模制零件的电磁焊接方法与流程
- 国知局
- 2024-08-01 03:45:20
本发明涉及一种通过电磁焊接连接第一模制零件和第二模制零件的表面的方法。第一模制零件在其外表面处设置有第一雷击防护(lightning strike protection,lsp)材料。本发明还涉及第一模制零件和第二模制零件的组件,第一模制零件在其外表面处设置有第一雷击防护(lsp)材料,第一模制零件的表面和第二模制零件的表面通过电磁焊接连接。第一模制零件可包括飞行器的蒙皮面板,所述第二模制零件可包括用于支撑蒙皮面板的加强筋、肋或其他结构元件。进一步地,模制零件的电磁焊接可包括点焊,点焊通过提供在交流电压下产生电磁场的固定电感器而在焊接的一个点处产生不连续的焊接。本发明方法还可以涉及沿着焊接轨迹在模制零件上移动电感器以将模制零件焊接在一起的连续焊接。
背景技术:
1、存在用于接合模制零件(例如纤维增强热塑性或热固性复合零件)的多种技术。机械紧固和粘接传统上用于接合模制零件的两个接触表面。然而,机械紧固和粘接似乎成本高且耗时。例如,机械紧固需要昂贵的孔定位、钻孔、加垫片和紧固件安装,而粘接需要复杂的表面预处理,表面预处理可能涉及化学物质。
2、电磁焊接可以消除单独的紧固件的使用,并且可能提供以相对较高的速度和很少的(如果有的话)预处理来接合模制复合零件的接触表面的能力。电磁焊接在一个或更多个模制零件的感应敏感部件中产生电磁场,以将模制零件的可热熔联接装置加热至高于联接装置的熔化温度。模制零件的接触表面通过熔化的联接装置彼此接合。联接装置例如可以是一个或更多个待接合的部件的热塑性树脂,也可以是单独施加的热塑性树脂。对于将热塑性模制零件和热固性模制零件焊接在一起,感应敏感部件熔化的热塑性树脂例如可以起到热熔粘合剂的作用。
3、热塑性复合材料越来越多地在航空航天行业中被用作优选材料。聚合物复合材料在飞行器结构中的适用性的增加带来了许多优点,但是它们的弱导电性能可能意味着飞行器的雷击会带来严重的问题。在复合结构中,雷击可能导致灾难性故障,或者在最好的情况下,也可能会扩大损坏处,这些损坏处需要进行适当的维护和修理,从而导致运行成本的增加。
4、为避免这种损害,经常在飞行器的雷击敏感区域中使用雷击防护(lsp)。在复合材料层压体(例如飞行器的蒙皮面板)的外层处,(例如以金属网或膨胀箔形式的)lsp材料被层压在复合材料层压体内,以便消散能量并减少对层压体的损坏。层压体的外层被限定为面向飞行器的飞行器蒙皮面板外部的层。
5、来自申请人的wo2021/006725a1公开了一种飞行器的机身结构。机身蒙皮包括多个互连的纤维增强复合蒙皮面板。面板可以通过感应焊接互连。如wo2021/006725a1的图10的实施例所示,两个面板的外层设置有lsp材料(6-3),并且连接到加强件,加强件的外层也设置有lsp材料(30-3)。如图所示,两个lsp材料层(6-3,30-3)是直接彼此接触的。这种方法的缺点是感应焊接中容易产生过多的热量,导致可能的劣化和损坏。
6、事实上,lsp材料的使用带来了挑战,尤其是在电磁感应焊接中。在感应焊接过程中,所使用的lsp材料的发热量往往高于诸如碳纤维的对感应敏感的部件,这可能会导致层压体因过热而烧毁,以及电磁焊接所连接的表面之间的粘合强度低于最佳粘合强度。由于界面处的焊接温度显著降低,因此剪切时的焊接强度可能由于外层中lsp材料的存在而受到影响。此外,焊接连接也可能会在与焊接模制零件的平面垂直的方向上不能提供足够的强度。所谓的面外负载往往会使焊接的模制零件(的部分)分层,这是不希望的。
