用于制造管的设备和方法与流程
- 国知局
- 2024-08-01 03:14:11
本公开涉及一种用于制造其中形成有波纹的管的设备和方法。
背景技术:
1、通常,在诸如半导体制造、空调系统等各种领域中,可以提供流体流动管线,例如气体等流动通过的流动管、气体等被供应通过的供应管、气体等被排放通过的排气管等。流体流动管线可以被构造为连接多个连接管。例如,在应用于半导体制造工艺的排气装置中,柔性管,例如波纹管,可以根据需要自由地设置在有限的空间中以具有适当的位置,以便处理气体或实现平稳流动。可以使用各种类型的成型机构来制造这种柔性管。
2、例如,在韩国专利注册no.10-1471325中,通过使用模具进行成型来制造柔性矩形管连接器,该模具包括:型芯组件,该型芯组件包括:在平行于纵向方向的方向上延伸的正方形条状中心型芯,围绕中心型芯的四个角、平行于纵向方向的角型芯,被布置成使得其一个表面分别与中心型芯的上表面和下表面接触的上型芯和下型芯,以及一对侧型芯,该一对侧型芯被布置成使得其一个表面分别与中心型芯的两个侧表面接触;一对外模具,型芯组件容纳在该外模具中;第一端模具,该第一端模具覆盖一对外模具的一侧并且具有型芯插入孔,型芯组件穿过该型芯插入孔;以及第二端模具,该第二端模具覆盖一对外模具的另一侧以制备柔性管连接器。在该模具中,作为型芯组件被分为九(9)个部分的结构,当柔性管连接器被移除时,外模具可以被分离,型芯组件的中心型芯可以从模具中移除,并且型芯组件的上型芯、下型芯、一对侧型芯和角型芯可以由操作者依次手动拆卸,以移除柔性管连接器,而且还需要进行繁琐的重新装配工作,为以后的工艺做准备。由于这个原因,可能存在这样的问题,即拆卸和组装模具需要大量的工作时间段,并且拆卸柔性管连接器的可操作性低。
技术实现思路
1、本公开旨在解决上述问题,本公开的目的是提供一种用于制造管的设备和方法,该设备和方法缩短了工作时间段并提高了移除波纹管的可操作性。
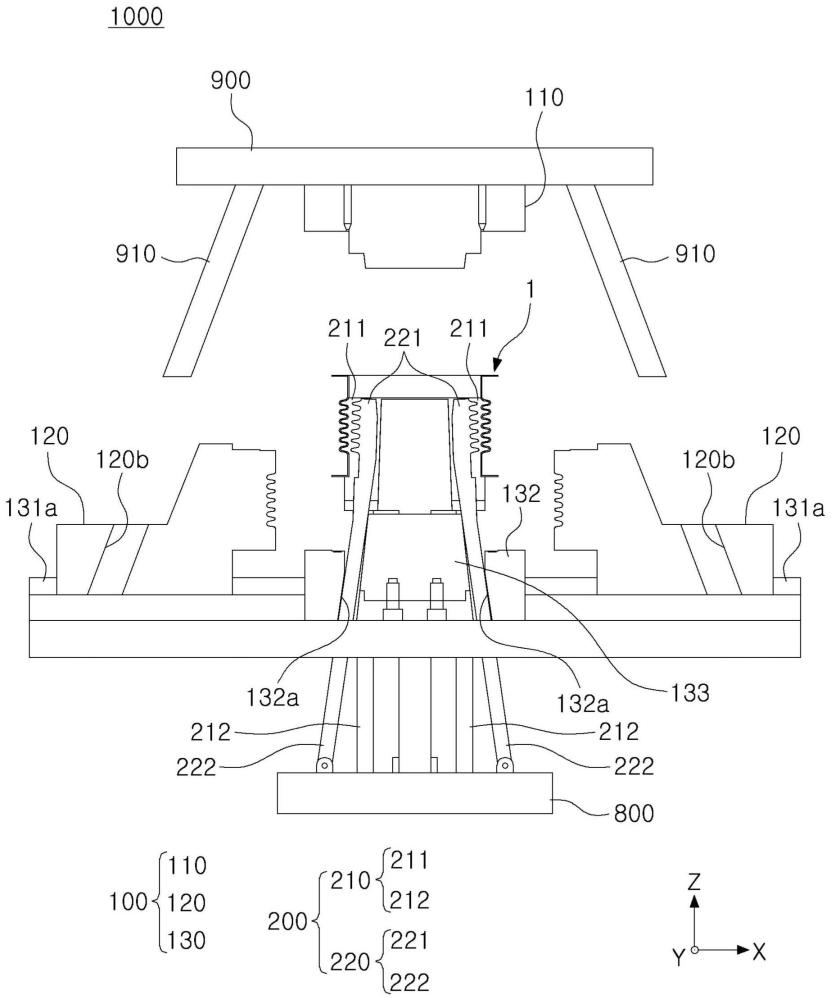
2、根据本公开的一个方面,一种用于制造管的设备,该设备包括:具有与所述管的外部形状相对应的内表面的模具部分和具有与所述管的内部形状相对应的外表面的型芯部分,其中,所述模具部分包括上模具、多个侧模具和下模具,并且所述型芯部分包括与所述管的内角相对应的多个角型芯以及设置在所述多个角型芯之间并与所述管的内侧表面相对应的多个侧型芯,其中,所述下模具被支撑成使所述多个侧模具移动,被安装成使所述多个侧型芯滑动,并且被构造为沿第一方向移动以使所述多个侧模具和所述多个侧型芯沿垂直于所述第一方向的第二方向移动。
