四向差速挤压成形三维弯曲型材的形状控制方法及系统
- 国知局
- 2024-10-21 15:14:56
本发明涉及金属和复合材料塑性成形,具体涉及一种四向差速挤压成形三维弯曲型材的形状控制方法及系统。
背景技术:
1、金属及复合材料三维弯曲型材在提升结构整体强度和刚度、实现结构轻量化、节约空间、减少空气阻力等方面具有显著优势,在航空航天、地面交通、输运管道、核电工业等领域具有广泛应用和重要地位。
2、三维弯曲型材的传统制造方法是先挤压成形出直型材,然后再进行弯曲成形,这种传统的外力诱导弯曲变形的成形制造工艺不仅将挤压与弯曲工艺分离,而且生产的弯曲型材极易出现拉裂、起皱、回弹、横截面畸变等突出问题。采用材料内部速度比诱导弯曲变形的多向差速挤压技术是一种挤压与弯曲一体化成形工艺,不仅能够克服传统弯曲成形技术的诸多缺陷,而且兼具细化晶粒组织和提高力学性能的优点。尽管人们已经提出了采用多个不同挤压速度同时进行挤压以直接成形弯曲型材的方法,但一直缺乏三维弯曲型材几何形状和尺寸的精确控制方法,难以对多向差速挤压三维弯曲型材的几何形状和尺寸实现精确控制,迫切需要建立多向差速挤压成形三维弯曲型材的形状与尺寸精确控制方法。
技术实现思路
1、针对现有技术存在的问题,本发明提供一种四向差速挤压成形三维弯曲型材的形状控制方法及系统,能够定量调控三维弯曲型材的弯曲半径和偏转角度,实现复杂三维弯曲型材的精确成形。
2、本发明的技术方案如下:
3、在本发明的第一方面,提供了一种四向差速挤压成形三维弯曲型材的形状控制方法,包括以下步骤:
4、在被挤压材料允许挤压速度范围内选取不少于六组的不同挤压速度组合,测量获得不同挤压速度组合对应的弯曲型材的弯曲半径,计算不同挤压速度组合对应的型材弯曲半径控制因子;通过拟合弯曲型材的弯曲半径与型材弯曲半径控制因子之间的关系曲线得到二者之间的函数关系;
5、在被挤压材料允许挤压速度范围内选取不少于六组的不同挤压速度组合,测量获得不同挤压速度组合对应的弯曲型材的偏转角度,计算不同挤压速度组合对应的型材偏转角度控制因子;通过拟合弯曲型材的偏转角度与型材偏转角度控制因子之间的关系曲线得到二者之间的函数关系;
6、根据所建立的两个函数关系,以待挤压成形的弯曲型材的弯曲半径和偏转角度为目标,计算待挤压成形的弯曲型材需要的四向挤压速度。
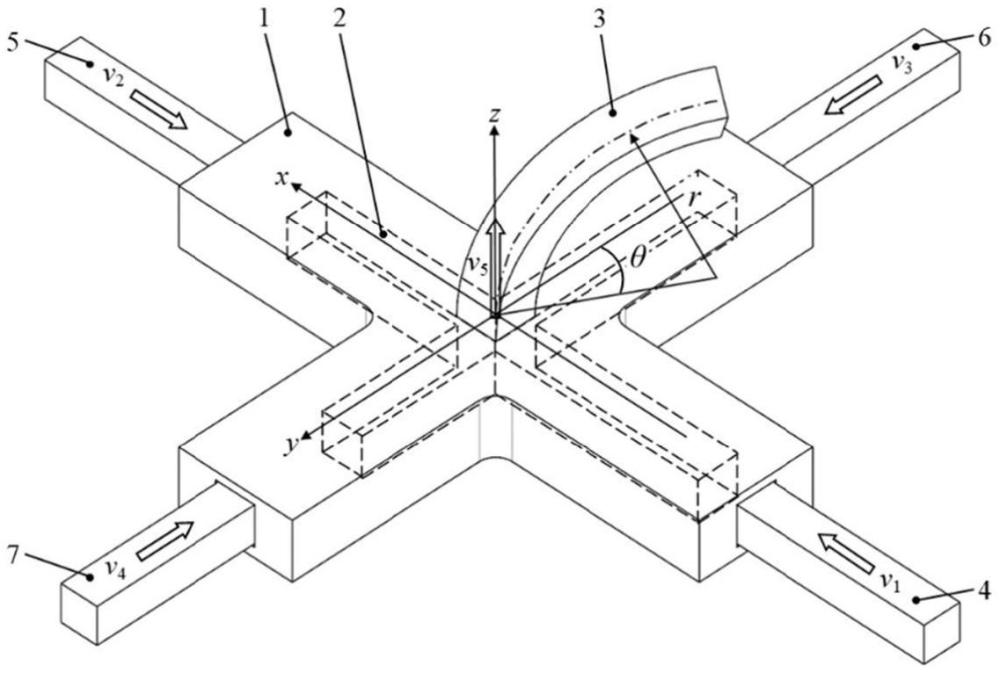
7、在本发明的一些实施方式中,第一挤压速度和第二挤压速度在同一平面上且对称分布,第一挤压速度与出料方向的夹角角度等于第二挤压速度与出料方向的夹角角度;
8、第三挤压速度和第四挤压速度在同一平面上且对称分布;第三挤压速度与出料方向的夹角角度等于第四挤压速度与出料方向的夹角角度。
9、在本发明的一些实施方式中,第一挤压速度和第二挤压速度所在的平面与第三挤压速度和第四挤压速度所在的平面的面夹角为90°;四个挤压速度的方向与出料方向的角度的范围为90~180°。
10、在本发明的一些实施方式中,型材弯曲半径控制因子的计算式如下:
11、fr=[(1-gx)2+(1-gy)2]×(1/g)
12、式中,fr表示型材弯曲半径控制因子,gx表示第一速度比,即第一挤压速度的模与第二挤压速度的模中小数值与大数值的比值;gy表示第二速度比,即第三挤压速度的模与第四挤压速度的模中小数值与大数值的的比值;g表示速度梯度比,即第一速度比和第二速度比中小速度比与大速度比的比值。
13、在本发明的一些实施方式中,弯曲型材的弯曲半径与型材弯曲半径控制因子之间的函数关系的获取过程如下:
14、在被挤压材料允许挤压速度范围内选取不少于六组的不同挤压速度组合,进行四向差速挤压实验,经测量获得不同挤压速度组合对应的弯曲型材的弯曲半径;
15、根据四向挤压速度计算型材弯曲半径控制因子;
16、对弯曲型材的弯曲半径和型材弯曲半径控制因子进行拟合,得到弯曲型材的弯曲半径与型材弯曲半径控制因子之间的函数关系式。
17、在本发明的一些实施方式中,根据第一速度比gx和第二速度比gy大小、第一挤压速度的模和第二挤压速度的模的大小以及第三挤压速度的模和第四挤压速度的模的大小,建立不同的型材偏转角度控制因子fθ。
18、在本发明的一些实施方式中,当gy≤gx、时,
19、偏转角度控制因子的计算式为:
20、当gy≤gx、时,
21、偏转角度控制因子的计算式为:
22、当gy≤gx、时,
23、偏转角度控制因子的计算式为:
24、当gy≤gx、时,
25、偏转角度控制因子的计算式为:
26、在本发明的一些实施方式中,当gx≤gy、时,
27、偏转角度控制因子的计算式为:
28、当gx≤gy、时,
29、偏转角度控制因子的计算式为:
30、当gx≤gy、时,
31、偏转角度控制因子的计算式为:
32、当gx≤gy、时,
33、偏转角度控制因子的计算式为:
34、在本发明的一些实施方式中,弯曲型材的偏转角度与型材偏转角度控制因子之间的函数关系的获取过程如下:
35、在被挤压材料允许挤压速度范围内选取不少于六组的不同挤压速度组合,进行四向差速挤压实验,经测量获得不同挤压速度组合对应的弯曲型材的偏转角度;
36、根据四向挤压速度计算型材偏转角度控制因子;
37、对弯曲型材的弯曲半径和型材偏转角度控制因子进行拟合,得到弯曲型材的弯曲半径与型材偏转角度控制因子之间的函数关系式。
38、在本发明的第二方面,提供了一种四向差速挤压成形三维弯曲型材的形状控制系统,包括:
39、第一函数关系建立模块,被配置为:在被挤压材料允许挤压速度范围内选取不少于六组的不同挤压速度组合,测量获得不同挤压速度组合对应的弯曲型材的弯曲半径,计算不同挤压速度组合对应的型材弯曲半径控制因子;通过拟合弯曲型材的弯曲半径与型材弯曲半径控制因子之间的关系曲线得到二者之间的函数关系;
40、第二函数关系建立模块,被配置为:在被挤压材料允许挤压速度范围内选取不少于六组的不同挤压速度组合,测量获得不同挤压速度组合对应的弯曲型材的偏转角度,计算不同挤压速度组合对应的型材偏转角度控制因子;通过拟合弯曲型材的偏转角度与型材偏转角度控制因子之间的关系曲线得到二者之间的函数关系;
41、求解模块,被配置为:根据所建立的两个函数关系,以待挤压成形的弯曲型材的弯曲半径和偏转角度为目标,计算待挤压成形的弯曲型材需要的四向挤压速度。
42、本发明一个或多个技术方案具有以下有益效果:
43、本发明提供的四向差速挤压成形三维弯曲型材的形状控制方法,能够根据弯曲型材的弯曲半径与型材弯曲半径控制因子之间的函数关系以及弯曲型材的偏转角度与型材偏转角度控制因子之间的函数关系,实现准确地定量调控和预测三维弯曲型材的弯曲半径和准确地定量调控和预测三维弯曲型材的偏转角度。
44、本发明提供的四向差速挤压成形三维弯曲型材的形状控制方法,通过控制四个方向的挤压速度,可获得不同弯曲半径和偏转角度的三维弯曲型材,同时,也可根据所需要不同弯曲半径和偏转角度的三维弯曲型材,得到四个方向的挤压速度,实现了四向差速挤压三维弯曲型材形状的精确控制。
本文地址:https://www.jishuxx.com/zhuanli/20241021/321021.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表