表面平滑化金属构件及其制造方法与流程
- 国知局
- 2024-10-21 15:28:01
本发明涉及一种要求表面的平滑化的钛或钛合金制的金属构件及其制造方法。
背景技术:
1、钛及钛合金在轻量的基础上具有优异的耐腐蚀性与高的比强度,有效地用于飞机或自行车的结构构件、发动机零件、光学构件、电子零件及装饰品等各种用途中。
2、此处,特别是在光学构件或装饰品等中,大多情况下构件表面的状态受到重视,研究了对包含钛或钛合金的构件的表面进行平滑化的方法。
3、例如,在专利文献1(日本专利特开2008-223139号公报)中公开了一种电解研磨和/或电化学去毛刺的方法,是对钛或含钛合金的表面进行电解研磨和/或电化学去毛刺的方法,其特征在于,所使用的电解液包含甲磺酸与一种以上的烷烃二膦酸,所述一种以上的烷烃二膦酸可选择性地被羟基和/或氨基取代。
4、在所述专利文献1中记载的电解研磨和/或电化学去毛刺的方法中,所使用的电解液并非可燃性,也无特别的腐蚀性,易于处理,在通常的操作中,也不会伴随有对在电解研磨工厂进行作业的人或在工厂周边工作的人而言的高风险、或对环境而言的高风险。特别是此处所记载的电解液也不会产生有毒的气体或蒸气。
5、另外,在专利文献2(日本专利特开2004-43850号公报)中公开了一种钛或钛合金的蚀刻方法,其特征在于,含有(a)过氧化氢5重量~30重量、(b)氟化物1重量~20重量、(c)选自硫酸、硝酸及磷酸中的至少一种1重量%~10重量%、以及(d)氟系表面活性剂0.001重量%~0.1重量%,且利用[(a)过氧化氢浓度]/[(b)氟化物的氟浓度]以重量比计为1.5~3.0的水溶液进行处理。
6、在所述专利文献2中记载的钛或钛合金的蚀刻方法中,通过利用添加了过氧化氢、氟化物、无机酸及氟系表面活性剂的水溶液进行蚀刻,可同时达成钛或钛合金的表面垢去除与平滑化。
7、现有技术文献
8、专利文献
9、专利文献1:日本专利特开2008-223139号公报
10、专利文献2:日本专利特开2004-43850号公报
技术实现思路
1、发明所要解决的问题
2、然而,在所述专利文献1中记载的电解研磨和/或电化学去毛刺的方法中,虽可获得良好的作业环境等,但与现有技术相比平滑性并未提高,如“即便不更优异,也可实现至少与现有技术中所记载的方法为相同程度的表面的平滑化或去毛刺”那样。
3、另外,在所述专利文献2中记载的钛或钛合金的蚀刻方法中,虽也可同时达成表面垢去除与平滑化,但通过平滑化而获得的表面粗糙度为0.4μm左右,无法应对要求更高的平滑性的情况。
4、进而,通过所述专利文献1及专利文献2中记载的方法而获得良好的平滑面的情况被限于比较窄的范围,难以在大型金属构件的表面的整个区域有效率地实现异物的减少或镜面化。另外,在金属构件中存在具有极小的曲率半径的角部的情况下,或在金属构件中存在开孔部或贯通孔的情况下,对这些的内表面进行平滑化是极其困难的。
5、鉴于以上那样的现有技术中的问题点,本发明的目的在于提供如下的表面平滑化金属构件及其简便且有效率的制造方法:在钛或钛合金制的大型的金属构件的表面中平滑化至平坦部的最大高度粗糙度(rz)为1.1μm以下、且曲率半径为0.05mm~2.5mm的部分的最大高度粗糙度(rz)未满2μm的程度。
6、另外,本发明的目的也在于提供如下的表面平滑化金属构件及其简便且有效率的制造方法:即便是大型的金属构件或具有开孔部或贯通孔的钛或钛合金制的金属构件,也平滑化至贯通孔或开孔部的内壁的最大高度粗糙度(rz)也未满2μm的程度。
