一种适用于Ni系钢与316L异种钢焊接的埋弧焊工艺的制作方法
- 国知局
- 2024-10-21 14:33:55
本发明涉及钢铁生产,特别是涉及一种适用于ni系钢与316l异种钢焊接的埋弧焊工艺。
背景技术:
1、ni系钢用于lng罐,lng罐在建造中除了罐体本身外,还需连接送料管、辅件等,一般采用316l不锈钢,这会涉及到异种材料的连接。ni系钢与316l异种钢以焊接技术进行连接,以形成用于储备和运输低温储罐等的结构。该异种钢焊接是否有较宽的焊接工艺窗口,焊接后其接头性能,特别是焊接接头的低温冲击韧性,能否达到标准或用户要求,成为该钢种进入市场的第一道门槛。因此,需要针对性开发适用于ni系钢与316l异种钢焊接的埋弧焊工艺,通过埋弧焊方法进行ni系钢与316l异种钢焊接连接,保证焊接接头力学性能满足要求。
技术实现思路
1、本发明所要解决的技术问题是,克服现有技术的缺点,提供一种适用于ni系钢与316l异种钢焊接的埋弧焊工艺。
2、为了解决以上技术问题,本发明的技术方案如下:
3、一种适用于ni系钢与316l异种钢焊接的埋弧焊工艺,包括:
4、按照埋弧焊形式将焊丝连接ni系钢和316l异种钢;
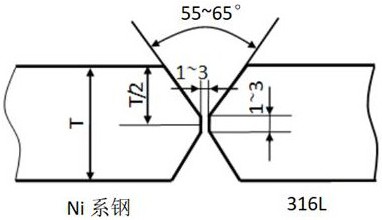
5、采用对称x型坡口作为电弧焊坡口,坡口角度为55°-65°,钝边长度为1mm-3mm,坡口装配间隙为1mm-3mm;
6、焊前不预热,层间温度小于等于120℃,且反面焊接前进行清根处理;
7、采用埋弧焊焊接,焊接电流为280a-350a,电弧电压为21v-25v,焊接速度为32cm/min-38cm/min,焊接热输入为10kj/cm-16kj/cm,直至完成焊接。
8、作为本发明所述适用于ni系钢与316l异种钢焊接的埋弧焊工艺的一种优选方案,其中:所述的ni系钢包括下述重量百分比的各组分:c:0.045%-0.060%,mn:0.50%-1.50%,si:0.10%-0.30%,s:≤0.01%,p:≤0.01%,ni:6.50%-8.00%,mo:0.20%-0.40%,余量为fe和不可避免的杂质。
9、作为本发明所述适用于ni系钢与316l异种钢焊接的埋弧焊工艺的一种优选方案,其中:所述ni系钢的屈服强度≥580mpa,抗拉强度≥680mpa-820mpa,延伸率≥18%,-196℃冲击功kv2≥100j。
10、作为本发明所述适用于ni系钢与316l异种钢焊接的埋弧焊工艺的一种优选方案,其中:所述ni系钢的厚度为16mm-40mm。
11、作为本发明所述适用于ni系钢与316l异种钢焊接的埋弧焊工艺的一种优选方案,其中:所述316l异种钢的化学成分及质量百分比如下:c:≤0.04%,mn:0.50%-2.50%,si:≤0.90%,s:≤0.02%,p:≤0.03%,ni:11.0%-14.0%,cr:17.0%-20.0%,mo:0.3%-0.7%,cu:≤0.75%,余量为fe和不可避免的杂质。
12、作为本发明所述适用于ni系钢与316l异种钢焊接的埋弧焊工艺的一种优选方案,其中:所述316l异种钢的屈服强度≥177mpa,抗拉强度≥480mpa,延伸率≥40%,-196℃冲击功kv2≥34j。
13、作为本发明所述适用于ni系钢与316l异种钢焊接的埋弧焊工艺的一种优选方案,其中:所述焊丝的化学成分及质量百分比如下:c:0.20%-0.30%,mn:10.0%-12.0%,si:0.40%-0.60%,s:≤0.01%,p:≤0.02%,ni:12%~16%,w:3.0%~4.0%,余量为fe及不可避免杂质。
14、作为本发明所述适用于ni系钢与316l异种钢焊接的埋弧焊工艺的一种优选方案,其中:所述焊丝为直径2.4mm,熔敷金属-196℃低温冲击功kv2≥48j,抗拉强度≥600mpa。
15、作为本发明所述适用于ni系钢与316l异种钢焊接的埋弧焊工艺的一种优选方案,其中:埋弧焊焊接完成后,焊接接头-196℃低温冲击功kv2≥34j,焊接接头抗拉强度≥480mpa,焊接接头纵向面弯d=4a,180°合格。
