一种自动定心的防扭转稳定器装置的制作方法
- 国知局
- 2024-11-18 18:25:58
本发明涉及起重机,特别是一种自动定心的防扭转稳定器装置。
背景技术:
1、传统起重机在执行吊运任务时,往往依赖于人工操作进行挂钩与定位,这一过程不仅耗时费力,还极易因人为因素导致定位精度不高。在吊运过程中,由于缺乏有效的稳定机制,圆柱形的工件常会出现显著的摇晃和不受控的旋转,这不仅严重影响了工作效率,更埋下了安全隐患,如工件碰撞、掉落等风险,直接威胁到作业人员的安全与健康。此外,这种非自动化的作业方式显然与现代制造业追求的高效、精准、安全的生产理念相悖,极大地限制了生产效率的提升,不利于企业向自动化、智能化转型的进程。
2、特别是在那些对自动化智能化水平有着极高要求的生产环境中或是那些对吊运过程稳定性有着严苛标准的特定应用场景中,传统起重机的局限性更加凸显。因此,开发一种能够自动定心、精准控制,并有效抑制钢丝绳摇晃与工件旋转的稳定装置,成为了行业内的迫切需求。
技术实现思路
1、针对上述缺陷,本发明的目的在于提出一种自动定心的防扭转稳定器装置,用于解决吊运任务中,货物或者工件发生旋转,导致工作效率低下,安全风险高的问题。
2、为达此目的,本发明采用以下技术方案:一种自动定心的防扭转稳定器装置,包括:
3、底架,所述底架开设有供工件穿过的通孔;
4、夹紧组件,安装于所述底架,所述夹紧组件用于对工件进行夹紧;
5、所述工件侧面至少设置有一个复位凹槽;
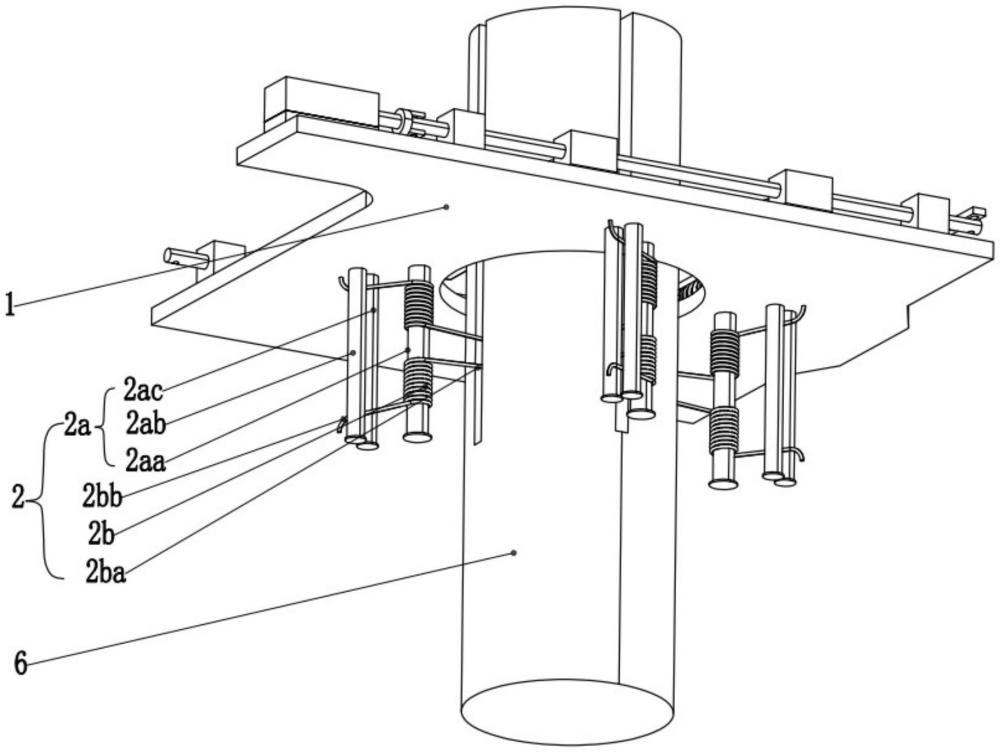
6、复位组件,安装于所述底架,所述复位组件数量与所述复位凹槽的数量一致,所述复位组件的一端置入所述复位凹槽内,当所述工件发生扭转时,所述复位组件将所述工件进行复位。
7、优选的,所述复位组件包括安装组件以及第一弹性组件;
8、所述安装组件安装于所述底架,所述第一弹性组件安装于所述安装组件上,且所述第一弹性组件的一段置入所述复位凹槽内。
9、优选的,所述第一弹性组件为扭转弹簧;
10、所述安装组件包括第一柱体、第二柱体以及第三柱体;
11、所述第二柱体与第三柱体相邻设置,所述第一柱体设置于第二柱体与工件之间;
12、所述扭转弹簧绕设于所述第一柱体的外圆周面,所述扭转弹簧伸出有第一扭臂与第二扭臂,所述第一扭臂置入所述复位凹槽内,所述第二扭臂置入所述第二柱体与第三柱体之间。
13、优选的,所述复位凹槽设置有四个,多个复位凹槽的环形阵列设置于所述工件的外圆周面;
14、所述复位凹槽的长度方向从所述工件的上端面向下端面方向延伸。
15、优选的,所述复位凹槽的深度与所述工件的直径长度比为1:3;
16、所述第一扭臂置入复位凹槽的长度大于所述复位凹槽的深度的1/2。
17、优选的,所述夹紧组件包括夹件以及动力组件;
18、所述动力组件用于带动所述夹件夹紧或则松开所述工件;
19、所述夹件设置有多个,所述夹件设置有夹紧弧面,多个夹件被驱动夹紧工件时,多个夹紧弧面围成内轮廓与所述工件的外轮廓相适配。
20、优选的,所述动力组件包括电机、丝杆座、丝杆以及滑块;
21、所述电机与丝杆座安装于所述底架;所述丝杆安装与两个丝杆座之间,两个所述滑块均安装于所述丝杆上;
22、所述夹件包括两个对立设置的第一夹件与两个对立设置的第二夹件;
23、所述第一夹件于所述夹紧弧面的两侧分别设置有第一卡合部,所述第二夹件于所述夹紧弧面的两侧分别设置有第二卡合部,所述第一卡合部与第二卡合部轮廓相互适配;