7、解决问题的技术手段
8、本发明者等人为了达成所述目的,对钛或钛合金制的金属构件的表面平滑化方法重复进行了努力研究,结果发现,极其有效的是使在适当的条件下形成的阳极氧化皮膜脱离等,从而完成了本发明。
9、即,本发明也提供一种表面平滑化金属构件,
10、其为包含钛或钛合金的金属构件,所述表面平滑化金属构件的特征在于,
11、所述金属构件的最大长度为50mm~1000mm,
12、所述金属构件的表面平坦部的最大高度粗糙度(rz)为1.1μm以下,
13、在所述金属构件的表面中曲率半径为0.05mm~2.5mm的部分的最大高度粗糙度(rz)未满2μm。
14、金属构件的最大长度优选为设为50mm~1000mm,更优选为设为100mm~500mm。难以利用现有公知的方法对大型金属构件的表面的整个区域进行平滑化,但在本发明的表面平滑化金属构件中,即便是最大长度为50mm以上的金属构件,表面平坦部的最大高度粗糙度(rz)也为1.1μm以下,且曲率半径为0.05mm~2.5mm的部分的最大高度粗糙度(rz)未满2μm。另外,通过将金属构件的最大长度设为1000mm以下,曲率半径为0.05mm~2.5mm的部分的最大高度粗糙度(rz)也能可靠地设为未满2μm。
15、本发明的表面平滑化金属构件优选为在所述金属构件中存在贯通孔和/或开孔部,所述贯通孔和/或所述开孔部的内壁的最大高度粗糙度(rz)也未满2μm。在现有的表面平滑化金属构件中,形成良好的平滑面的区域是有限的,特别是对于贯通孔或开孔部的内壁而言,平滑化是极其困难的,但在本发明的表面平滑化金属构件中,所有的表面均被充分地平滑化。
16、另外,本发明也提供一种表面平滑化金属构件,
17、其为包含钛或钛合金的金属构件,所述表面平滑化金属构件的特征在于,
18、所述金属构件的最大长度为50mm~1000mm,
19、在所述金属构件的表面中曲率半径为0.05mm~2.5mm的部分的算术平均粗糙度(ra)未满0.4μm。
20、金属构件的最大长度优选为设为50mm~1000mm,更优选为设为100mm~500mm。难以利用现有公知的方法对大型金属构件的表面的整个区域进行平滑化,但在本发明的表面平滑化金属构件中,即便是最大长度为50mm以上的金属构件,在构件表面中曲率半径为0.05mm~2.5mm的部分的算术平均粗糙度(ra)也未满0.4μm。另外,通过将金属构件的最大长度设为1000mm以下,能可靠地将曲率半径为0.05mm~2.5mm的部分的算术平均粗糙度(ra)设为未满0.4μm。
21、本发明的表面平滑化金属构件优选为在所述金属构件中存在贯通孔和/或开孔部,所述贯通孔和/或所述开孔部的内壁的所述算术平均粗糙度(ra)也未满0.4μm。在现有的表面平滑化金属构件中,形成良好的平滑面的区域是有限的,特别是对于贯通孔或开孔部的内壁而言,平滑化是极其困难的,但在本发明的表面平滑化金属构件中,所有的表面均被充分地平滑化。
22、本发明的表面平滑化金属构件优选为所述贯通孔和/或所述开孔部的圆相当直径为0.1mm~5mm。更优选的圆相当直径为0.2mm~2mm,最优选的圆相当直径为0.5mm~1mm。在本发明的表面平滑化金属构件中,即便在形成有开孔部的圆相当直径为5mm以下的微细的贯通孔和/或开孔部的情况下,也可充分地降低内表面的算术平均粗糙度(ra)或最大高度粗糙度(rz)。另外,若贯通孔和/或开孔部的圆相当直径为0.1mm以上,则可降低内壁的算术平均粗糙度(ra)或最大高度粗糙度(rz)的偏差。
