一种钢轨打磨参数补偿控制方法与流程
- 国知局
- 2024-09-11 15:05:38
本技术涉及铁路工程机械,尤其涉及一种应用于钢轨打磨的钢轨打磨参数补偿控制方法。
背景技术:
1、钢轨打磨,是目前世界公认消除钢轨病害,修正钢轨轮廓,改善轮轨接触关系,减少钢轨接触应力和磨耗,提高列车运行舒适性的有效手段,是铁路行业中公认最高效、最具经济性的钢轨廓形优化及延长使用寿命的做法之一。钢轨打磨控制是钢轨打磨车的关键核心技术,其中如何采用何种打磨模式将直接影响打磨质量和效果。
2、现有市面上的钢轨打磨车种类按打磨电机的数量进行分类,存在12、16、20、48及96头钢轨打磨车。然而,无论何种钢轨打磨车其钢轨打磨时都必须根据钢轨廓形调用合适的打磨模式得到所有打磨电机的功率/电流值和角度值,从而对打磨电机进行角度和功率/电流值设置,作业时再根据设置的角度和功率/电流进行打磨控制。但在作业过程中,经常遇到单个或多个打磨电机出现异常,如打磨磨石耗尽或不符合作业使用标准,打磨电机角度调节系统卡滞或损坏,打磨电机温度过高及打磨电机损坏等原因,则打磨电机必须停止打磨作业。由于某些打磨电机无法工作,导致打磨模式无法适用当前状态,此时调用的打磨模式会因打磨电机的缺失会直接影响打磨质量和效果。
3、对于上述问题,目前行业内通常采用以下办法进行处理:
4、一是按设定的打磨模式进行打磨作业,此遍作业后将可作业的打磨电机输入缺失打磨电机的角度和功率/电流再进行打磨作业一遍来保证打磨质量和效果。这种方式的主要缺点是,作业时间变长,作业效率降低。
5、二是根据缺失的打磨电机,重新按照可作业的打磨电机数目进行打磨模式编排,形成新的打磨模式进行打磨作业来保证打磨质量和效果。这种方式的主要缺点是,作业时间变长,并且需要有丰富经验的工程师进行现场打磨模式编排,一旦编排错误将影响打磨质量和效果。
技术实现思路
1、有鉴于此,本技术的目的在于提供一种钢轨打磨参数补偿控制方法,以解决现有打磨补偿方式作业时间长、效率低、打磨质量和效果不佳的技术问题。
2、为了实现上述发明目的,本技术具体提供了一种钢轨打磨参数补偿控制方法的技术实现方案,包括以下步骤:
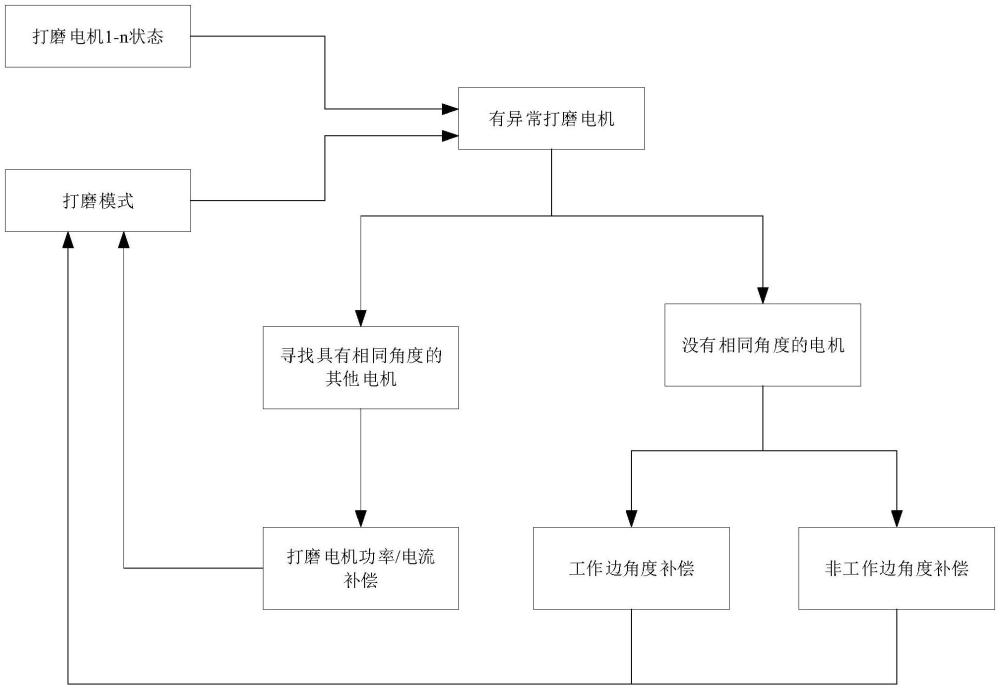
3、s2)获取异常打磨电机对应的配置角度,并在打磨模式中查找其它打磨电机的配置角度;
4、s3)若有相同角度配置的打磨电机,则根据打磨电机的角度及功率/电流获取功率/电流补偿参数,根据打磨电机的功率/电流及功率/电流补偿参数得到新的打磨功率/电流值,并按照新的打磨功率/电流值对相同角度配置的打磨电机进行功率/电流补偿;
5、s4)若无相同角度配置的打磨电机,则朝左右方向查找相邻的打磨电机,并根据相邻打磨电机的角度,与缺失打磨电机的角度差,以及打磨电机的功率/电流获取角度补偿参数。
6、根据相邻打磨电机的角度配置值及角度补偿参数得到新的打磨角度值,对工作边或非工作边的打磨电机进行角度补偿。同时根据相邻打磨电机的角度及功率/电流获取功率/电流补偿参数,根据相邻打磨电机的功率/电流及功率/电流补偿参数得到新的打磨功率/电流值,并按照新的打磨功率/电流值对相邻的打磨电机进行功率/电流补偿。
7、进一步的,在所述步骤s3)及步骤s4)中,根据以下公式计算具有相同角度配置打磨电机的新的打磨功率/电流值pn:
8、