16、本发明的有益效果是:
17、本发明提供的埋弧焊工艺易于操作,且可保证焊接接头(焊缝及热影响区)-196℃低温冲击功kv2≥34j,焊接接头抗拉强度≥480mpa,焊接接头纵向面弯d=4a,180°合格。该焊接工艺所形成的焊接接头具有良好的综合力学性能,适合于16mm-40mm厚ni系钢与316l异种钢焊接。
技术特征:1.一种适用于ni系钢与316l异种钢焊接的埋弧焊工艺,其特征在于:包括:
2.根据权利要求1所述的适用于ni系钢与316l异种钢焊接的埋弧焊工艺,其特征在于:所述的ni系钢包括下述重量百分比的各组分:c:0.045%-0.060%,mn:0.50%-1.50%,si:0.10%-0.30%,s:≤0.01%,p:≤0.01%,ni:6.50%-8.00%,mo:0.20%-0.40%,余量为fe和不可避免的杂质。
3.根据权利要求2所述的适用于ni系钢与316l异种钢焊接的埋弧焊工艺,其特征在于:所述ni系钢的屈服强度≥580mpa,抗拉强度≥680mpa-820mpa,延伸率≥18%,-196℃冲击功kv2≥100j。
4.根据权利要求1所述的适用于ni系钢与316l异种钢焊接的埋弧焊工艺,其特征在于:所述ni系钢的厚度为16mm-40mm。
5.根据权利要求1所述的适用于ni系钢与316l异种钢焊接的埋弧焊工艺,其特征在于:所述316l异种钢的化学成分及质量百分比如下:c:≤0.04%,mn:0.50%-2.50%,si:≤0.90%,s:≤0.02%,p:≤0.03%,ni:11.0%-14.0%,cr:17.0%-20.0%,mo:0.3%-0.7%,cu:≤0.75%,余量为fe和不可避免的杂质。
6.根据权利要求5所述的适用于ni系钢与316l异种钢焊接的埋弧焊工艺,其特征在于:所述316l异种钢的屈服强度≥177mpa,抗拉强度≥480mpa,延伸率≥40%,-196℃冲击功kv2≥34j。
7.根据权利要求1所述的适用于ni系钢与316l异种钢焊接的埋弧焊工艺,其特征在于:所述焊丝的化学成分及质量百分比如下:c:0.20%-0.30%,mn:10.0%-12.0%,si:0.40%-0.60%,s:≤0.01%,p:≤0.02%,ni:12%~16%,w:3.0%~4.0%,余量为fe及不可避免杂质。
8.根据权利要求6所述的适用于ni系钢与316l异种钢焊接的埋弧焊工艺,其特征在于:所述焊丝为直径2.4mm,熔敷金属-196℃低温冲击功kv2≥48j,抗拉强度≥600mpa。
9.根据权利要求1所述的适用于ni系钢与316l异种钢焊接的埋弧焊工艺,其特征在于:埋弧焊焊接完成后,焊接接头-196℃低温冲击功kv2≥34j,焊接接头抗拉强度≥480mpa,焊接接头纵向面弯d=4a,180°合格。
技术总结本发明公开了一种适用于Ni系钢与316L异种钢焊接的埋弧焊工艺,涉及钢铁生产技术领域,包括:按照埋弧焊形式将焊丝连接Ni系钢和316L异种钢;采用对称X型坡口作为电弧焊坡口,坡口角度为55°‑65°,钝边长度为1mm‑3mm,坡口装配间隙为1mm‑3mm;焊前不预热,层间温度小于等于120℃,且反面焊接前进行清根处理;采用埋弧焊焊接,焊接电流为280A‑350A,电弧电压为21V‑25V,焊接速度为32cm/min‑38cm/min,焊接热输入为10kJ/cm‑16kJ/cm,直至完成焊接。本发明提供的埋弧焊工艺所形成的焊接接头具有良好的综合力学性能。技术研发人员:汪晶洁,李强,李恒坤,付军,陈林恒,范益,陈世坤,刘寅璁受保护的技术使用者:南京钢铁股份有限公司技术研发日:技术公布日:2024/10/17本文地址:https://www.jishuxx.com/zhuanli/20241021/318603.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。