技术实现思路
1、本发明的目的是提供一种用于模制零件的电磁焊接的改进的方法,其中首要的是设置有lsp材料。本发明的另一个目的是提供这样的模制零件的组件。与现有技术的组件相比,所述组件优选增强了对面外负载和分层的抵抗力。
2、本发明为此目的提供了一种根据权利要求1所述的方法。根据本发明,提供了通过电磁焊接连接第一模制零件和第二模制零件的表面的方法,其中,第一模制零件在其外表面处设置有第一雷击防护(lsp)材料。所述方法包括以下步骤:
3、a)使第一模制零件和第二模制零件包括可热熔联接装置和感应敏感部件;
4、b)将待连接的表面放在一起,并通过使加压主体的加压表面抵靠第一模制零件和第二模制零件来对待连接的表面进行加压;
5、c)通过电感器至少在第一模制零件和第二模制零件的待连接的表面中产生电磁场,从而通过加热感应敏感部件使联接装置热熔化;
6、d)通过提供与第一模制零件和/或第二模制零件的外表面直接接触的散热件来冷却该外表面;
7、e)通过熔化的可热熔联接装置在压力下联接第一模制零件和第二模制零件;
8、其中在待连接的表面处设置第二雷击防护(lsp)材料。
9、通过该方法,能够以快速有效的方式获得模制零件之间的优质焊接连接,而不会发生使具有雷击防护的外表面过热和灼烧的风险,其中,焊接产品具有特别好的机械承载能力以及雷击防护。为了避免过热,所主张的方法包括通过提供与第一模制零件的外表面直接接触的散热件作为必要特征来冷却该外表面。
10、与在感应焊接中缺乏冷却手段的wo2021/006725a1相比,本发明的另一实施例还旨在防止过热。本实施例包括这样一种方法,其中,第一lsp材料和第二lsp材料被定位成使得它们在步骤b)之后不直接彼此接触,即将待连接的表面放在一起并对待连接的表面进行加压。例如,这可以例如通过在第一lsp材料和第二lsp材料彼此之间设置一定距离来实现,例如,在与设置有第一lsp材料的第一模制零件的外表面相距一定距离处设置第二lsp材料。所述距离可以通过在第一lsp材料层和第二lsp材料层之间设置一层或更多层电绝缘材料来实现。绝缘材料不导电或导电不良。一种可能性是用保护材料层覆盖至少一个lsp材料层覆盖,该保护材料层例如由(非碳纤维增强的)热塑性塑料、涂层材料等制成。
11、模制零件包括可热熔联接装置和感应敏感部件。所主张的方法通过加压主体的电感器在至少模制零件的待连接的表面中产生电磁场,从而通过加热感应敏感部件使可热熔联接装置热熔化。所主张的方法被配置为在模制零件中提供几何聚焦加热体积。这可以通过在待连接的表面处设置第二雷击防护(lsp)材料来实现。
12、第一lsp材料设置在第一模制零件的外表面处,而第二lsp材料设置在待连接的表面处。在第一模制零件的外表面处设置第一lsp材料可以包括其中外表面包括第一lsp材料或外表面由第一lsp材料形成的实施例。然而,其还可以包括其中lsp材料设置在第一模制零件中靠近或邻近第一模制零件的外表面的位置处的实施例。
13、例如,在实施例中,提供了一种方法,其中,第一模制零件包括堆叠层的层压体(laminate),第一lsp材料设置为层压体的外层,或者设置为层压体的外层下面的层。在后一实施例中,lsp材料可以设置为恰好在层压体的外层下面的层,或者为离外表面两层内的层。
