连铸机的生产控制方法、装置及设备与流程
- 国知局
- 2024-06-20 15:12:05
本发明属于钢铁冶金,尤其涉及一种连铸机的生产控制方法、装置及设备。
背景技术:
1、结晶器作为连铸机的心脏,其性能以及状态对连铸工序的生产稳定性影响较大。结晶器在日常使用过程中,容易发生漏钢和粘结等事故,导致连铸机的生产稳定性降低,最终增加企业成本,降低企业竞争力。所以,连铸机的生产稳定性低是亟待解决的技术问题。
技术实现思路
1、本发明实施例提供了一种连铸机的生产控制方法、装置及设备,解决了连铸机的生产稳定性低的技术问题。
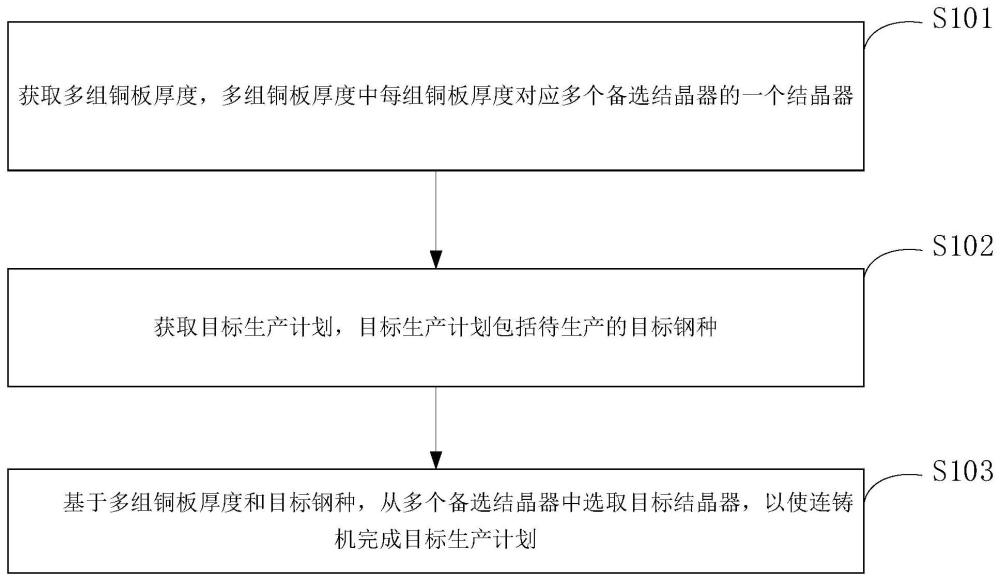
2、第一方面,本发明实施例提供了一种连铸机的生产控制方法,连铸机包括多个备选结晶器,所述方法包括:获取多组铜板厚度,所述多组铜板厚度中每组铜板厚度对应所述多个备选结晶器的一个结晶器;获取目标生产计划,所述目标生产计划包括待生产的目标钢种;基于所述多组铜板厚度和所述目标钢种,从所述多个备选结晶器中选取目标结晶器,以使所述连铸机完成所述目标生产计划。
3、结合本发明的第一方面,在一些实施方式下,所述获取多组铜板厚度,包括:依次将所述多个备选结晶器,作为目标备选结晶器;获取所述目标备选结晶器中多个铜板的厚度,以得到一组铜板厚度;基于所述多个备选结晶器中每个备选结晶器的一组铜板厚度,得到所述多组铜板厚度。
4、结合本发明的第一方面,在一些实施方式下,所述获取所述目标备选结晶器中多个铜板的厚度,以得到一组铜板厚度,包括:获取所述目标备选结晶器中第一宽面铜板的厚度、第二宽面铜板的厚度、第一窄面铜板的厚度以及第二窄面铜板的厚度,以得到所述一组铜板厚度。
5、结合本发明的第一方面,在一些实施方式下,所述获取目标生产计划,包括:获取预设周期内的多个生产订单;至少根据所述多个生产订单中每个生产订单的待生产钢种,将所述多个生产订单划分得到多个生产计划;基于所述多个生产计划,得到所述目标生产计划。
6、结合本发明的第一方面,在一些实施方式下,所述至少根据所述多个生产订单中每个生产订单的待生产钢种,将所述多个生产订单划分得到多个生产计划,包括:根据所述多个生产订单中每个生产订单的待生产钢种和订单交付时间,将所述多个生产订单划分得到多个生产计划。
7、结合本发明的第一方面,在一些实施方式下,所述基于所述多个生产计划,得到所述目标生产计划,包括:将所述多个生产计划中的一个生产计划,作为所述目标生产计划。
8、结合本发明的第一方面,在一些实施方式下,所述基于所述多组铜板厚度和所述目标钢种,从所述多个备选结晶器中选取目标结晶器,包括:如果所述目标钢种为低碳钢,并且所述多组铜板厚度的第一组铜板厚度中每个铜板厚度均处于第一厚度范围,将所述第一组铜板厚度对应的结晶器作为所述目标结晶器;如果所述目标钢种为包晶钢,并且所述多组铜板厚度的第二组铜板厚度中每个铜板厚度均处于第二厚度范围,将所述第二组铜板厚度对应的结晶器作为所述目标结晶器,所述第二厚度范围的下限值大于所述第一厚度范围的下限值;如果所述目标钢种为中碳钢,并且所述多组铜板厚度的第三组铜板厚度中每个铜板厚度均处于第三厚度范围,将所述第三组铜板厚度对应的结晶器作为所述目标结晶器,所述第二厚度范围的下限值大于所述第三厚度范围的下限值;如果所述目标钢种为高碳钢,并且所述多组铜板厚度的第四组铜板厚度中每个铜板厚度均处于第四厚度范围,将所述第四组铜板厚度对应的结晶器作为所述目标结晶器,所述第四厚度范围的下限值大于所述第一厚度范围的下限值;如果所述目标钢种为低碳合金钢,并且所述多组铜板厚度的第五组铜板厚度中每个铜板厚度均处于第五厚度范围,将所述第五组铜板厚度对应的结晶器作为所述目标结晶器,所述第五厚度范围的上限值小于所述第四厚度范围的下限值。
