一种带电池手持式SPR铆接装置及其垂直度指标监控方法与流程
- 国知局
- 2024-10-09 14:58:04
本发明涉及铆接设备,具体而言,涉及一种带电池手持式spr铆接装置及其垂直度指标监控方法。
背景技术:
1、spr铆接技术广泛应用于汽车车身制造中,特别是在轻量化材料的连接上,如铝-铝或铝-钢的连接。spr铆接技术通过液压缸或伺服电机提供动力,将铆钉直接压入待铆接的板材中,使得板材在铆钉的压力作用下与铆钉发生塑性变形,成形后充盈于铆模之中,从而形成稳定连接的一种板材连接技术,一般在生产线上使用的spr铆接装置较为大型,当大型spr铆接装置在生产线上某些点铆接失败时,需要将工件移到线外,采用手持式spr铆接装置来进行局部修补,但目前的手持式spr铆接装置由于人工操作,经常因为铆接装置与待铆接件的垂直度不足,导致铆接时铆钉打偏、翻转、倾斜或变形。
技术实现思路
1、本发明的目的在于提供一种带电池手持式spr铆接装置及其垂直度指标监控方法,以解决上述背景技术中提出的现有技术的手持式spr铆接装置与待铆接件的垂直度不足容易导致铆钉打偏、翻转、倾斜或变形的问题。
2、为实现上述目的,本发明提供如下技术方案:
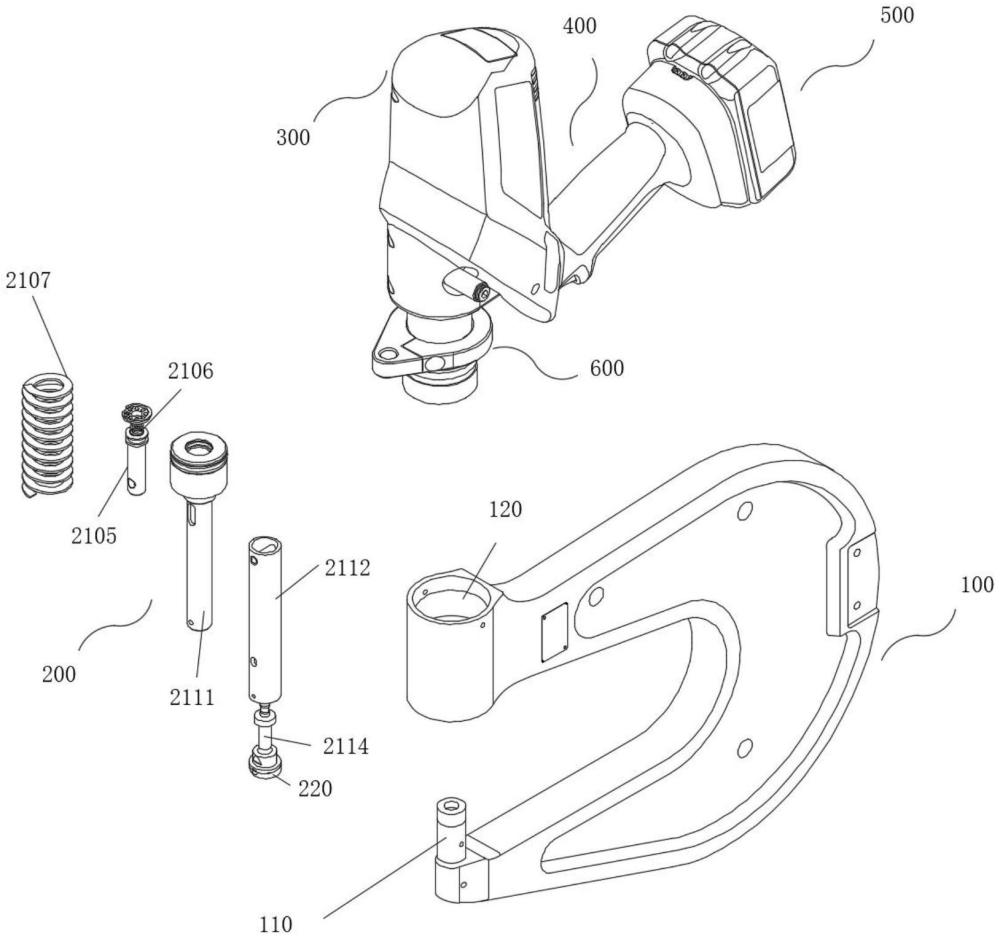
3、一种带电池手持式spr铆接装置,包括c形钳体、铆接枪、动力头、光斑分析仪和控制器,所述c形钳体开口一侧的上部竖向设有通孔,其下部与所述通孔对应的位置设有安装待铆接件的下模;所述c形钳体上的所述通孔内套接所述铆接枪,所述铆接枪的上端连接所述动力头,所述动力头侧向设有手持部;
4、所述铆接枪包括枪体、大活塞杆、小活塞杆、滑套和冲杆,所述大活塞杆内腔活动套接有所述小活塞杆,所述大活塞杆头部内腔与所述小活塞杆内腔之间形成小弹簧的活动空间,所述小弹簧的一端设于所述大活塞杆内腔顶端,其自由端可抵接所述小活塞杆内腔底部;所述大活塞杆的末端连接所述冲杆,与所述冲杆连接的所述大活塞杆外周套接有所述滑套,所述大活塞杆的杆部设有滑槽,所述滑套上端与所述小活塞杆的之间通过限位件横向穿设固定并一同随着所述滑槽滑动,所述枪体套接在所述大活塞杆外,它们之间设有大弹簧,所述大弹簧一端固定在所述大活塞杆头部与内腔开口相对的外腔内,另一端套接部分滑套的外壁;
5、所述光斑分析仪设置在所述冲杆输出端,所述光斑分析仪与所述控制器电性连接。
