行李箱地毯及其拉带的制作方法
- 国知局
- 2024-08-02 16:42:12
本技术涉及汽车配件,特别是一种行李箱地毯及其拉带。
背景技术:
1、在现有技术中,针对各类乘用汽车中备胎舱的布置,为实现遮盖隔离备胎舱与承载行李物品的功能,通常在汽车行李箱内设置备胎存放舱,并在舱口配置行李箱地毯。该行李箱地毯起到车身装饰、隔音降噪、承压抗载的作用。
2、目前,行李箱地毯多采用中密度板胶复合冲裁、pp木粉板热压成型或pp-gf复合物热成型等工艺制作,这类地毯存在重量大、外观差、隔音效果不佳、承载能力有限的缺点。另外,为使拉带不用时可粘接在地毯上,需要在拉带上设置粘扣结构,但长期使用粘扣粘接会损坏地毯表面,使用也不太方便。
技术实现思路
1、为了解决上述问题,本实用新型提供了一种免了粘扣对地毯表面造成的损伤,使用更为方便的行李箱地毯及其拉带。
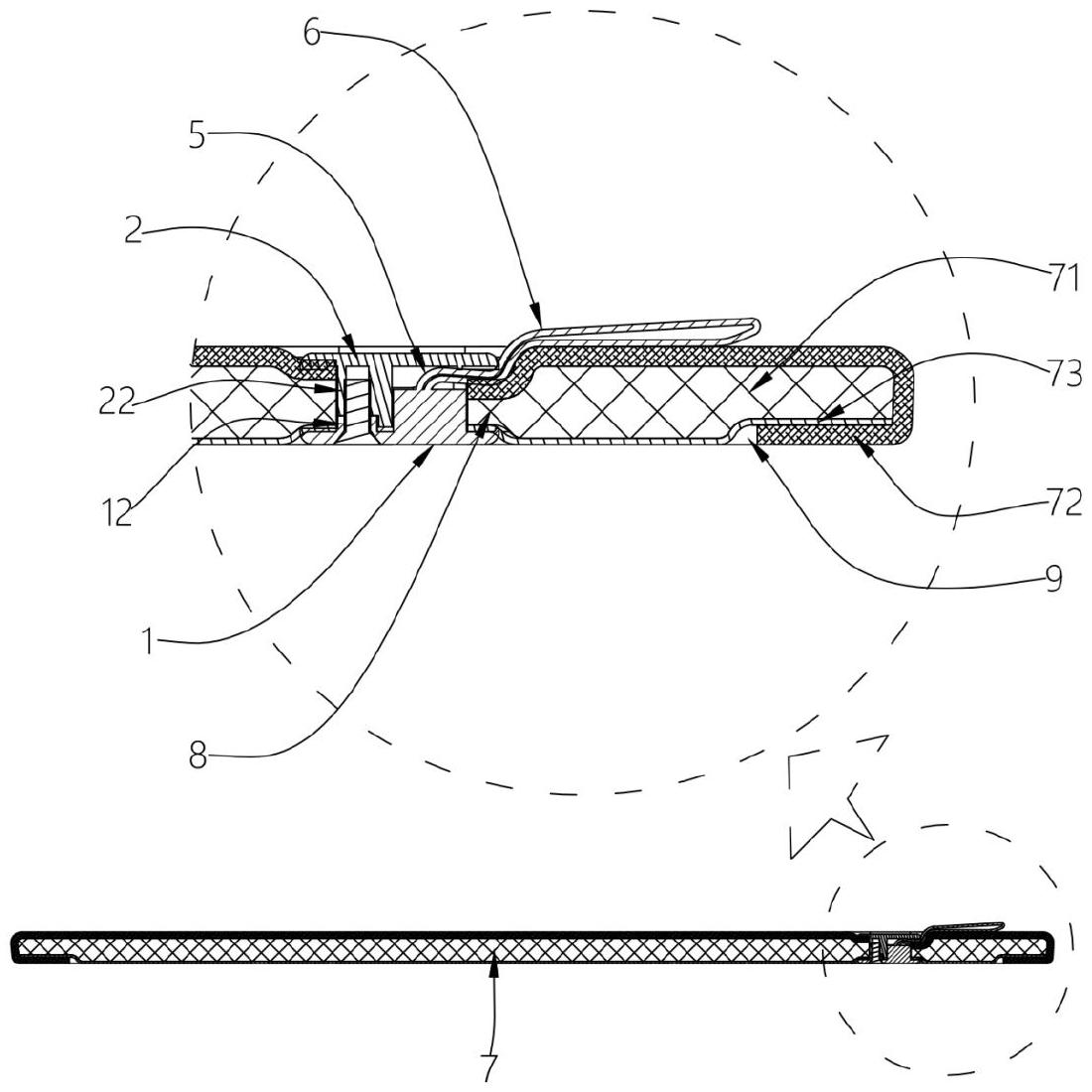
2、为了达到上述目的,一方面,本实用新型提供一种拉带,包括固接座和拉带本体,所述固接座包括底座和上盖,所述底座的顶面中部设置有卡块,所述上盖的底面中部向下延伸形成有与卡块相配合的槽部,所述底座和上盖通过卡块和槽部卡接配合并在两者之间形成有固压空间;所述槽部侧壁开设有供拉带本体穿过的开口,所述拉带本体包括过渡段和本体段,所述过渡段一端与嵌入卡块注塑为一体,另一端自开口穿出越过固压空间向外延伸形成所述本体段。
3、为了增强连接的稳定,所述上盖的底面设置有多个螺接柱,多个螺接柱位于压固空间内并沿槽部周向间隔布设,所述底座上设有与各个螺接柱相配合的螺孔。
4、为了平整外观,所述螺孔为沉头螺孔。
5、为了外观更加圆润、流畅和美观,所述底座和上盖外侧边缘皆倒圆角。
6、为了耐用、轻便、可靠,所述拉带本体采用尼龙材料制成,宽度为40-50毫米。
7、另一方面,本实用新型还提供一种行李箱地毯,包括地毯本体,所述地毯本体上开设有上述方案中所述拉带相适配的安装槽,所述安装槽内壁向内延伸形成有下沉部;所述底座和上盖卡接固定时,所述下沉部固压于所述固压空间内,且下沉部相对地毯本体表面的下沉距离大于所述底座及上盖的厚度。
8、为了增强地毯的整体美观性和舒适度,所述地毯本体包括phc本体层、正面装饰层和背面装饰层,所述phc本体层采用塑料蜂窝板或纸蜂窝板两面混合喷涂可发泡树脂及短切玻纤热压制成,所述背面装饰层为粘接于phc本体层背面的无纺布,所述正面装饰层为粘接于phc本体层正面的簇绒面料,且正面装饰层的边缘至少向下包覆所述背面装饰层的部分边缘。
