热塑性聚合物夹芯板的制作方法
- 国知局
- 2024-08-02 13:17:29
本发明涉及由热塑性聚合物制成的夹芯板及其制备方法。所述板满足飞机机舱内部的要求,并且因此适于此类用途。
背景技术:
1、当制备夹芯板时,将两个外层或面片材组装到芯层上,芯层通常是多孔或蜂窝材料。面片材一般包括一个或两个层板,其通常通过在组装之前向芯或面片材施加酚醛树脂来粘合至芯层,酚醛树脂在活化时与面片材和芯层反应并交联,并由此在各层和芯之间产生粘合。
2、预浸料坯(“预浸渍的”)是一种用例如酚醛树脂或环氧树脂预浸渍的纤维复合材料,并且在制备夹芯材料时使用。飞机机舱内部通常使用的典型预浸料坯的酚醛树脂根据缩聚反应而固化,在缩聚反应期间形成水蒸气。这导致板构造中多孔结构的大量形成,甚至在夹芯板表面也是可见的。在夹芯部分脱模之后可见的这种多孔结构在施加涂料或装饰性层压体之前需要大量的表面准备时间(孔隙填料施加和手动打磨,以具有完美表面)。
3、此外,酚醛树脂是不健康的,并且如有可能,应是避免的,并且酚醛树脂夹芯板不适于回收,因为它们是由热固性树脂制成的。
4、当然,对于飞机机舱内部来说,对所使用的构造材料有许多要求。这些要求不仅涉及机械特性,而且还涉及火或火焰特性以及外观。
5、因此,需要一种满足飞机机舱内部的要求并且易于生产的新夹芯构造。
技术实现思路
1、本发明的目的是克服现有技术的缺点并提供一种夹芯板,其表现出良好的机械特性,满足安全要求,更容易且更快速地生产并且至少是部分可回收的。
2、根据第一方面,本发明涉及一种根据权利要求1所述的夹芯板。
3、在第二方面,本发明涉及一种制备热塑性夹芯板的方法,其包括:
4、a.制备或提供由具有玻璃化转变温度(芯tg)的聚合物制成的热塑性泡沫的芯层,其中所述芯层具有初始厚度;
5、b.制备或提供由具有低于或等于所述芯tg的玻璃化转变温度(tbmp tg)的基于热塑性材料的基体聚合物和优选的增强纤维制成的第一面片材和第二面片材;
6、c.将芯层布置在第一面片材和第二面片材之间,形成夹芯结构;其中,优选将一个或多个机械挡块布置在所形成的夹芯结构周围;以及
7、d.通过向所述夹芯结构施加热和压力来将所述第一面片材和所述第二面片材粘合到所述芯层,其中加热在等于或高于所述tbmp tg下进行。
8、在第三方面,本发明涉及一种制备热塑性夹芯板的方法,其包括:
9、a.制备或提供由具有玻璃化转变温度(芯tg)的聚合物制成的热塑性泡沫的芯层,其中所述芯层具有初始厚度;
10、b.制备或提供由具有玻璃化转变温度(tbmp tg)的基于热塑性材料的基体聚合物和优选的增强纤维制成的第一面片材和第二面片材;
11、c.提供热塑性粘合膜;
12、d.将所述热塑性粘合膜布置在所述第一面片材和所述芯层之间以及在所述第二面片材和所述芯层之间,形成夹芯结构;以及
13、e.通过向所述夹芯结构施加热和压力来将所述第一面片材和所述第二面片材粘合到所述芯层,其中所述加热在等于或高于所述热塑性粘合膜的熔融温度下进行。
14、在第四方面,本发明涉及一种通过根据本发明的任一方法获得或可获得的夹芯板或产品。
15、除非另外说明,否则本文所公开的所有实施方案可以彼此组合并且可以与不同方面组合。
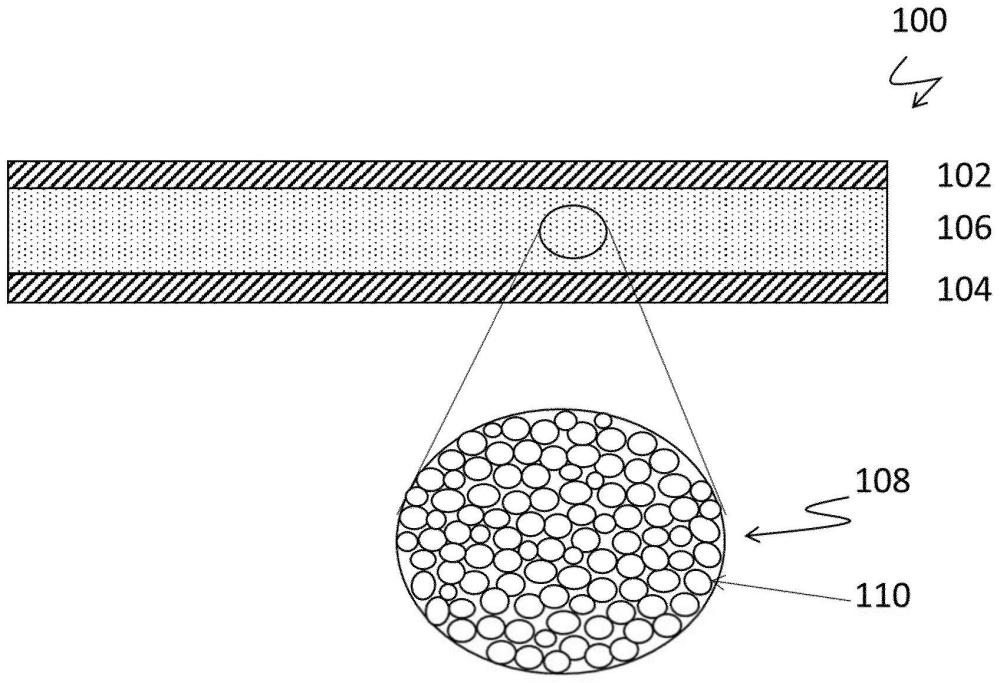