14、第二lsp材料设置在待连接的表面处。在合适的实施例中,提供了一种方法,其中,在第一模制零件中设置了第二lsp材料。在第一模制零件的待连接的表面处设置第二lsp材料可以包括其中待连接的表面包括第二lsp材料或待连接的表面由第二lsp材料形成的实施例。然而,其还可以包括其中第二lsp材料设置在第一模制零件中靠近或邻近第一模制零件的待连接的表面的位置处的实施例。
15、例如,在实施例中,提供了一种方法,其中,第一模制零件包括堆叠层的层压体,第二lsp材料设置为层压体的包括待连接的表面的层。该层也可以设置为层压体的包括待连接的表面的层下面的层。在后一实施例中,第二lsp材料可以设置为恰好在层压体的包括待连接的表面的层下面的层,或者为离包括待连接的表面的层两层内的层。
16、在本发明方法的另一实施例中,第二lsp材料设置在第二模制零件中。在第二模制零件的待连接的表面处设置第二lsp材料可以包括其中待连接的表面包括第二lsp材料或待连接的表面由第二lsp材料形成的实施例。然而,其还可以包括其中第二lsp材料设置在第二模制零件中靠近或邻近第二模制零件的待连接的表面的位置处的实施例。
17、例如,在实施例中,提供了一种方法,其中,第二模制零件包括堆叠层的层压体,第二lsp材料设置为层压体的包括待连接的表面的层。第二lsp材料也可以设置为层压体的包括待连接的表面的层下面的层。在后一实施例中,第二lsp材料可以设置为恰好在层压体的包括待连接的表面的层下面的层,或者为离包括待连接的表面的层两层内的层。
18、优选地,第一模制零件具有平均厚度,且第一lsp材料设置在第一模制零件内与第一模制零件的外表面的距离在第一模制零件的平均厚度的25%以内的位置处,更优选地在第一模制零件的平均厚度的20%以内的位置处,甚至更优选地在第一模制零件的平均厚度的15%以内的位置处,最优选地在第一模制零件的平均厚度的10%以内的位置处。
19、还优选地,第一模制零件和/或第二模制零件具有平均厚度,且第二lsp材料设置在第一模制零件和/或第二模制零件内与第一模制零件和/或第二模制零件的待连接的表面的距离在第一模制零件和/或第二模制零件的平均厚度的25%以内的位置处,更优选地,在第一模制零件和/或第二模制零件的平均厚度的20%以内的位置处,更优选地,在第一模制零件和/或第二模制零件的平均厚度的15%以内的位置处,最优选地,在第一模制零件和/或第二模制零件的平均厚度的10%以内的位置处。
20、本发明更优选的实施例提供了一种方法,其中,在第一模制零件和第二模制零件中设置第二lsp材料。
21、lsp材料是本领域已知的。如上所述,在雷暴天气中飞行的飞行器可能有遭受雷击的风险。民用和军用飞行器飞行员可通过绕过雷云、飞越云顶或低于云底来避开雷暴。然而,有时,由于经济或军事战略原因,不能避免在恶劣天气下飞行,然后雷击对飞行器的部件(例如机身)造成相对较高的损害威胁。当雷击中飞机时,它可能对飞行器的不同部分产生直接和间接的影响。直接影响包括闪电附到飞行器的点处的物理损伤影响。由于复合材料在新一代飞行器中的大量使用,对飞行器结构的直接雷电影响是当今的重要问题。还可能发生间接影响,例如,当雷击中飞行器时,会感生高强度辐射电磁场,其在飞行器布线中产生电流浪涌,从而导致电气设备故障。
22、可以由lsp材料保护的航空航天复合材料模制零件可以包括但不限于发动机短舱、翼片、翼尖,甚至直升机上的旋转叶片。利用lsp材料,雷击能量在部件的表面上耗散,这防止对下面的复合材料的损坏。