9、为了防止层间剥离,所述phc本体层背面被正面装饰层包覆部分呈内凹结构,所述正面装饰层包覆背面装饰层的部分位于内凹结构内,且正面装饰层位于内凹结构内部分的表面与背面装饰层未被正面装饰层包覆部分齐平。
10、为了保持材料稳定性,制备phc本体层采用的蜂窝纸板含水率≤16%,玻璃纤维含水率≤0.2%。
11、为了保证成型质量,所述phc本体层热压成型工艺参数为:模合压力为315t,保压60±5s,排气时间4±2s,热成型温度130±5℃。
12、本实用新型所设计的行李箱地毯及其拉带,通过热压成型工艺制作轻量化地毯,不仅具有质轻、外观效果好、隔音降噪性能优异的优点,还可以提高地毯的承载能力,且与之配套的机械卡扣式拉带,避免了粘扣对地毯表面造成的损伤,使用更为方便。
技术特征:1.一种拉带,包括固接座和拉带本体,其特征是,所述固接座包括底座(1)和上盖(2),所述底座(1)的顶面中部设置有卡块(11),所述上盖(2)的底面中部向下延伸形成有与卡块(11)相配合的槽部(21),所述底座(1)和上盖(2)通过卡块(11)和槽部(21)卡接配合并在两者之间形成有固压空间(3);所述槽部(21)侧壁开设有供拉带本体穿过的开口(4),所述拉带本体包括过渡段(5)和本体段(6),所述过渡段(5)一端与嵌入卡块(11)注塑为一体,另一端自开口(4)穿出越过固压空间(3)向外延伸形成所述本体段(6)。
2.根据权利要求1所述的拉带,其特征是,所述上盖(2)的底面设置有多个螺接柱(22),多个螺接柱(22)位于压固空间内并沿槽部(21)周向间隔布设,所述底座(1)上设有与各个螺接柱(22)相配合的螺孔(12)。
3.根据权利要求2所述的拉带,其特征是,所述螺孔(12)为沉头螺孔。
4.根据权利要求1所述的拉带,其特征是,所述底座(1)和上盖(2)外侧边缘皆倒圆角。
5.根据权利要求1所述的拉带,其特征是,所述拉带本体采用尼龙材料制成,宽度为40-50毫米。
6.一种行李箱地毯,包括地毯本体(7),其特征是,所述地毯本体(7)上开设有与权利要求1-5中任意一项所述拉带相适配的安装槽,所述安装槽内壁向内延伸形成有下沉部(8);所述底座(1)和上盖(2)卡接固定时,所述下沉部(8)固压于所述固压空间(3)内,且下沉部(8)相对地毯本体(7)表面的下沉距离大于所述底座(1)及上盖(2)的厚度。
