用于热冲压硅铝涂层板和裸板共同生产的方法与流程
- 国知局
- 2024-06-21 09:35:56
本发明涉及热冲压方法领域,具体涉及用于热冲压硅铝涂层板和裸板共同生产的方法。
背景技术:
1、热冲压是一种热加工技术,其原理是将金属材料在高温状态下进行塑性变形,以提高其成形性能。热加工可以减轻金属材料的弹性模量和硬度,因此可以减小成形力,使其更容易成形。热冲压技术在汽车、电子、航空、航天、仪器仪表等多个领域都得到了广泛的应用,例如,汽车零件、金属电容器、分子筛、航空指南针等。
2、目前热冲压的主要流程是:对目标金属板进行加热、于模具中冲压成型、冷却退火处理。因为不同材料、不同厚度的金属板对于热冲压加工工艺中参数的要求不同,所以,目前在一个加热设备中通常是单独对一种材料的金属板进行处理,例如对硅铝涂层板和铝板是分别单独进行处理的,但是,这样的操作存在生产效率非常低的问题。
技术实现思路
1、本发明意在提供一种用于热冲压硅铝涂层板和裸板共同生产的方法,以解决不同金属板分别生产时生产效率低的问题。
2、本方案中的用于热冲压硅铝涂层板和裸板共同生产的方法,包括以下步骤:
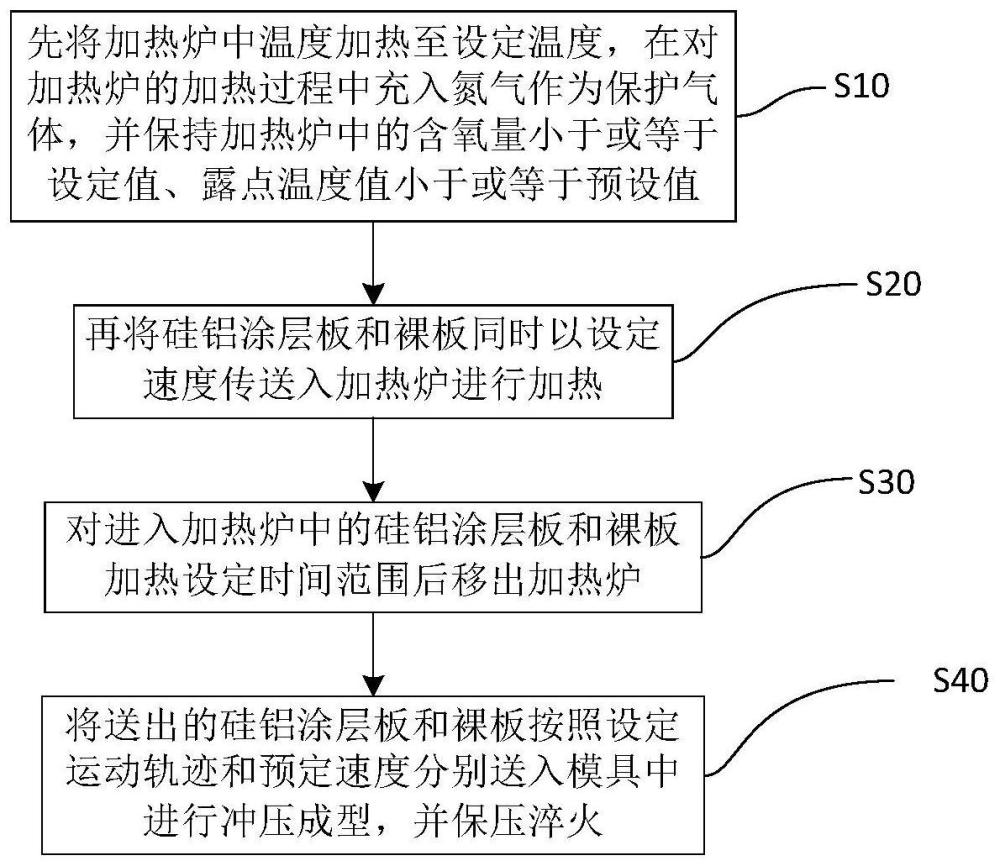
3、s10,先将加热炉中温度加热至设定温度,在对加热炉的加热过程中充入氮气作为保护气体,并将加热炉中的含氧量根据设定值、露点温度值根据预设值进行控制;
4、s20,再将硅铝涂层板和裸板同时以设定速度传送入加热炉进行加热;
5、s30,对进入加热炉中的硅铝涂层板和裸板加热设定时间范围后移出加热炉;
6、s40,将送出的硅铝涂层板和裸板按照设定运动轨迹和预定速度分别送入模具中进行冲压成型,并保压淬火。
7、本方案的有益效果是:
8、在热冲压的加热工序时,针对硅铝涂层板和裸板两种不同的目标混合进行加热加工处理,以控制加热炉中的含氧量和露点温度值,在达到提高硅铝涂层板的涂层附着性和结合牢固的前提下,降低裸板加热过程中的氧化程度,还能提高加工速度,改善加工生产的效率。
9、进一步,所述s10中,所述设定值小于或等于2%,所述预设值小于或等于-5℃。
10、有益效果是:对含氧量和露点温度值的设置限定,保证裸板不氧化的同时,让涂层板的涂层附着性更好。
11、进一步,所述s20中,在将硅铝涂层板和裸板传送入加热炉之前检测料片厚度,并根据硅铝涂层板和裸板的料片厚度计算设定时间范围,所述s20中的设定速度根据加热炉的长度和设定时间范围进行计算。
12、有益效果是:设定时间范围的加热,保证混合料片能够加热充分,还不会在加热过程中损坏混合料片。
13、进一步,所述设定时间范围的最小值以硅铝涂层板和裸板的厚度计算得到的最大为准,针对硅铝涂层板计算的最小值计算公式为涂层板料片厚度×100+60s,针对裸板计算的最小值计算公式为裸板料片厚度×100+20s,所述设定时间范围的最大值以硅铝涂层板和裸板的厚度计算得到的最小为准,针对涂层板计算的最大值计算公式为涂层板料片厚度×100+600s,针对裸板计算的最大值计算公式为裸板料片厚度×100+1200s。
14、有益效果是:由于硅铝涂层板和裸板共同在加热炉内加热时,部分区域的堆叠、不同厚度的硅铝涂层板和裸板原因会引起加热炉内料片的厚度分布不均,通过对加热的设定时间范围进行计算,能够在保证厚度不均的料片加热足够的同时,避免部分料片被加热太长时间引起异常。
15、进一步,所述s20中,所述硅铝涂层板和裸板的厚度为0.8-4.0mm。
16、有益效果是:以较薄的金属板进行共同加工生产,在保证金属板加工后品质的同时,提高生产效率。