技术特征:1.一种热塑性夹芯板,其包括布置在第一面片材和第二面片材之间的芯层,其中所述芯层是由具有玻璃化转变温度(芯tg)的聚合物制成的热塑性泡沫,其中所述面片材包含基于热塑性材料的基体聚合物(tbmp)和增强纤维;其中所述基于热塑性材料的基体聚合物具有等于或低于所述芯tg的玻璃化转变温度(tbmp tg)。
2.如权利要求1所述的热塑性夹芯板,其中所述热塑性泡沫的所述聚合物的所述玻璃化转变温度(芯tg)为160℃或更高、优选180℃或更高、更优选200℃或更高。
3.如权利要求1或2所述的热塑性夹芯板,其中所述tbmp的所述玻璃化转变温度(tbmptg)低于所述芯tg、优选低1-70℃、更优选低15-60℃。
4.如权利要求1至3中任一项所述的热塑性夹芯板,其中所述芯层的所述热塑性泡沫的所述聚合物和/或所述tbmp是包含具有下式的重复单元的聚合物或共聚物:
5.如前述权利要求中任一项所述的夹芯板,其中所述tbmp是无定形的。
6.如权利要求1至5中任一项所述的夹芯板,其中所述面片材的所述tbmp选自:聚碳酸酯或其共聚物;聚醚酰亚胺或其共聚物;聚甲基丙烯酸酯酰亚胺或其共聚物;聚砜或其共聚物,优选聚醚砜或其共聚物或聚苯基醚砜或其共聚物;或与任何聚芳基家族的共聚物。
7.如权利要求1至6中任一项所述的夹芯板,其中所述芯层的所述热塑性泡沫的所述聚合物选自:聚醚酰亚胺或其共聚物;聚甲基丙烯酸酯酰亚胺或其共聚物;聚砜或其共聚物,优选聚醚砜或其共聚物或聚苯基醚砜或其共聚物。
8.如前述权利要求中任一项所述的夹芯板,其中所述芯层的所述热塑性泡沫的所述聚合物是聚砜,优选聚醚砜或其共聚物或聚苯基醚砜或其共聚物,或聚醚酰亚胺或其共聚物,并且所述tbmp是聚碳酸酯;或者
9.如前述权利要求中任一项所述的夹芯板,其中所述板基本上不含酚醛树脂。
10.如前述权利要求中任一项所述的夹芯板,其中所述面片材直接粘合到所述芯层。
11.如前述权利要求中任一项所述的夹芯板,其中所述增强纤维选自玻璃纤维、碳纤维、纤维素纤维和芳族聚酰胺纤维。
12.如前述权利要求中任一项所述的夹芯板,其中所述面片材是致密或无孔的。
13.如前述权利要求中任一项所述的夹芯板,其中所述芯具有基本上均质的泡孔结构,或者其中所述芯不含任何通道或空隙。
14.如前述权利要求中任一项所述的夹芯板,其中所述芯的平均泡孔尺寸小于0.5mm、优选小于0.4mm,优选地密度为150kg/m3或更低、更优选130kg/m3或更低、更优选100kg/m3或更低、更优选50kg/m3或更低,并且其中所述厚度优选为70mm或更低、更优选50mm或更低。
15.如前述权利要求中任一项所述的夹芯板,其中所述板基本上不含任何溶剂或交联聚合物体系。-
16.如权利要求1所述的夹芯板,其中所述面片材经由热塑性粘合膜粘合到所述芯层。
17.如前述权利要求中任一项所述的夹芯板,其中所述面片材具有在0.15mm至1.5mm的范围内的厚度。
18.如前述权利要求中任一项所述的夹芯板,其中所述夹芯板满足以下要求:
19.如前述权利要求中任一项所述的夹芯板,其中根据en2243-3,具有聚碳酸酯tbmp的所述板的剥离强度为18.0n/cm或更高、优选19n/cm或更高、更优选20n/cm或更高、更优选21n/cm或更高、更优选23n/cm或更高。
20.如前述权利要求中任一项所述的夹芯板,其中所述板是能够回收的。
21.如前述权利要求中任一项所述的夹芯板,其中所述夹芯板具有弯曲结构或弯曲部分。
