一种防水卷材加工系统及加工方法与流程
- 国知局
- 2024-08-30 14:54:08
本发明涉及防水卷材加工设备领域,具体为一种防水卷材加工系统及加工方法。
背景技术:
1、防水卷材主要是用于建筑墙体、屋面、以及隧道、公路、垃圾填埋场等处,起到抵御外界雨水、地下水渗漏的一种可卷曲成卷状的柔性建材产品,作为工程基础与建筑物之间无渗漏连接,是整个工程防水的第一道屏障,对整个工程起着至关重要的作用,防水卷材进行生产加工的过程中需要进行压纹工作。
2、申请号为cn202220373527.9的实用新型专利公开了一种基于sbs防水卷材生产用收卷装置,涉及防水卷材技术领域。基于sbs防水卷材生产用收卷装置,包括外壳,所述外壳的内壁上固定连接有支撑杆,该装置通过调节螺栓对压辊二与压辊一施加的力,从而使防水卷材的褶皱及气泡进行消除,使后续的使用更加方便。
3、然而在进行收卷的过程中,收卷速度会随着收卷变大导致收卷速度变快,导致卷材容易被拉扯发生变形,影响卷材质量,并且该装置进行按压时仅仅只能将防水卷材表面膜层之间气泡进行按压排出,无法再后续铺设使用时排出卷材与防水本体之间间隙,导致铺设连接位置容易出现气泡,影响后续的防水效果。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种防水卷材加工系统,解决了收卷过程中容易使卷材被拉扯变形和后续铺设时卷材与防水本体之间容易残留气泡影响密封和防水效果的问题。
3、(二)技术方案
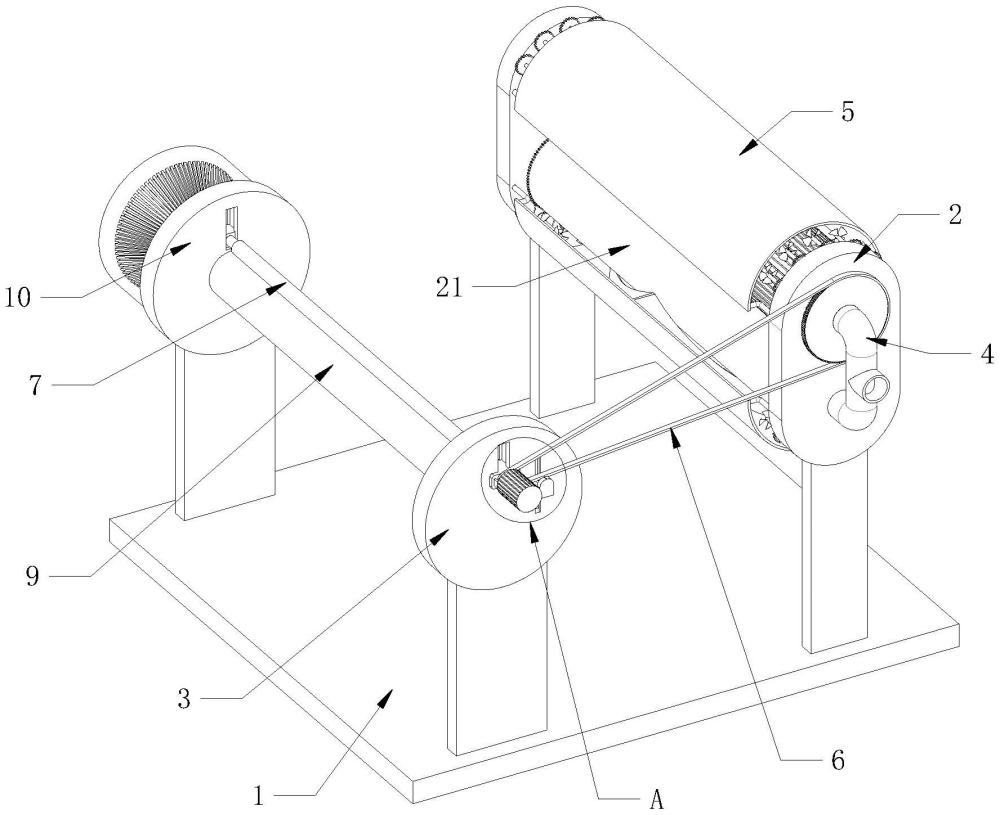
4、为实现以上目的,本发明通过以下技术方案予以实现:一种防水卷材加工系统,包括基础底座、水冷冷却装置、动力传输装置、收卷装置和收卷辊,所述基础底座的顶部并位于靠右侧的位置安装有按压支撑架,所述按压支撑架的内侧表面并位于靠下方的位置转动安装有用于由下侧按压卷材的下按压辊,所述按压支撑架的内侧表面并位于靠上方的位置转动安装有用于由上侧按压卷材的上按压辊,所述上按压辊的外壁开设有压纹凸起,所述按压支撑架的前侧设置有用于对下按压辊和上按压辊进行降温的水冷冷却装置,所述下按压辊和上按压辊的外侧设置有用于对卷材进行降温的辅助吹风装置,所述基础底座的顶部并位于靠左侧的位置安装有收卷支撑架,所述收卷支撑架和按压支撑架的前侧设置有动力传输装置,所述收卷支撑架的靠内侧表面开设有收卷卡槽,所述收卷辊的端部安装有用于传动卡接的定位卡盘,收卷辊通过定位卡盘卡接在收卷卡槽内侧,所述收卷辊的上方设置有用于驱动收卷辊进行转动的收卷装置。
5、优选的,所述水冷冷却装置包括注水管道、排水管道、转流腔体、导流锥、冷却流孔、封堵环块和重力压环,所述转流腔体开设在上按压辊的端部,所述注水管道的后端穿过按压支撑架并通过轴承与上按压辊的前端转动安装,所述排水管道安装在上按压辊的后端,所述导流锥与转流腔体的后侧内壁并位于中间的位置安装,所述冷却流孔开设在转流腔体的外侧并延伸至靠近上按压辊外壁的位置,所述封堵环块与重力压环的左侧并位于靠上侧的位置安装,所述重力压环通过轴承与注水管道的内壁并位于靠后端的位置安装。