17、进一步,所述s40中,所述设定运动轨迹为加热炉送出方向两侧的0°或90°方向处的轨迹。
18、有益效果是:将共同加热后的硅铝涂层板和裸板分别朝两侧进行传送,分别进行后续的加工,提高加工效率。
19、进一步,所述s10中,所述设定温度为700~1000℃,所述设定温度的误差范围为±10℃。
20、有益效果是:加热温度和传送混合料片的速度限定,能够保证两种金属板加工时的效果和品质。
21、进一步,所述s10中,实时检测露点温度值,并判断露点温度值是否满足小于或等于预设值的条件,若不满足,则控制加热炉上多个喷口同时充入氮气。
22、有益效果是:在加热过程中,实时监测露点温度,并根据露点温度补充氮气,避免加热炉内产生水蒸气引起裸板氧化。
技术特征:1.用于热冲压硅铝涂层板和裸板共同生产的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的用于热冲压硅铝涂层板和裸板共同生产的方法,其特征在于:所述s10中,所述设定值小于或等于2%,所述预设值小于或等于-5℃。
3.根据权利要求1所述的用于热冲压硅铝涂层板和裸板共同生产的方法,其特征在于:所述s20中,在将硅铝涂层板和裸板传送入加热炉之前检测料片厚度,并根据硅铝涂层板和裸板的料片厚度计算设定时间范围,所述s20中的设定速度根据加热炉的长度和设定时间范围进行计算。
4.根据权利要求3所述的用于热冲压硅铝涂层板和裸板共同生产的方法,其特征在于:所述设定时间范围的最小值以硅铝涂层板和裸板的厚度计算得到的最大为准,针对硅铝涂层板计算的最小值计算公式为涂层板料片厚度×100+60s,针对裸板计算的最小值计算公式为裸板料片厚度×100+20s,所述设定时间范围的最大值以硅铝涂层板和裸板的厚度计算得到的最小为准,针对涂层板计算的最大值计算公式为涂层板料片厚度×100+600s,针对裸板计算的最大值计算公式为裸板料片厚度×100+1200s。
5.根据权利要求1所述的用于热冲压硅铝涂层板和裸板共同生产的方法,其特征在于:所述s20中,所述硅铝涂层板和裸板的厚度为0.8-4.0mm。
6.根据权利要求1所述的用于热冲压硅铝涂层板和裸板共同生产的方法,其特征在于:所述s40中,所述设定运动轨迹为加热炉送出方向0°或90°方向处的轨迹。
7.根据权利要求1所述的用于热冲压硅铝涂层板和裸板共同生产的方法,其特征在于:所述s10中,所述设定温度为700~1000℃,所述设定温度的误差范围为±10℃。
8.根据权利要求1所述的用于热冲压硅铝涂层板和裸板共同生产的方法,其特征在于:
技术总结本发明涉及热冲压方法领域,具体涉及用于热冲压硅铝涂层板和裸板共同生产的方法,包括:S10,先将加热炉中温度加热至设定温度,在对加热炉的加热过程中充入氮气作为保护气体,并将加热炉中的含氧量根据设定值、露点温度值根据预设值进行控制;S20,再将硅铝涂层板和裸板同时以设定速度传送入加热炉进行加热;S30,对进入加热炉中的硅铝涂层板和裸板加热设定时间范围后移出加热炉;S40,将送出的硅铝涂层板和裸板按照设定运动轨迹和预定速度分别送入模具中进行冲压成型,并保压淬火。本发明将两种金属板一起生产,在达到提高硅铝涂层板的涂层附着性和结合牢固的前提下,降低裸板加热过程中的氧化程度,还能提高加工速度,改善加工生产的效率。技术研发人员:胡剑,王潇,高见受保护的技术使用者:重庆至信实业股份有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15171.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表