23、也可以为风力发电机应用设置lsp。在这种情况下,与所有旋转叶片一样,雷电更容易撞击叶片的前缘,在前缘设置的lsp材料可能解决该问题。lsp要保护的其他结构可以包括住宅燃气管道、海洋和陆基桅杆等。lsp材料在模制零件中的应用可能有几个目标。它们提供足够的导电路径,使得雷电流保持在结构的外部;它们消除了该导电路径上的间隙,以防止在附着点处发生电弧和可燃材料(如燃料蒸汽)的点火;它们通过必要时小心接地、emf屏蔽和应用浪涌抑制设备来保护布线、电缆和敏感设备免受浪涌或瞬变的破坏。
24、对于模制零件的外部表面保护,已经开发出许多金属和金属化纤维材料,典型的是编织和非编织的筛网和膨胀箔。这些类似网状的产品能够使闪电的电流快速通过结构的表面传输,从而减少其聚焦。铝丝是第一lsp材料之一,与碳纤维交织作为层压体的一部分。但是,使用铝和碳纤维有电偶腐蚀的风险。因此,诸如铜线的金属可以减轻电偶腐蚀的威胁,但以增加重量为代价。随着纤维增强复合材料在飞行器上的广泛应用,开发出了能够与复合材料层压体的外层共固化的箔和膨胀箔。也可使用涂层纤维(镍或铜电沉积在碳和其他纤维上)。
25、本发明方法的优选实施例的特征在于,第一lsp材料和第二lsp材料中的至少一者包括金属的平面结构,诸如金属网或金属箔,更优选金属网和膨胀箔,甚至更优选金属网。
26、此类lsp材料可容易地获取,例如,在astrostrike名下的astroseal products、在dexmet或在ecc gmbh&co可获取。膨胀箔通常由实心箔制成,然后穿孔和膨胀,以提高成型能力并增加对复合结构的粘合力。
27、其他lsp系统可以包括lsp预浸料,其包含预嵌入的编织或非编织金属网。lsp预浸料通常由浸渍有热熔粘合剂树脂的编织或非编织金属网制成,热熔粘合剂用添加剂改性以增强基质的导电性,从而使整个预浸料成为导电系统。金属网选项包括各种尺寸的铜、铝、磷青铜和镀镍/铜纤维(如聚酯纤维)。
28、其他类型的lsp材料包括金属化织物和/或可用于生产lsp织物的金属化纤维。可以使用各种金属,包括镍、铜、银、金、钯、铂和金属混合物(多层涂层)。这些涂层纤维可以以连续纤维长度、切碎纤维、编织织物和非编织布纱/毡的形式获得。
29、lsp材料具有相对高的磁场屏蔽特性。当雷击产生的感应电流在飞行器内移动时,最好能保护飞行器的电子部件。因此,它也比底层碳纤维增强热塑性层压体加热性能好得多。这种特性使得难以焊接其上面有lsp的层压体。lsp还屏蔽磁场,使其不会穿透层压体,从而减少在焊接区域感生的功率。本发明的方法提供了解决该问题的方法。
30、第一模制零件和/或第二模制零件可以方便地由纤维增强复合材料制成,纤维增强复合材料包括增强纤维(例如碳、石墨和/或玻璃纤维),以及增强纤维所嵌入的基体材料。基体材料优选包括热塑性聚合物。增强纤维的合适基体材料的示例包括但不限于热塑性聚合物,例如聚酰胺、聚酰亚胺、聚醚砜、聚醚醚酮(peek)和聚醚酮酮(pekk)、聚氨酯、聚苯硫醚(pps)、聚酰胺酰亚胺、聚碳酸酯、聚苯醚混合物(ppo)以及一种或更多种上述聚合物的混合物和共聚物。纤维复合材料通常包括体积占25%至60%的纤维。
31、第一模制零件和/或第二模制零件可包括例如编织织物形式的纤维增强复合材料层。所述层优选地包括基本上连续的纤维,所述纤维主要在一个方向上延伸(所谓的ud材料),如在相对于参考方向的0°、90°和/或45°的角度下延伸。优选地,所述层相对于层压体的中平面对称设置。采用预浸半成品形式的纤维增强复合材料层是有利的。这种“预浸料”通常表现出良好的机械性能,(除其他原因外)因为纤维已经被基体聚合物预先润湿。特别优选的是具有pps和/或pekk聚合物基体的ud增强纤维的层压体。