3、本公开还可以包括在所述第一方向上与所述模具部分和所述型芯部分间隔开的基部构件,其中,所述多个侧型芯中的每个侧型芯都可以包括:侧头,所述侧头对应于所述管的内侧表面;和头延伸杆,所述头延伸杆从所述侧头沿所述第一方向延伸并且铰接到所述基部构件以沿所述第二方向旋转和移动。
4、下模具可以包括:支撑件,所述支撑件沿所述第一方向移动,并且被安装成使所述多个侧模具沿所述第二方向移动;支撑模具,所述支撑模具安装在所述支撑件上并且具有多个通孔,所述多个侧型芯的多个所述头延伸杆穿过并滑动通过所述通孔;以及型芯支撑构件,所述型芯支撑构件安装在所述支撑模具上并支撑所述多个侧型芯的内侧表面。
5、所述多个通孔可以形成为朝着所述上模具向内倾斜。
6、所述多个侧型芯中的每个侧型芯的侧头可以朝着所述上模具形成得更厚。
7、所述型芯支撑构件可以形成为朝着所述上模具呈锥形。
8、导轨可以安装在所述支撑件上,并且与所述导轨相对应的导槽可以形成在所述多个侧模具中的每个侧模具上,以使所述多个侧模具中的每个侧模具沿着所述导轨滑动。
9、本公开还可以包括沿所述第一方向移动并具有安装在其上的上模具的顶部构件,其中,朝着所述多个侧模具向外倾斜的多个倾斜杆可以形成在所述顶部构件上,在所述多个侧模具中的每个侧模具上可以形成有多个倾斜孔,所述多个倾斜杆穿过并滑动通过所述倾斜孔,并且所述多个倾斜孔可以形成为倾斜的以对应于所述多个倾斜杆。
10、所述多个角型芯中的每个角型芯可以包括:角头,所述角头对应于所述管的内角;和头柱,所述头柱沿所述第一方向能够拆卸地安装在所述角头上并固定到所述基部构件。
11、模具波纹表面可以形成在所述多个侧模具上,以对应于所述管的波纹,并且型芯波纹表面可以分别形成在所述多个角型芯和所述多个侧型芯上。
12、根据本公开的一个方面,一种用于制造管的设备,包括:具有与所述管的外部形状相对应的内表面的上模具、侧模具和下模具,与所述管的内角相对应的多个角型芯、设置在所述多个角型芯之间并与所述管的内侧表面相对应的多个侧型芯、以及在第一方向上与所述下模具间隔开的基部构件,其中,所述多个侧型芯中的每个侧型芯都包括:与所述管的所述内侧表面相对应的侧头,以及从所述侧头沿所述第一方向延伸并铰接到所述基部构件的头延伸杆,所述下模具包括:支撑件,所述支撑件被安装成沿所述第一方向移动并且使所述侧模具沿垂直于所述第一方向的第二方向移动;支撑模具,所述支撑模具安装在所述支撑件上并且具有多个通孔,所述多个侧型芯的多个头延伸杆穿过并滑动通过所述通孔;和型芯支撑构件,所述型芯支撑构件安装在所述支撑模具上并能够滑动地支撑所述多个侧型芯的内侧表面,其中,所述多个通孔形成为朝着所述上模具向内倾斜,并且所述侧型芯的所述侧头的一部分形成为朝着所述上模具更厚。