6、进一步地,所述通孔内自下而上具有第一台阶和第二台阶,所述枪体上端与所述动力头连接,其末端伸入所述通孔的第二台阶内,所述枪体内腔顶部固定连接有所述大活塞杆,所述大活塞杆内腔顶部卡接有卡环,所述卡环下连接有联通环,所述联通环中间设有大圆孔,所述大圆孔内套设有小弹簧,所述小弹簧从所述大活塞杆内腔向下延伸进入所述小活塞杆内腔;所述大活塞杆外壁腰部套设有滑套,所述大活塞杆杆部设有相对的两道滑槽,所述小活塞杆底部设有与所述滑槽位置相对的第一限位孔,所述滑套上部设有与所述滑槽位置相对的第二限位孔,所述限位件分别穿过相对的所述第二限位孔、所述滑槽、所述第一限位孔将所述套筒、所述大活塞杆、所述小活塞杆连接;所述限位件底部开有圆锥槽,所述圆锥槽内抵接有支撑柱,所述支撑柱另一端固定在所述小活塞杆底部;所述大弹簧上端抵接在所述大活塞杆顶部活塞头的外腔内,其下端抵接在所述通孔的第一台阶上。
7、进一步地,所述大活塞杆下段设有槽孔和防转键,所述冲杆上设有两道与所述键槽位置相对的键槽,所述冲杆的顶端伸入所述大活塞杆末端,所述防转键穿过所述槽孔并与所述键槽接触,所述冲杆末端伸出所述滑套连接有所述送钉机构。
8、进一步地,所述送钉机构包括导向环、导向接头和置于所述导向环内的送钉嘴,所述送钉嘴的顶端凸出所述导向环的顶端并通过所述导向接头与所述滑套的末端对接;所述送钉嘴由若干瓣圆弧片拼接形成推送铆钉的导向通道,所述导向通道内腔与铆钉适配,所述送钉嘴内壁周向开有第一环形道,所述第一环形道内安装有若干钢珠;所述导向接头下端设有导钉头,所述导钉头外壁周向开有第二环形道,所述第二环形道内设有第二柔性o型圈。
9、进一步地,所述大活塞杆靠近顶端的外壁开设有第三环形道,所述第三环形道内套设有第三柔性o型圈;所述小活塞杆靠近顶端的外壁开设有第四环形道,所述第四环形道内套设有第四柔性o型圈。
10、进一步地,所述手持部斜向上延伸连接有电池,与所述c形钳体的上下位置相对且设置在同一侧。
11、进一步地,还包括位于所述c形钳体之上的支持部,所述支持部套设在所述铆接枪的输入端,所述支持部呈凸轮状,其尖部上设有辅助孔。
12、进一步地,所述铆接枪与动力头连接处的一侧水平设有调节螺母。
13、作为本发明的优选技术方案,一种带电池手持式spr铆接装置的垂直度指标监控方法,包括以下步骤:
14、s100,前期准备:将工件水平放置,在每次铆接前启动光斑分析仪,发射一束圆形光斑至工件待铆接处;同时在手持式spr铆接装置上设有报警器,用于垂直度监测报警;
15、s200,数据采集:依据现有文献的图像识别技术,通过内置图像传感器捕获激光光斑的图像,根据图像找到光斑的最小直径d和最大直径d,并将采集到的信号传输至控制系统;
16、s300,数据处理:将采集到的光斑最小直径d和最大直径d的数据通过控制系统进行处理,采用公式进行计算,得出实际正圆率k;
17、s400,数据比对:将实际正圆率k与正圆率设计值k进行比对,得到比对结果;