32、散热件设置在电感器和加压表面之间,优选与两者直接接触。散热件的材料为电绝缘但导热的材料,并被配置为从周围环境中提取热量。散热件用作无源热交换器,其将模制零件顶部产生的热量传输至周围空气,或传输至设置在电感器上或电感器中的冷却装置。适合散热件的材料具有高导热性,但导电率非常低。散热件优选由陶瓷材料制成。
33、设备的优选实施例包括与加压表面接触的平面尺寸大于电感器的横截面尺寸的散热件。本实施例不仅改善了热传导,而且对模制零件提供了更分散的和均匀的压力。
34、可以在电感器的至少一部分周围设置屏蔽件,以防止过热。在该设备的示例性实施例中,加压主体除加压表面外,还具有两个侧表面和与加压表面相对的顶表面,屏蔽件位于电感器和侧表面之间。
35、屏蔽件的材料优选是热绝缘的。可以制造屏蔽件的合适材料包括但不限于磁性电介质材料,以及具有嵌入粘合剂中的金属颗粒的材料,例如嵌入有机粘合剂中的电绝缘铁颗粒。这些材料可在市场上购买,例如商标名为
36、电感器的几何形状,例如其横截面形状,可以根据需要来选择。横截面例如可以为三角形或圆形。有用的实施例涉及一种器件,其中,电感器具有四边形横截面。
37、电感器的3d形状也可以根据需要进行选择。这可能是相关的,因为在下面进一步公开的一些实施例中,电感器不仅需要在焊接位置加热模制零件,还可能需要加热设备的其它部分。因此,在一些实施例中,需要扩展电磁场。
38、这也可以在实施例中提供,其中加压主体的电感器包括第一电感器和第二电感器,或者甚至多个电感器。
39、在实施例中,提供了一种设备,其中,电感器具有线性段,使得电感器被配置为至少在模制零件的待连接的表面产生大致圆柱形的电磁场。这样,可以以高度选择性的方式对模制零件之间的接触表面进行加热,从而获得精确的点焊连接。
40、电感器在加压主体中的位置也可以根据需要进行选择。在该设备的实际实施例中,电感器位于所述加压主体中,使得线性段基本上平行于加压主体的加压表面延伸。
41、根据本发明的设备通过加压主体将压力施加到待焊接的模制零件上。设备的另一实施例包括在接合的模制零件的与加压表面相对的一侧的反压装置,反压装置可以是被动的或主动的。
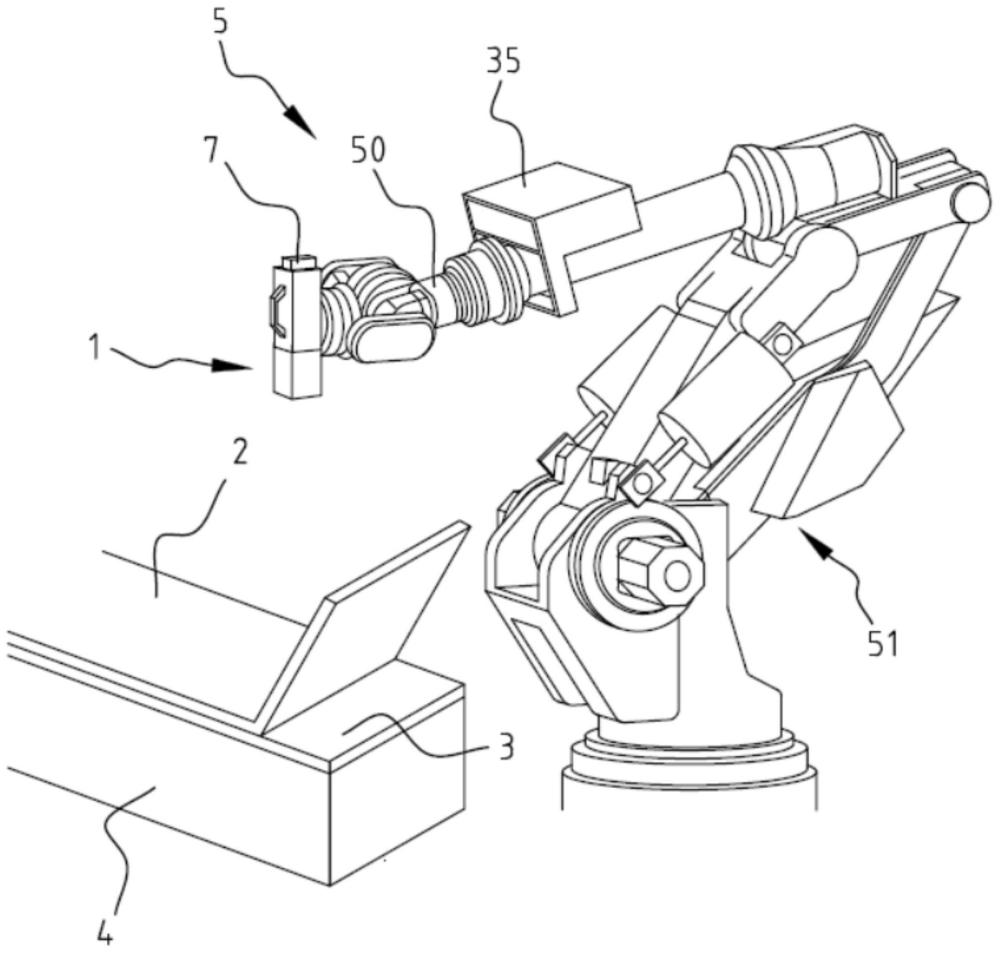
42、在一个实际实施例中所主张的设备设置在机器臂或其他工具的端部作为端部执行器。这允许在接合的模制零件上精确定位加压主体,以便定义和实现焊接路径。
43、模制零件中的一者或更多者优选地由热塑性材料制造,热塑性材料可以通过熔合进行焊接,但也可以设想仅将热塑性材料或可热熔粘合剂布置在模制零件之间的接触表面上作为热联接装置。
44、该方法中,模制零件通常设置有导电部件,例如金属网,或者该部件设置在模制零件之间。福柯电流或涡流是由电感器产生的波动电磁场在导电部件中感生的,电感器优选由发电机提供交流电流。由于焦耳效应,这些福柯电流产生熔化可热熔联接装置所需的热量。通过将电感器放置在待焊接位置的上方,模制零件在焊接位置相互连接。
45、在该方法的实施例中,采用大致圆柱形的电磁场,能够实现受控、均匀和有针对性的加热,从而尽可能防止不需要焊接的模制零件中的过热。过热可能导致材料劣化,从而导致不希望的结构弱化。此外,可以使圆柱形电磁场变得非常窄,宽度可达10mm-20mm。