22.如前述权利要求中任一项所述的夹芯板,其中所述板是飞机机舱内部或是所述飞机机舱内部的一部分,优选地是侧壁和顶板、椅壳、盥洗室、厨房、舱顶行李箱和行李箱门、隔板、底板或货仓内衬。
23.一种制备热塑性夹芯板的方法,其包括:
24.一种制备热塑性夹芯板的方法,其包括:
25.如权利要求23所述的方法,其中所述tbmp tg低于或等于所述芯tg。
26.如权利要求23所述的方法,其中所述加热在比tbmp tg高至少10℃、更优选高至少15℃、更优选比tbmp tg高至少30℃的温度下进行,但是其中所述温度低于所述芯tg、优选比所述芯tg低1-15℃、更优选比所述芯tg低2-10℃。
27.如权利要求24所述的方法,其中所述热塑性粘合膜的所述熔融温度低于芯tg并且优选高于所述tbmp tg。
28.如权利要求23或24所述的方法,其中所述热塑性夹芯板具有最终芯层厚度,并且其中所述初始芯层厚度比所述最终芯层厚度大0.2至10.0mm、优选大0.3至5mm、更优选大0.4至3mm、更优选大0.5至1.0mm;并且优选地其中所述方法包括在所述夹芯结构的至少一侧上或沿着所述夹芯结构的至少一侧布置机械挡块的步骤,其中所述机械挡块具有等于所述最终夹芯板厚度的高度β。
29.如权利要求23或24所述的方法,其中在粘合到所述热塑性泡沫期间,使用模具内涂覆,优选通过将涂料施加或添加到所述模具或所述面片材、之后进行将压力和热施加到所述模具的步骤,或者通过使用装饰性膜,所述装饰性膜在将所述面片材焊接到芯材料时被焊接到模具中的面片材、或在将装饰性层压体添加到所述蒙皮、之后进行向所述模具施加压力和热的步骤的情况下,从而对面片材进行涂覆或装饰。
30.如权利要求23或24所述的方法,其中所述方法还包括成型步骤,其中所述成型步骤包括将所述热塑性夹芯板加热至等于或高于所述tbmp tg但不等于或高于所述芯tg的成型温度,以及优选通过压制而将所述板成型成具有弯曲结构或弯曲部分的产品;其中所述方法优选还包括:在所述成型步骤期间对所述面片材进行涂覆或装饰的步骤,其包括向所述面片材添加装饰性膜或涂料,之后将所述热塑性夹芯板加热至所述成型温度。
31.如权利要求30所述的方法,其中所述成型温度比所述芯tg低不多于10℃、优选比所述芯tg低不多于5℃。
32.如权利要求30至31中任一项所述的方法,其中所述产品是飞机机舱内部或是所述飞机机舱内部的一部分,优选地是侧壁和顶板、椅壳、盥洗室、厨房、舱顶行李箱和行李箱门、隔板、底板或货仓内衬。
33.一种夹芯板或产品,其是通过如权利要求23至32中任一项所述的方法获得的。
技术总结一种热塑性夹芯板,其包括布置在第一面片材和第二面片材之间的芯层,其中所述芯层是由具有玻璃化转变温度(芯Tg)的聚合物制成的热塑性泡沫,其中所述面片材包含基于热塑性材料的基体聚合物(TBMP)和增强纤维;其中所述基于热塑性材料的基体聚合物具有等于或低于所述芯Tg的玻璃化转变温度(TBMP Tg)。技术研发人员:T·普马德雷,A·拉福格受保护的技术使用者:迪亚布国际股份公司技术研发日:技术公布日:2024/6/30本文地址:https://www.jishuxx.com/zhuanli/20240801/239123.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表