连续纤维3D打印热固复材夹层结构固化及性能强化方法与流程
- 国知局
- 2024-09-05 14:36:28
本申请涉及纤维增强热固性复合材料及轻量化结构制造,尤其涉及一种连续纤维3d打印热固复材夹层结构固化及性能强化方法。
背景技术:
1、夹层结构又被称作三明治结构,是一种典型的轻量化结构,通常由两块较薄的面板和一块较厚的芯材组成,通过面板与芯材的组合可以显著提高结构性能,并实现减重。夹层结构凭借其轻质、力学性能好的优点,以及隔热、隔音、耐疲劳的特性,被广泛应用于土木、车辆船舶与航空航天等领域;但是芯材结构以及制造工艺复杂导致夹层结构成本高昂。传统的夹层结构制造方法是将面板和芯材分开制造,用树脂胶粘合,工艺复杂,成本昂贵,并且粘合后会形成胶接界面,破坏夹层结构的连续性,影响夹层性能。
2、在现有技术中,纤维增强复合材料被运用于夹层结构材料中,其具有轻质、高比强度和比模量的优点,基于其制造的夹层结构的性能更优于传统材料制造的夹层结构。因此,更轻质并且性能更优秀的全纤维增强复合材料夹层结构成为了行业内新的发展方向。
3、近年来,复合材料3d打印技术迅速发展,为夹层结构提供新的制造途径。但现有研究均采用热塑性树脂基体进行打印,树脂基体无交联,纤维含量过低,会导致夹层结构不够轻质,力学性能低,无法承受较高弯曲及冲击载荷。目前尚未有针对3d打印复合材料夹层结构强化方法的研究,因此现有研究及技术制造的复合材料3d打印夹层结构难以满足实际工程应用对于夹层结构的结构性能的需求。
技术实现思路
1、本申请实施例通过提供一种连续纤维3d打印热固复材夹层结构固化及性能强化方法,解决了上述背景技术中现有技术的缺陷,实现了轻质、高强度、高承载力、可设计的连续纤维热固性复合材料夹层结构一体化3d打印成型及固化,具有成型质量高、轻质、力学性能优异、结构可设计性强、自动化程度高的优点,在汽车、航空航天等领域有高工程应用价值及广阔前景。
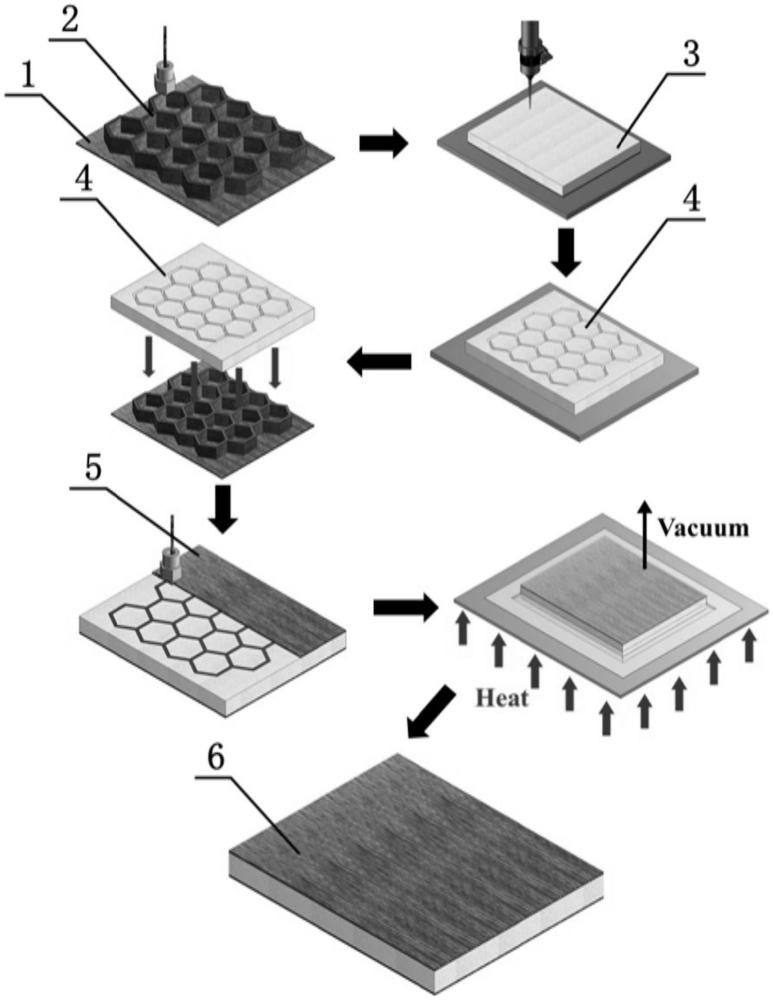
2、第一方面,本申请实施例提供了一种连续纤维3d打印热固复材夹层结构固化及性能强化方法,包括:通过3d打印机在打印底板上将纤维增强热固性复合材料按预设结构打印为下面板及中空夹层芯子;将pmi泡沫板材切割为与所述中空夹层芯子相适配的pmi泡沫填充体;将所述pmi泡沫填充体填充至所述中空夹层芯子的中空结构中,并在其上打印上面板,获得预成形体;在所述预成形体上包裹真空导流布形成预制夹层结构;利用真空袋将所述预制夹层结构包裹并对其进行抽真空挤压定型得到定型夹层结构;对所述定型夹层结构进行加热并保温,获得3d打印夹层结构,且在加热及保温过程中对所述定型夹层结构持续挤压定型。
3、结合第一方面,在一种可能的实现方式中,所述通过3d打印机在打印底板上将纤维增强热固性复合材料按预设结构打印为下面板及中空夹层芯子,包括:在3d打印机电控装置中设置所述3d打印夹层结构的所述预设结构;将所述纤维增强热固性复合材料浸渍于热固性树脂基体中制成预浸丝束;通过3d打印机将所述预浸丝束加热至熔融态,并通过3d打印头将熔融态的所述预浸丝束按所述预设结构打印至打印底板上获得所述下面板及所述中空夹层芯子。
4、结合第一方面的第一种可能的实现方式,在第二种可能的实现方式中,所述热固性树脂包括环氧树脂、双马来酰亚胺树脂基聚酰亚胺树脂。
5、结合第一方面,在第三种可能的实现方式中,所述将pmi泡沫板材切割为与所述中空夹层芯子相适配的pmi泡沫填充体,包括:在切割设备电控装置中设置所述pmi泡沫板材的切割路径;基于切割设备对所述pmi泡沫板材按所述切割路径进行切割;切割完成后获得所述pmi泡沫填充体。
6、结合第一方面的第三种可能的实现方式,在第四种可能的实现方式中,所述切割设备包括激光切割机、超声切割设备及数控机床。