46、为了加热模制零件中的感应敏感部件的目的,模制零件必须与可热熔联接装置进行热接触。这例如可以通过(诸如在可注射成型化合物中)混合感应敏感部件和可热熔联接装置来实现。
47、根据所使用的材料,尤其是感应敏感部件以及电感器与该感应敏感部件的距离,可以确定合适的功率和频率。频率除其他外确定所述电磁场的穿透功率;电感器的功率决定了波动电磁场的强度,从而决定了感应敏感部件产生热量的程度。
48、有利的是,可热熔联接装置包含热塑性聚合物。热塑性聚合物可以以简单的方式通过熔合联接。此外,容易将热塑性聚合物与金属网或碳纤维等感应敏感部件混合。特别适合的热塑性聚合物的示例为聚丙烯、聚酰胺、聚醚酰亚胺、聚醚醚酮和聚苯硫醚,但该方法原则上适用于任何热塑性塑料。
49、可感应加热的部件优选包括碳纤维和/或金属。这些材料可以容易地被感应加热,并且除了导电之外,还具有良好的热传导,由此产生的热分布良好。推荐热塑性聚合物中包含碳纤维,因为碳纤维还能提高材料的强度。
50、在该方法的另一个优选实施例中,可感应加热的部件包括铁磁性颗粒。例如,在wo0185827中描述了合适的颗粒,并且具有另外的优点,即,当它们达到其所谓的居里温度时,它们失去其磁偶极子,由此它们不再发热。这可以形成一种防止过热的保护。
51、在待连接的表面中感生的福柯电流或涡流受模制零件的几何形状的约束。模制零件中的边、角、孔影响着福柯电流的分布,因此也影响着热量的产生。这种场的破坏可能导致对焊接过程中不需要加热的部件进行加热。反之,一些部分也很难加热。这些问题可以通过重新定位在热塑性模制零件的确定位置处可能开始产生福柯电流的区域的边界来解决。然而,利用该优选实施例中,可以加热以前难以加热的部分,并且可以防止在不希望的位置处的高温。
52、在应用本发明所述方法时,电感器连接到交流发电机,其中交流发电机与电感器的电气连接装置电连接。可用频率一般在0.1mhz-10mhz之间。优选使用0.1mhz至0.5mhz之间的频率,更优选0.15mhz至0.4mhz之间的频率。在这样的优选频率下,在电磁场的穿透功率和加热速率之间实现最佳平衡。
53、如果电感器基本上扁平或具有直的截面,则是有利的。例如,这可以通过将电感器体现为位于一个平面内的电导体来实现。这种扁平电感器非常紧凑,适合在确定的位置以非常精确和均匀的方式施加电磁场。
54、在又一个优选实施例中,电感器设置有至少一个供给通道,所述至少一个供给通道适于冷却介质的通过(诸如在护套冷却中)。在使用过程中,电感器的温度可以保持恒定,这也有利于电感器的电阻。冷却介质优选为诸如水的具有高热容的液体。感应部分例如可以是弯曲成期望形状的金属管,冷却介质通过该金属管被泵送,而电磁场通过管自身的金属利用交流电压引起。
55、根据实施例所述的方法的特征在于,第一模制零件包括飞行器的蒙皮面板,第二模制零件包括用于支撑蒙皮面板的加强件。本发明方法的优点尤其与该应用相关。
56、本发明的另一方面涉及第一模制零件和第二模制零件的组件,第一模制零件和第二模制零件的表面通过电磁焊接连接,第一模制零件在其外表面处设置有第一雷击防护(lsp)材料,其中,在待连接的表面处设置有第二雷击防护(lsp)材料。
57、优选地,组件设置成使得第一模制零件包括飞行器的蒙皮面板,并且第二模制零件包括用于支撑蒙皮面板的加强件。
本文地址:https://www.jishuxx.com/zhuanli/20240723/213837.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表