18、s500,调整和控制:通过步骤s400得到的比对结果进行调整,当实际正圆率k大于或等于正圆率设计值k时,手持式spr铆接装置上的警报器亮绿灯,表示垂直度达标可以进行铆接;当实际正圆率k小于正圆率设计值k时警报器亮红灯,此时铆接枪无法射钉不进行铆接,则需手动调整手持式spr铆接装置,继续重复步骤s100~s400直至满足垂直度要求。
19、进一步地,在步骤s500中的所述光斑正圆率设计值为0.9。
20、综上所述,本发明的有益效果是:
21、1、本发明的铆接装置垂直度指标监控方法,采用光斑分析仪发射激光在待铆接件保持水平的状态下,对待铆接件与铆接装置之间的垂直度进行测量分析,计算出实际正圆率为与设计正圆率作对比,保证每次铆接前垂直度都达到要求,避免铆钉发生翻转、倾斜或变形。
22、2、本发明在小活塞杆内腔设置小弹簧,当铆接开始时,小弹簧先向前推动小活塞杆,小活塞杆带动滑套向前推动送钉机构,将送钉机构前端的送钉嘴顶住待铆接板件起到预压紧作用;在大活塞杆外腔设置大弹簧,当铆接完成后小活塞杆后退,大弹簧瞬间释放回复力使得冲杆先退回实现脱模作用,同时小弹簧回弹将送钉机构复位。
23、3、在铆接枪的输入端设置支持部,支持部用于将所述铆接装置挂起,减轻操作人员负担的同时也方便调整垂直度。
技术特征:1.一种带电池手持式spr铆接装置,其特征在于:包括c形钳体、铆接枪、动力头、光斑分析仪和控制器,所述c形钳体开口一侧的上部竖向设有通孔,其下部与所述通孔对应的位置设有安装待铆接件的下模;所述c形钳体上的所述通孔内套接所述铆接枪,所述铆接枪的上端连接所述动力头,所述动力头侧向设有手持部;
2.根据权利要求1所述的一种带电池手持式spr铆接装置,其特征在于:所述通孔内自下而上具有第一台阶和第二台阶,所述枪体上端与所述动力头连接,其末端伸入所述通孔的第二台阶内,所述枪体内腔顶部固定连接有所述大活塞杆,所述大活塞杆内腔顶部卡接有卡环,所述卡环下连接有联通环,所述联通环中间设有大圆孔,所述大圆孔内套设有小弹簧,所述小弹簧从所述大活塞杆内腔向下延伸进入所述小活塞杆内腔;所述大活塞杆外壁腰部套设有滑套,所述大活塞杆杆部设有相对的两道滑槽,所述小活塞杆底部设有与所述滑槽位置相对的第一限位孔,所述滑套上部设有与所述滑槽位置相对的第二限位孔,所述限位件分别穿过相对的所述第二限位孔、所述滑槽、所述第一限位孔将所述套筒、所述大活塞杆、所述小活塞杆连接;所述限位件底部开有圆锥槽,所述圆锥槽内抵接有支撑柱,所述支撑柱另一端固定在所述小活塞杆底部;所述大弹簧上端抵接在所述大活塞杆顶部活塞头的外腔内,其下端抵接在所述通孔的第一台阶上。
3.根据权利要求2所述的带电池手持式spr铆接装置,其特征在于:所述大活塞杆下段设有槽孔和防转键,所述冲杆上设有两道与所述键槽位置相对的键槽,所述冲杆的顶端伸入所述大活塞杆末端,所述防转键穿过所述槽孔并与所述键槽接触,所述冲杆末端伸出所述滑套连接所述送钉机构。