6、优选的,所述辅助吹风装置包括动力齿轮、补风转轴、补风扇叶、导流罩、导流挡板和固定支架,所述动力齿轮通过轴承与按压支撑架的后侧壁并位于上按压辊上侧的位置转动安装,所述补风转轴与动力齿轮的后侧安装,所述补风扇叶与补风转轴的外壁并位于靠后端的位置安装,所述导流挡板安装在导流罩的内壁,所述导流罩通过固定支架与按压支撑架安装,导流罩设置在上按压辊和上按压辊的外侧。
7、优选的,所述动力传输装置包括滑动安装座、动力电机、支撑压座、传动链条、同步链条轮、下同步齿轮和上同步齿轮,所述收卷支撑架的前侧壁并位于收卷辊前侧偏上的位置开设有竖滑槽,滑动安装座滑动卡接在竖滑槽内部,所述动力电机通过支架安装在滑动安装座的前侧,滑动安装座的输出端安装有链条轮,同步链条轮与上按压辊的前端安装,传动链条套接在同步链条轮和链条轮外侧,收卷支撑架的前侧壁并位于滑动安装座右侧的位置通过滑槽滑动卡接有支撑压座,滑槽的内部并位于支撑压座下方的位置安装有用于推动支撑压座向上移动的上推弹簧,支撑压座的内侧安装有按压轮,按压轮与传动链条表面接触并对其进行按压,下同步齿轮与下按压辊的后端安装,所述上同步齿轮与上按压辊的后端安装,所述下同步齿轮和上同步齿轮啮合。
8、优选的,所述收卷装置包括支撑传动辊、支撑套筒、卡接条、伸缩杆、导向滑槽、滚珠、动力伞轮、传动卡杆、定位转轴、同步伞轮、传动卡槽和同步卡接齿轮,所述支撑传动辊的前端通过轴承与滑动安装座的后侧壁转动安装,所述动力电机的输出端贯穿滑动安装座并与支撑传动辊的前端安装,所述支撑套筒与支撑传动辊的外壁安装,所述卡接条开设在支撑套筒的外壁,所述支撑传动辊靠左端外壁安装有定位滑座,定位滑座与靠后侧的收卷支撑架滑动卡接,所述支撑传动辊的后端活动插接有伸缩杆,伸缩杆的前端安装有弹簧,所述支撑传动辊的镶嵌有滚珠,所述伸缩杆的外壁开设有供滚珠滑动的导向滑槽,所述动力伞轮与伸缩杆后端安装,所述传动卡杆与动力伞轮的外侧活动插接,并且传动卡杆插入至动力伞轮内部的一端安装有弹簧,所述定位转轴通过轴承与靠后侧收卷支撑架的后侧壁并位于正对收卷辊的位置转动安装,所述同步伞轮与定位转轴后端安装,所述传动卡槽开设在同步伞轮外壁,传动卡杆靠外端伸入至传动卡槽的内部,收卷支撑架的内部并位于收卷卡槽下方的位置开设有凹槽,同步卡接齿轮安装在凹槽的内部。
9、优选的,所述冷却流孔共有若干个,重力压环的重量大于封堵环块的重量,封堵环块位于冷却流孔的内侧。
10、优选的,所述压纹凸起的靠中部位置高度小于靠两端位置的高度,卡接条和压纹凸起各有若干个,并且相邻卡接条之间间距与相邻压纹凸起之间间距相等。
11、优选的,所述同步伞轮和动力伞轮均为伞状。
12、优选的,所述定位转轴的前端和定位卡盘的后端均开设有齿槽,同步卡接齿轮外壁齿头同时与定位转轴和定位卡盘外壁齿槽啮合,定位卡盘外壁并位于齿槽前侧的位置安装有用于降低转动阻力的支撑轴承环。