7、结合第一方面,在第五种可能的实现方式中,所述将所述pmi泡沫填充体填充至所述中空夹层芯子的中空结构中,包括:基于转移部件将所述pmi泡沫填充体转移至所述中空夹层芯子的上端;释放所述pmi泡沫填充体,使所述pmi泡沫填充体填充至所述中空夹层芯子的中空结构中,并移除所述转移部件。
8、结合第一方面,在第六种可能的实现方式中,所述对所述定型夹层结构进行加热并保温,包括:基于加热设备设定第一加热温度、第二加热温度、第一保温时间及第二保温时间;对所述定型夹层结构进行第一次加热,待所述定型夹层结构的温度到达所述第一加热温度后停止加热;基于第一保温时间对所述定型夹层结构进行保温;对所述定型夹层结构执行第二次加热,待所述定型夹层结构的温度到达所述第二加热温度后停止加热;基于第二保温时间对所述定型夹层结构进行保温,获得3d打印夹层结构。
9、结合第一方面,在第七种可能的实现方式中,所述预设结构包括蜂窝状夹层结构、点阵夹层结构及桁架夹层结构。
10、本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
11、本申请实施例通过采用了连续纤维增强复合材料3d打印工艺制造复合材料夹层结构的技术手段,有效解决了传统工艺制造的夹层结构强度较低、承载力较差,工艺流程较为复杂的技术问题,进而实现了可以实现多种复杂结构的3d打印制造、可以灵活设计夹层结构的尺寸、结构形式、材料分布,能够制造出常规工艺无法制造或制造困难的新型夹层结构,本发明提高了夹层结构的可设计性与可制造性。
技术特征:1.一种连续纤维3d打印热固复材夹层结构固化及性能强化方法,其特征在于,包括:
2.根据权利要求1所述的连续纤维3d打印热固复材夹层结构固化及性能强化方法,其特征在于,所述通过3d打印机在打印底板上将纤维增强热固性复合材料按预设结构打印为下面板及中空夹层芯子,包括:
3.根据权利要求2所述的连续纤维3d打印热固复材夹层结构固化及性能强化方法,其特征在于,所述热固性树脂包括环氧树脂、双马来酰亚胺树脂基聚酰亚胺树脂。
4.根据权利要求1所述的连续纤维3d打印热固复材夹层结构固化及性能强化方法,其特征在于,所述将pmi泡沫板材切割为与所述中空夹层芯子相适配的pmi泡沫填充体,包括:
5.根据权利要求4所述的连续纤维3d打印热固复材夹层结构固化及性能强化方法,其特征在于,所述切割设备包括激光切割机、超声切割设备或数控机床。
6.根据权利要求1所述的连续纤维3d打印热固复材夹层结构固化及性能强化方法,其特征在于,所述将所述pmi泡沫填充体填充至所述中空夹层芯子的中空结构中,包括:
7.根据权利要求1所述的连续纤维3d打印热固复材夹层结构固化及性能强化方法,其特征在于,所述对所述定型夹层结构进行加热并保温,包括:
8.根据权利要求1所述的连续纤维3d打印热固复材夹层结构固化及性能强化方法,其特征在于,所述预设结构包括蜂窝状夹层结构、点阵夹层结构及桁架夹层结构。
技术总结本申请公开了一种连续纤维3D打印热固复材夹层结构固化及性能强化方法。涉及纤维增强热固性复合材料及轻量化结构制造技术领域,通过对经浸渍后的连续纤维按照设置的打印路径执行3D打印获取夹层结构上下面板,以及将经过激光切割后的PMI泡沫填充体填充至夹层结构上下面板中,并对预制夹层结构依次进行抽真空挤压定型、加热、保温操作,获得3D打印夹层结构。本申请将PMI泡沫填充结合于连续纤维增强复合材料3D打印工艺,实现了复合材料夹层结构的一体化打印及共固化。提高了夹层结构的连续性,避免了胶粘造成的界面及缺陷,并且减少了工艺复杂性,提高了制造自动化程度,降低了复合材料夹层结构制造的成本。技术研发人员:张少秋,陈斌,马敬东,常文宇受保护的技术使用者:西安华晟复材科技有限公司技术研发日:技术公布日:2024/9/2本文地址:https://www.jishuxx.com/zhuanli/20240905/287265.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表