13、根据本公开的一个方面,一种用于制造管的方法,包括:组装操作,所述组装操作组装模具部分和型芯部分,所述模具部分包括具有与所述管的外部形状相对应的内表面的上模具、侧模具和下模具,所述型芯部分包括与所述管的内角相对应的多个角型芯、设置在所述多个角型芯之间并与所述管的内侧表面相对应的多个侧型芯;
14、成型操作,所述成型操作通过将材料注入到所述模具部分和所述型芯部分之间来使所述管成型;以及
15、拆卸操作,所述拆卸操作使所述下模具沿第一方向移动,以在垂直于所述第一方向的第二方向上将所述上模具和所述多个角型芯与所述管分离,并且将所述侧模具和所述多个侧型芯与所述管分离。
16、所述拆卸操作可以包括:下模具移动操作,所述下模具移动操作使所述下模具沿所述第一方向移动,使铰接到基部构件的所述多个侧型芯沿所述第二方向旋转和移动,并且使所述侧模具沿所述第二方向移动;上模具移动操作,所述上模具移动操作使所述上模具沿所述第一方向移动;和角型芯移动操作,所述角型芯移动操作在所述下模具移动操作之后进行并且使所述多个角型芯沿所述第一方向移动。
17、所述下模具可以包括:支撑件,所述支撑件被安装成沿所述第一方向移动并且使所述侧模具沿所述第二方向移动;支撑模具,该支撑模具安装在所述支撑件上并且具有多个通孔,所述多个侧型芯穿过并滑动通过所述通孔;以及型芯支撑构件,所述型芯支撑构件安装在所述支撑模具上并能够滑动地支撑所述多个侧型芯的内侧表面,其中,所述多个通孔形成为朝着所述上模具向内倾斜,并且在所述下模具移动操作中,通过所述支撑件沿所述第一方向的移动,所述支撑模具和所述型芯支撑构件沿所述第一方向移动,使得所述多个侧型芯被推压抵靠在所述多个通孔的倾斜的内表面上,以沿所述第二方向旋转和移动。
18、朝着所述侧模具向外倾斜的多个倾斜杆可以形成在安装有所述上模具的顶部构件上,所述侧模具上可以形成有多个倾斜孔,所述多个倾斜杆穿过并滑动通过所述倾斜孔,并且所述多个倾斜孔形成为倾斜的以对应于所述多个倾斜杆,并且在所述下模具移动操作中,通过所述支撑件沿所述第一方向的移动,所述多个倾斜孔的内表面可以被推压抵靠在所述多个倾斜杆的外表面上,以沿所述第二方向移动。
本文地址:https://www.jishuxx.com/zhuanli/20240723/212103.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表