、在一个实施方式中,每个所述加热装置的连接管路末端的待加热区域均设置一个温度传感器,用以检测多点温度;所述暖风装置还包括温度监控显示仪,所述温度监控显示仪与所述温度传感器电连接,用以显示所述温度传感器检测到的实时温度。
9、在一个实施方式中,所述暖风装置至少包括两个,每个所述暖风装置至少具有两个出风口,每个出风口设置一条连通至待加热区域的连接管路,每条所述连接管路上均设置加热装置。
10、在一个实施方式中,在舱体的俯视方向上,暖风进风口对称布置于舱体两侧,每个所述温度传感器布置于每个所述暖风进风口处,所述舱体还开设一暖风出风口,用以气流流通。
11、在一个实施方式中,所述暖风出风口的气流方向与水平向具有一夹角,所述夹角范围介于30°至60°之间。
12、在一个实施方式中,所述连接管路自所述舱体外部经由第一工艺孔进入舱体,并经由第二工艺孔连通至待加热区域,所述加热装置设置于所述舱体内部。
13、在一个实施方式中,所述待加热区域的舱体外部设置保温隔离层。
14、在一个实施方式中,所述连接管路采用铝箔弹簧防火通风软管或帆布弹簧防火通风软管。
15、与现有技术相比,本申请提供的技术方案具有以下有益效果:
16、本申请提供的技术方案通过使用暖风装置及恒温可控式加热器,舱室温度传感器及温度监控显示仪和环境保温措施,采用外部加热来缩短环氧树脂固化周期。经测试,在低温天气进行环氧浇筑,保持温度在30度~40度之间,环氧固化时间为3天,一只液罐预计可节约现场施工周期4天左右,极大的加快了液罐落罐的时间,缩短了在建船舶坞内的周期,节约了很大的生产成本。
技术特征:1.一种船舶建造中的环氧浇注固化系统,其特征在于,至少包括:
2.根据权利要求1所述的船舶建造中的环氧浇注固化系统,其特征在于,所述暖风装置对称设置于船坞底部的左舷和右舷上。
3.根据权利要求2所述的船舶建造中的环氧浇注固化系统,其特征在于,所述加热装置设置于舱体的工艺孔内部,并对称设置于两台所述暖风装置之间的连接管路上。
4.根据权利要求3所述的船舶建造中的环氧浇注固化系统,其特征在于,每个所述加热装置的连接管路末端的待加热区域均设置一个温度传感器,用以检测多点温度;所述暖风装置还包括温度监控显示仪,所述温度监控显示仪与所述温度传感器电连接,用以显示所述温度传感器检测到的实时温度。
5.根据权利要求3所述的船舶建造中的环氧浇注固化系统,其特征在于,所述暖风装置至少包括两个,每个所述暖风装置至少具有两个出风口,每个出风口设置一条连通至待加热区域的连接管路,每条所述连接管路上均设置加热装置。
6.根据权利要求1所述的船舶建造中的环氧浇注固化系统,其特征在于,在舱体的俯视方向上,暖风进风口对称布置于舱体两侧,每个所述温度传感器布置于每个所述暖风进风口处,所述舱体还开设一暖风出风口,用以气流流通。
7.根据权利要求6所述的船舶建造中的环氧浇注固化系统,其特征在于,所述暖风出风口的气流方向与水平向具有一夹角,所述夹角范围介于30°至60°之间。
8.根据权利要求1所述的船舶建造中的环氧浇注固化系统,其特征在于,所述连接管路自所述舱体外部经由第一工艺孔进入舱体,并经由第二工艺孔连通至待加热区域,所述加热装置设置于所述舱体内部。
9.根据权利要求1所述的船舶建造中的环氧浇注固化系统,其特征在于,所述待加热区域的舱体外部设置保温隔离层。
10.根据权利要求1~9任一所述的船舶建造中的环氧浇注固化系统,其特征在于,所述连接管路采用铝箔弹簧防火通风软管或帆布弹簧防火通风软管。
技术总结本申请提供了一种船舶建造中的环氧浇注固化系统,至少包括:暖风装置,设置于舱体外部,包括暖风机,暖风机的出风口通过连接管路连通至舱体内部的待加热区域,用以对所述待加热区域进行一次加热;加热装置;设置于暖风机与舱体内部之间的连接管路上,用以调节待加热区域的温度,进行二次加热;温度传感器,设置于待加热区域,用以检测待加热区域的温度并反馈温度信号至加热装置与暖风机的控制系统。通过采用外部加热来缩短环氧树脂固化周期。经测试一只液罐预计可节约现场施工周期4天左右,极大的加快了液罐落罐的时间,缩短了在建船舶坞内的周期,节约了很大的生产成本。技术研发人员:孙小平,黄灵佳,黄春娟,金雨磊,魏明国,瞿国,孙佳伟受保护的技术使用者:江南造船(集团)有限责任公司技术研发日:技术公布日:2024/9/17本文地址:https://www.jishuxx.com/zhuanli/20240919/299389.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表