13、一种防水卷材加工系统的加工方法,包括以下步骤:
14、第一步:将冷却供水用的冷水管道与注水管道前端进行连接,将用于排热水的排水管道与排水管道的后端安装,将防水卷材由上按压辊和下按压辊之间以及支撑套筒和收卷辊之间穿过,并将防水卷材端部缠在在收卷辊外侧数卷对防水卷材进行初步固定;
15、第二步:启动动力电机,动力电机通过传动链条和同步链条轮配合带动上按压辊进行转动,上按压辊通过上同步齿轮和下同步齿轮的配合带动下按压辊反向转动,通过下按压辊和上按压辊配合对防水卷材表面进行压纹处理;
16、第三步:通过冷水管道对注水管道内部注入冷水,冷水通过注水管道及惹怒至转流腔体内部,而后再沿冷却流孔进行流动,对上按压辊和下按压辊进行压制的表面进行降温,从而对防水卷材进行降温;
17、第四步:下按压辊和上按压辊进行转动会带动其外侧的动力齿轮进行转动,动力齿轮带动补风转轴和补风扇叶转动,补风扇叶转动推动两端气体向内部流动,气体流动在导流罩和导流挡板的阻挡下由上下两侧吹向防水卷材表面进行降温,使得压制后快速定型;
18、第五步:动力电机通过收卷装置带动收卷辊进行旋转,通过收卷辊转动对防水卷材进行收卷,同时支撑套筒带动卡接条转动将防水卷材向左进行拉动,从而降低收卷辊转动时的阻力,收卷完成后,抬动收卷辊和定位卡盘沿收卷卡槽向左上方进行拆卸,从而将收卷后的防水卷材进行卸下。
19、(三)有益效果
20、本发明提供了一种防水卷材加工系统。具备以下有益效果:
21、1、通过下按压辊和上按压辊的配合对防水卷材表面进行压纹处理,压出的纹路凹槽靠近两端的深度大于靠近中间位置的深度,从而使得在进行铺设时,防水卷材下方与粘连沥青之间的空气能够沿纹路凹槽向两侧快速排出,从而防止气泡残留在防水卷材下方导致产生空鼓影响防水卷材的铺设质量。
22、2、下按压辊和上按压辊进行压制以及进行输送的过程中,通过水冷冷却装置由内部对下按压辊和上按压辊的靠近压制位置的内部使用水流动进行降温,同时通过辅助吹风装置由外侧对防水卷材表面进行吹风降温,使得在对防水卷材表面压制纹路后,防水卷材能够快速实现降温定型,防止温度过高导致后续传输以及收卷时防水卷材发生变形影响质量。
23、3、进行收卷时,随着收卷辊外侧收卷的厚度增加,卷材会支持支撑传动辊和支撑套筒向上移动,从而使得收卷装置会自动调节对收卷辊的传动速度,从而使得收卷辊的转动角速度变慢,从而使得收卷辊外侧收卷厚度增大后,不会导致收卷速度增大导致将防水卷材拉扯变形,并且支撑套筒转动时通过卡接条推动防水卷材向左拉扯,降低了防水卷材进收卷时的阻力,降低了收卷时的包裹紧度,防止收卷时进度过大导致将防水卷材挤压变形,便于进行收卷工作。
本文地址:https://www.jishuxx.com/zhuanli/20240830/284429.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表