24、所述第一夹件于两端分别延伸出有连接段,两个相对的连接段之间连接有第二弹性组件;
25、所述连接段还开设有开孔;
26、所述丝杆设置有两根,两根丝杆分别设置于两个第一夹件的外侧;
27、两个丝杆上的滑块分别通过连杆穿过所述开孔连接于所述第二夹件端部;
28、所述第二卡合部设置有倾斜面,所述倾斜面的倾斜方向非垂直或平行于所述丝杆的运行方向。
29、优选的,当锁紧工件时,所述连杆抵于所述开孔的一端,且所述开孔的长度h1小于所述连杆的直径r1加上倾斜面的垂直长度h2。
30、优选的,还包括同步装置,所述同步装置用于连接两根丝杆。
31、上述技术方案中的一个技术方案具有如下优点或有益效果:本发明中设置有所述复位组件,所述复位组件设置于底架上。而且在工件上开设有复位凹槽,复位组件的一段置入所述复位凹槽内,当工件被影响发生扭转时,所述复位组件将力施加于所述复位凹槽的内壁,从而使得工件进行复位,保持原来的位姿。降低了钢丝绳摇晃程度,最终也降低了吊运时的风险。
技术特征:1.一种自动定心的防扭转稳定器装置,其特征在于,包括:
2.根据权利要求1所述的一种自动定心的防扭转稳定器装置,其特征在于,所述复位组件包括安装组件以及第一弹性组件;
3.根据权利要求2所述的一种自动定心的防扭转稳定器装置,其特征在于,所述第一弹性组件为扭转弹簧;
4.根据权利要求1所述的一种自动定心的防扭转稳定器装置,其特征在于,所述复位凹槽设置有四个,多个复位凹槽的环形阵列设置于所述工件的外圆周面;
5.根据权利要求3所述的一种自动定心的防扭转稳定器装置,其特征在于,所述复位凹槽的深度与所述工件的直径长度比为1:3;
6.根据权利要求3所述的一种自动定心的防扭转稳定器装置,其特征在于,所述夹紧组件包括夹件以及动力组件;
7.根据权利要求3所述的一种自动定心的防扭转稳定器装置,其特征在于,所述动力组件包括电机、丝杆座、丝杆以及滑块;
8.根据权利要求7所述的一种自动定心的防扭转稳定器装置,其特征在于,当锁紧工件时,所述连杆抵于所述开孔的一端,且所述开孔的长度h1小于所述连杆的直径r1加上倾斜面的垂直长度h2。
9.根据权利要求7所述的一种自动定心的防扭转稳定器装置,其特征在于,还包括同步装置,所述同步装置用于连接两根丝杆。
技术总结一种自动定心的防扭转稳定器装置,包括:底架,所述底架开设有供工件穿过的通孔;夹紧组件,安装于所述底架,所述夹紧组件用于对工件进行夹紧;所述工件侧面至少设置有一个复位凹槽;复位组件,安装于所述底架,所述复位组件数量与所述复位凹槽的数量一致,所述复位组件的一端置入所述复位凹槽内,当所述工件发生扭转时,所述复位组件将所述工件进行复位,本发明中设置有所述复位组件,所述复位组件设置于底架上。而且在工件上开设有复位凹槽,复位组件的一段置入所述复位凹槽内,当工件被影响发生扭转时,所述复位组件将力施加于所述复位凹槽的内壁,从而使得工件进行复位,保持原来的位姿。降低了钢丝绳摇晃程度,最终也降低了吊运时的风险。技术研发人员:陈帝油,翟永溪,邬浩均,邓泽庆受保护的技术使用者:广东永通起重机械股份有限公司技术研发日:技术公布日:2024/11/14本文地址:https://www.jishuxx.com/zhuanli/20241118/328720.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表