4.根据权利要求3所述的带电池手持式spr铆接装置,其特征在于:所述送钉机构包括导向环、导向接头和置于所述导向环内的送钉嘴,所述送钉嘴的顶端凸出所述导向环的顶端并通过所述导向接头与所述滑套的末端对接;所述送钉嘴由若干瓣圆弧片拼接形成推送铆钉的导向通道,所述导向通道内腔与铆钉适配,所述送钉嘴内壁周向开有第一环形道,所述第一环形道内安装有若干钢珠;所述导向接头下端设有导钉头,所述导钉头外壁周向开有第二环形道,所述第二环形道内设有第二柔性o型圈。
5.根据权利要求4所述的带电池手持式spr铆接装置,其特征在于:所述大活塞杆靠近顶端的外壁开设有第三环形道,所述第三环形道内套设有第三柔性o型圈;所述小活塞杆靠近顶端的外壁开设有第四环形道,所述第四环形道内套设有第四柔性o型圈。
6.根据权利要求1所述的带电池手持式spr铆接装置,其特征在于:所述手持部斜向上延伸连接有电池,与所述c形钳体的上下位置相对且设置在同一侧。
7.根据权利要求1所述的带电池手持式spr铆接装置,其特征在于:还包括位于所述c形钳体之上的支持部,所述支持部套设在所述铆接枪的输入端,所述支持部呈凸轮状,其尖部上设有辅助孔。
8.根据权利要求1所述的带电池手持式spr铆接装置,其特征在于:所述铆接枪与动力头连接处的一侧水平设有调节螺母。
9.根据权利要求1所述的带电池手持式spr铆接装置的垂直度指标监控方法,其特征在于,包括以下步骤:
10.根据权利要求9所述的带电池手持式spr铆接装置的垂直度指标监控方法,其特征在于,在步骤s500中的所述光斑正圆率设计值为0.9。
技术总结本发明提出了一种带电池手持式SPR铆接装置及其垂直度指标监控方法,属于铆接设备技术领域,包括C形钳体、铆接枪、动力头、光斑分析仪和控制器,在小活塞杆内腔设置小弹簧,当铆接开始时,小弹簧先向前推动小活塞杆,小活塞杆带动滑套向前推动送钉机构,将送钉机构前端的送钉嘴顶住待铆接板件起到预压紧作用;在大活塞杆外腔设置大弹簧,当铆接完成后小活塞杆后退,大弹簧瞬间释放回复力使得冲杆先退回实现脱模作用,同时小弹簧回弹将送钉机构复位;采用光斑分析仪,对待铆接件与铆接装置之间的垂直度进行测量分析,计算出实际正圆率为与设计正圆率作对比,保证每次铆接前垂直度都达到要求,避免铆钉发生翻转、倾斜或变形。技术研发人员:袁荣志,张耀明,潘志康,袁松庆受保护的技术使用者:广州德马威工业装备制造有限公司技术研发日:技术公布日:2024/9/29本文地址:https://www.jishuxx.com/zhuanli/20241009/307134.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表