一种用于激光焊接无线耳机电池的定位焊接装置
- 国知局
- 2024-06-20 16:29:04
本发明涉及激光焊接,具体涉及一种用于激光焊接无线耳机电池的定位焊接装置。
背景技术:
1、激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。激光焊接是激光材料加工技术应用的重要方面之一。20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。由于其独特的优点,已成功应用于微、小型零件的精密焊接中,与传动焊接相比,激光焊接具有高精度、速度快、变形小、可焊接难熔材料等优点。
2、但针对一些产品,如无线耳机电池,由于电池焊接部位的零件较小,产品的空间小,焊接精度要求高,普通的焊接方法无法满足,针对此问题,本发明设计一种用于产品定位焊接的装置,来保证焊接的精度和准确度,同时还要保证焊接之后的拉力满足要求。
技术实现思路
1、本发明的目的在于提供一种激光焊接无线耳机电池的定位焊接装置,该装置能够保证焊后强度及焊接精度。
2、为实现上述目的,本发明所采用的技术方案如下:
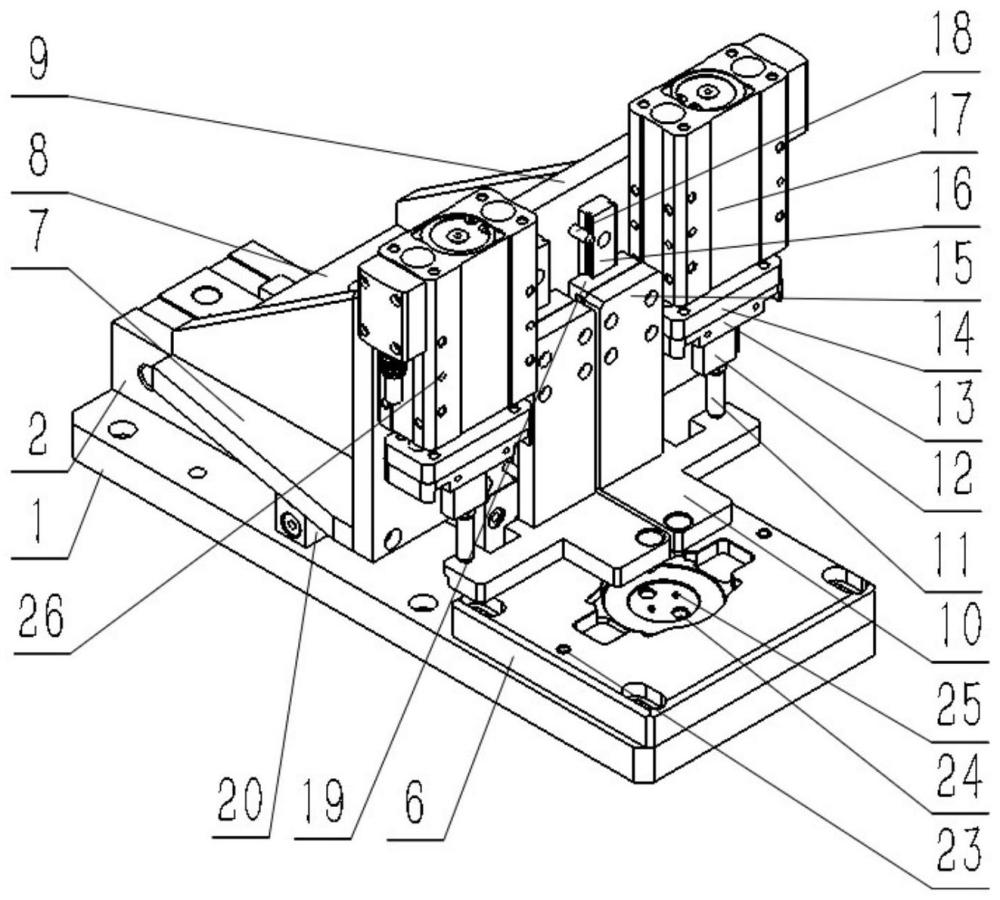
3、一种用于激光焊接无线耳机电池的定位焊接装置,该定位焊接装置包括气缸安装座、电缸机构、导向压板机构、产品定位焊接仿形夹具、定位气缸机构和治具底板;其中:所述气缸安装座固定在气缸转接板上,电缸机构与导向压板机构通过焊接压板和弹簧导向柱连接在一起,并通过销钉、螺钉固定在气缸安装座上,产品定位焊接仿形夹具和定位气缸机构则固定在治具底板上。
4、所述气缸安装座包括气缸安装座底板、三角形连接板和支撑板,所述支撑板垂直安装于气缸安装座底板的一侧,三角形连接板为两个,其为直角三角形结构,两个直角边分别垂直并固定于所述气缸安装座底板和支撑板上。
5、所述电缸机构包括电缸、电缸连接板、转接板、压力传感器和弹簧导向柱,电缸机构左右各设置一个。所述电缸机构中,电缸、电缸连接板、转接板与压力传感器由上至下依次连接,弹簧导向柱与压力传感器螺纹连接。
6、所述导向压板机构包括焊接压板、导向压板、滑轨、滑块和限位阻挡销钉,导向压板机构左右各设置一个;其中:所述滑块沿滑轨滑动,滑轨通过螺钉固定在支撑板上,限位阻挡销钉上下各一个,用于防止滑块滑过滑轨;导向压板固定在滑块上,导向压板底面与焊接压板相连;导向压板结构与电缸结构通过焊接压板10和弹簧导向柱相连。
7、所述定位气缸机构包括定位气缸、阻挡块、限位器固定块、限位器、气缸转接板和气缸连接板,其中:气缸连接板分别与气缸转接板、气缸通过螺钉连接,保证相互垂直;限位器固定于限位器固定块上;阻挡块固定在气缸转接板上,保证平行;限位器固定块则通过固定在定位气缸上,保证垂直;整个定位气缸机构固定在治具底板上,通过定位气缸的伸缩,实现产品的取放动作。
8、所述用于激光焊接无线耳机电池的定位焊接装置使用方法如下:
9、1)本发明中的气缸放气,气缸带动上部分焊接装置向左移动,留出放置产品的空间,将产品放在仿形夹具上。
10、2)按下启动按钮,气缸通气,向右移动到焊接位置,电缸向下压,当压到产品上,压力值达到要求,触发激光焊接设备出光进行焊接。
11、3)焊接完成之后,电缸部分向上移动,进而气缸放气向左移动,实现产品的完整装卡和焊接流程。
12、本发明的优点和有益效果如下:
13、本发明的激光焊接夹具,通过定位气缸机构的伸缩实现产品加工完成之后的取放功能,通过电缸机构和导向压板机构上下伸缩,保证产品焊接位置的准确,不会焊接到其他位置,不会损伤产品,同时压力感应器装置能有效控制好夹具压在产品上的压力,不会导致产品被压坏,各方面的有效控制,保证产品的焊接效果。
技术特征:1.一种用于激光焊接无线耳机电池的定位焊接装置,其特征在于:该定位焊接装置包括气缸安装座、电缸机构、导向压板机构、产品定位焊接仿形夹具、定位气缸机构和治具底板;其中:所述气缸安装座固定在气缸转接板上,电缸机构与导向压板机构通过焊接压板和弹簧导向柱连接在一起,并通过销钉、螺钉固定在气缸安装座上,产品定位焊接仿形夹具和定位气缸机构则固定在治具底板上。
2.根据权利要求1所述的用于激光焊接无线耳机电池的定位焊接装置,其特征在于:所述气缸安装座包括气缸安装座底板、三角形连接板和支撑板,所述支撑板垂直安装于气缸安装座底板的一侧,三角形连接板为两个,其为直角三角形结构,两个直角边分别垂直并固定于所述气缸安装座底板和支撑板上。
3.根据权利要求1所述的用于激光焊接无线耳机电池的定位焊接装置,其特征在于:所述电缸机构包括电缸、电缸连接板、转接板、压力传感器和弹簧导向柱,电缸机构左右各设置一个。
4.根据权利要求3所述的用于激光焊接无线耳机电池的定位焊接装置,其特征在于:所述电缸机构中,电缸、电缸连接板、转接板与压力传感器由上至下依次连接,弹簧导向柱与压力传感器螺纹连接。
5.根据权利要求1所述的用于激光焊接无线耳机电池的定位焊接装置,其特征在于:所述导向压板机构包括焊接压板、导向压板、滑轨、滑块和限位阻挡销钉,导向压板机构左右各设置一个;其中:所述滑块沿滑轨滑动,滑轨通过螺钉固定在支撑板上,限位阻挡销钉上下各一个,用于防止滑块滑过滑轨;导向压板固定在滑块上,导向压板底面与焊接压板相连;导向压板结构与电缸结构通过焊接压板10和弹簧导向柱相连。
6.根据权利要求1所述的用于激光焊接无线耳机电池的定位焊接装置,其特征在于:所述定位气缸机构包括定位气缸、阻挡块、限位器固定块、限位器、气缸转接板和气缸连接板,其中:气缸连接板分别与气缸转接板、气缸通过螺钉连接,保证相互垂直;限位器固定于限位器固定块上;阻挡块固定在气缸转接板上,保证平行;限位器固定块则通过固定在定位气缸上,保证垂直;整个定位气缸机构固定在治具底板上,通过定位气缸的伸缩,实现产品的取放动作。
7.根据权利要求1所述的用于激光焊接无线耳机电池的定位焊接装置,其特征在于:该装置使用方法如下:
技术总结本发明公开了一种用于激光焊接无线耳机电池的定位焊接装置,属于激光焊接技术领域。该定位焊接装置包括气缸安装座、电缸机构、导向压板机构、产品定位焊接仿形夹具、定位气缸机构和治具底板。所述气缸安装座通过螺钉和销钉固定在气缸转接板上,电缸机构与导向压板机构通过焊接压板和弹簧导向柱连接在一起,并通过销钉、螺钉固定在气缸安装座上,产品定位焊接仿形夹具和定位气缸机构则固定在治具底板上,形成一个精确的定位焊接夹具,通过压力感应器控制下压的压力大小,能保证产品的焊接准确性以及拉力要求。技术研发人员:舒坤,乔红超,韩岳旺,孙博宇,王宇迪受保护的技术使用者:中国科学院沈阳自动化研究所技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13606.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表