23、另外,本发明的表面平滑化金属构件优选为所述贯通孔和/或所述开孔部的深度为1mm~50mm。更优选的开孔部的深度为1mm~10mm,最优选的开孔部的深度为2mm~8mm。在本发明的表面平滑化金属构件中,即便在形成有深度为1mm以上的深的贯通孔和/或开孔部的情况下,也可充分地降低内表面的算术平均粗糙度(ra)或最大高度粗糙度(rz)。另外,若贯通孔和/或开孔部的深度为50mm以下,则可降低内壁的算术平均粗糙度(ra)或最大高度粗糙度(rz)的偏差。
24、另外,在本发明的表面平滑化金属构件中,优选为所述金属构件为框体。通过将金属构件设为框体,例如可优选地用作防护膜框。
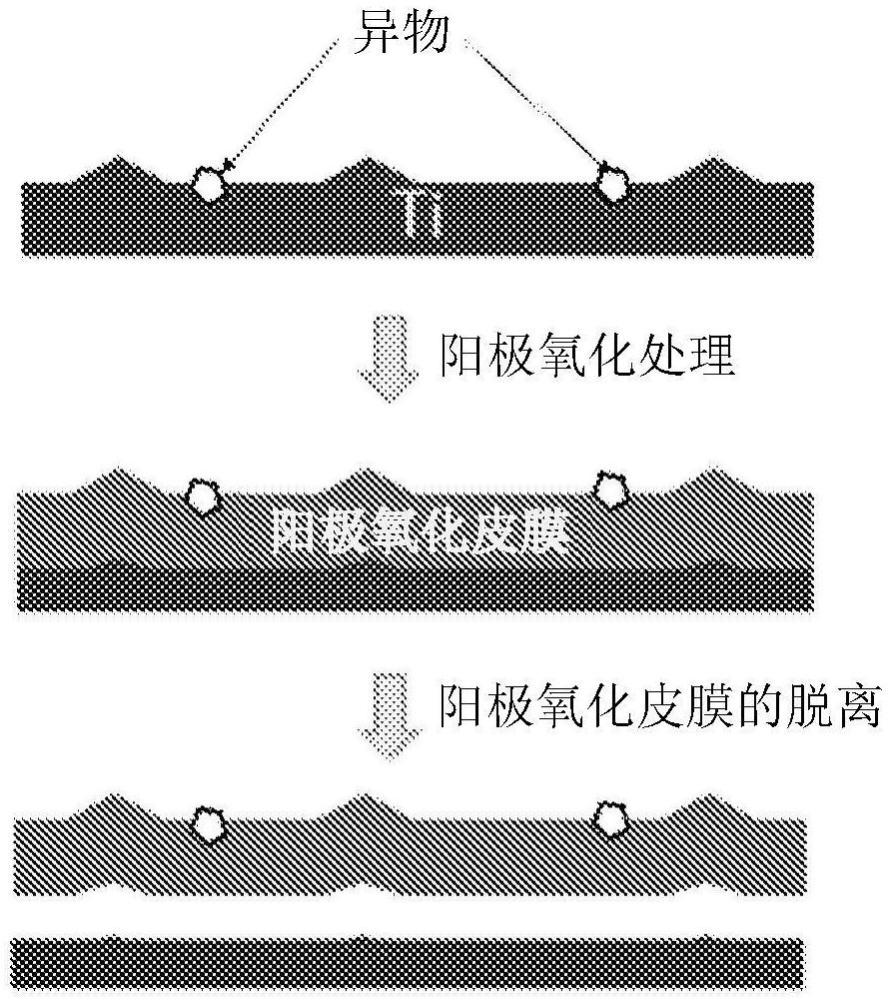
25、另外,本发明也提供一种表面平滑化金属构件的制造方法,其特征在于,
26、对包含钛或钛合金的基材实施阳极氧化处理,在所述基材的表面形成阳极氧化皮膜,
27、使所述阳极氧化皮膜脱离,由此使所述基材的表面平滑化。
28、在本发明的表面平滑化金属构件的制造方法中,通过由于阳极氧化皮膜的形成而消耗基材表面(金属构件表面)的凸部,从而进行平滑化,可获得通过所述阳极氧化皮膜的脱离而平滑化的表面。此外,附着在基材表面的异物通过阳极氧化皮膜的脱离而被去除,因此可获得洁净的表面。进而,阳极氧化皮膜也可形成在大型的基材上,可使大型的金属构件的表面平滑化。
29、另外,在本发明的表面平滑化金属构件的制造方法中,优选为将所述阳极氧化皮膜的膜厚设为2μm~10μm。更优选为,通过将阳极氧化皮膜的膜厚设为4μm~6μm,在有效率地消耗基材表面的凸部的基础上,可在不实施特别的工序的情况下使阳极氧化皮膜自然地脱离。
30、另外,在本发明的表面平滑化金属构件的制造方法中,优选为将所述阳极氧化处理中的施加电压设为20v~100v。只要不损及本发明的效果,则阳极氧化处理条件并无特别限定,可设为现有公知的各种处理条件,但更优选为,通过将施加电压设为40v~50v,在有效率地消耗基材表面的凸部的基础上,可在不实施特别的工序的情况下使阳极氧化皮膜自然地脱离。
31、进而,在本发明的表面平滑化金属构件的制造方法中,优选为反复进行所述阳极氧化皮膜的形成及脱离,直至在所述基材的所述表面中获得未满0.4μm的算术平均粗糙度(ra)和/或未满2μm的最大高度粗糙度(rz)为止。
32、由于通过阳极氧化皮膜的形成及脱离来进行基材表面的平滑化,因此通过反复进行所述操作,能可靠地获得基材表面的未满0.4μm的算术平均粗糙度(ra)和/或未满2μm的最大高度粗糙度(rz)。
33、发明的效果
34、根据本发明,可提供如下的表面平滑化金属构件及其简便且有效率的制造方法:在钛或钛合金制的大型的金属构件的表面中平滑化至平坦部的最大高度粗糙度(rz)为1.1μm以下、且曲率半径为0.05mm~2.5mm的部分的最大高度粗糙度(rz)未满2μm的程度。另外,根据本发明,可提供如下的表面平滑化金属构件及其简便且有效率的制造方法:即便是大型的金属构件或具有开孔部或贯通孔的钛或钛合金制的金属构件,也平滑化至贯通孔或开孔部的内壁的最大高度粗糙度(rz)也未满2μm的程度。
本文地址:https://www.jishuxx.com/zhuanli/20241021/321624.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表