7.根据权利要求6所述的行李箱地毯,其特征是,所述地毯本体(7)包括phc本体层(71)、正面装饰层(72)和背面装饰层(73),所述phc本体层(71)采用塑料蜂窝板或蜂窝纸板两面混合喷涂可发泡树脂及短切玻纤热压制成,所述背面装饰层(73)为粘接于phc本体层(71)背面的无纺布,所述正面装饰层(72)为粘接于phc本体层(71)正面的簇绒面料,且正面装饰层(72)的边缘至少向下包覆所述背面装饰层(73)的部分边缘。
8.根据权利要求7所述的行李箱地毯,其特征是,所述phc本体层(71)背面被正面装饰层(72)包覆部分呈内凹结构(9),所述正面装饰层(72)包覆背面装饰层(73)的部分位于内凹结构(9)内,且正面装饰层(72)位于内凹结构(9)内部分的表面与背面装饰层(73)未被正面装饰层(72)包覆部分齐平。
9.根据权利要求7所述的行李箱地毯,其特征是,制备phc本体层(71)采用的蜂窝纸板含水率≤16%,玻璃纤维含水率≤0.2%。
10.根据权利要求9所述的行李箱地毯,其特征是,所述phc本体层(71)热压成型工艺参数为:模合压力为315t,保压60±5s,排气时间4±2s,热成型温度130±5℃。
技术总结本技术涉及一种行李箱地毯及其拉带,其中拉带包括固接座和拉带本体,固接座包括底座和上盖,底座的顶面中部设置有卡块,上盖的底面中部向下延伸形成有与卡块相配合的槽部,底座和上盖通过卡块和槽部卡接配合并在两者之间形成有固压空间;槽部侧壁开设有供拉带本体穿过的开口,拉带本体包括过渡段和本体段,过渡段一端与嵌入卡块注塑为一体,另一端自开口穿出越过固压空间向外延伸形成本体段。本技术所设计的行李箱地毯及其拉带,通过热压成型工艺制作轻量化地毯,不仅具有质轻、外观效果好、隔音降噪性能优异的优点,还可以提高地毯的承载能力,且与之配套的机械卡扣式拉带,避免了粘扣对地毯表面造成的损伤,使用更为方便。技术研发人员:戴初发,张艳辉,毛小柯,林丽君,陈豪勇,夏淑梅受保护的技术使用者:宁波市阳光汽车配件有限公司技术研发日:20240109技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240718/252075.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表