9、结合本发明的第一方面,在一些实施方式下,所述第一厚度范围包括39~45mm,所述第二厚度范围包括43~45mm,所述第三厚度范围包括42~45mm,所述第四厚度范围包括43~45mm,所述第五厚度范围包括39~42mm。
10、第二方面,本发明实施例提供了一种连铸机的生产控制装置,连铸机包括多个备选结晶器,所述装置包括:厚度获取单元,用于获取多组铜板厚度,所述多组铜板厚度中每组铜板厚度对应所述多个备选结晶器的一个结晶器;计划获取单元,用于获取目标生产计划,所述目标生产计划包括待生产的目标钢种;选取单元,用于基于所述多组铜板厚度和所述目标钢种,从所述多个备选结晶器中选取目标结晶器,以使所述连铸机完成所述目标生产计划。
11、第三方面,本发明实施例提供了一种电子设备,包括:存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现第一方面中任一项所述方法。
12、本发明实施例提供的一个或者多个技术方案,至少实现了如下技术效果或者优点:
13、本发明实施例通过获取多组铜板厚度,多组铜板厚度中每组铜板厚度对应多个备选结晶器的一个结晶器;获取目标生产计划,目标生产计划包括待生产的目标钢种;基于多组铜板厚度和目标钢种,从多个备选结晶器中选取目标结晶器,以使连铸机完成目标生产计划。需要说明的是,结晶器的铜板厚度越薄,其对应的冷却能力越强。由于不同的待生产钢种的物质组成区别,其需求的冷却强度存在区别,即需求的结晶器铜板的冷却能力存在区别,为目标钢种选取合适的铜板厚度的结晶器,才能够提高目标钢种的初生坯壳均匀性,避免漏钢和粘结等事故。所以,提高了连铸机的生产稳定性。
技术特征:1.一种连铸机的生产控制方法,其特征在于,连铸机包括多个备选结晶器,所述方法包括:
2.根据权利要求1所述的连铸机的生产控制方法,其特征在于,所述获取多组铜板厚度,包括:
3.根据权利要求2所述的连铸机的生产控制方法,其特征在于,所述获取所述目标备选结晶器中多个铜板的厚度,以得到一组铜板厚度,包括:
4.根据权利要求1所述的连铸机的生产控制方法,其特征在于,所述获取目标生产计划,包括:
5.根据权利要求4所述的连铸机的生产控制方法,其特征在于,所述至少根据所述多个生产订单中每个生产订单的待生产钢种,将所述多个生产订单划分得到多个生产计划,包括:
6.根据权利要求4所述的连铸机的生产控制方法,其特征在于,所述基于所述多个生产计划,得到所述目标生产计划,包括:
7.根据权利要求1所述的连铸机的生产控制方法,其特征在于,所述基于所述多组铜板厚度和所述目标钢种,从所述多个备选结晶器中选取目标结晶器,包括:
8.根据权利要求7所述的连铸机的生产控制方法,其特征在于,
9.一种连铸机的生产控制装置,其特征在于,连铸机包括多个备选结晶器,所述装置包括:
10.一种电子设备,其特征在于,包括:存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现权利要求1-8中任一项所述方法。
技术总结本发明公开了一种连铸机的生产控制方法、装置及设备,连铸机包括多个备选结晶器,该方法包括:获取多组铜板厚度,多组铜板厚度中每组铜板厚度对应多个备选结晶器的一个结晶器;获取目标生产计划,目标生产计划包括待生产的目标钢种;基于多组铜板厚度和目标钢种,从多个备选结晶器中选取目标结晶器,以使连铸机完成目标生产计划。通过本发明解决了连铸机的生产稳定性低的技术问题。技术研发人员:吉猛,武宝文,马硕,张弛,王皓,王胜东,王赵然,张建华,陈汇丰,王保生,李继新,胡显堂受保护的技术使用者:首钢京唐钢铁联合有限责任公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11663.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。