9、其中,pw为具有相同角度配置打磨电机补偿之前的打磨功率/电流值;s为根据角度获取的功率/电流的补偿参数,其小于1;n为具有相同角度配置的打磨电机个数。
10、进一步的,所述方法还包括异常电机查找步骤s1),当查找到多个相同角度配置的打磨电机时,仅采用一个打磨电机进行补偿。
11、进一步的,在所述步骤s3)中,选取离异常打磨电机最远端位置的打磨电机进行补偿。
12、进一步的,在所述步骤s4)中,采用定量左右循环或者在角度划分区段内左右循环的方式实现其他打磨电机配置角度的获取。
13、进一步的,所述步骤s4)中的非工作边角度补偿控制过程包括以下步骤:
14、s21)在打磨模式中选取与异常打磨电机对应配置角度ae非工作边最相近的配置角度al,如果非工作边无相近配置角度则不进行角度补偿控制;
15、s22)将异常打磨电机对应配置角度ae分别与非工作边相邻的配置角度al计算角度差dl=ae-al;
16、s23)根据角度差dl获取异常打磨电机对应配置角度ae所在角度区段内的角度补偿参数sl;
17、s24)计算la=al×(1+sl);
18、s25)将查找到的与非工作边相邻的配置角度al的打磨电机角度修改为la;
19、s26)将la作为新的打磨角度值进行功率/电流补偿控制;
20、依次循环执行步骤s21)~s26)使得配置角度ae等于la,利用与非工作边相邻的配置角度的打磨电机补偿异常打磨电机,直至角度补偿参数sl等于0退出补偿控制。
21、进一步的,所述步骤s4)中的工作边角度补偿控制过程进一步包括以下步骤:
22、s31)在打磨模式中选取与异常打磨电机对应配置角度ae工作边最相近的配置角度ar,如果工作边无相近配置角度则不进行角度补偿控制;
23、s32)将异常打磨电机对应配置角度ae分别与工作边相邻的配置角度ar计算其角度差dr=ar-ae;
24、s33)根据角度dr获取其异常打磨电机对应配置角度ae所在角度区段内的角度补偿参数sr;
25、s34)计算ra=ar×(1-sr);
26、s35)将查找到的与工作边相邻的配置角度ar的打磨电机角度修改为ra;
27、s36)将ra作为新的打磨角度值进行功率/电流补偿控制;
28、依次循环执行步骤s31)~s36)使得配置角度ae等于ra,利用与工作边相邻的配置角度的打磨电机补偿异常打磨电机,直至角度补偿参数sr等于0退出补偿控制。
29、进一步的,在根据需要补偿的打磨电机角度匹配出的每个区段范围内,根据功率/电流、机车速度、打磨电机切削量及切削面积来生成功率/电流补偿参数。
30、进一步的,根据需要补偿的打磨电机所处的角度范围、角度误差值及打磨功率得出角度补偿参数,进行工作边或非工作边的打磨电机角度补偿。若异常打磨电机缺失的角度范围小于最小角度范围,则其角度补偿参数为0。
31、进一步的,在所述步骤s4)中,当采用定量左右循环实现其他打磨电机配置角度的获取时,获取其他打磨电机配置角度的次数n能够设置。若仅对相邻的第n个打磨电机进行补偿,则对第n+1个相邻打磨电机的角度补偿参数自动设置为0。
32、进一步的,在所述步骤s4)中,当采用在角度划分区段内左右循环的方式实现其他打磨电机配置角度的获取时,所述角度补偿参数获取单元获取其他打磨电机配置的角度范围能够设置,若相邻打磨电机的配置角度超出设置范围,则其角度补偿参数自动设置为0。
33、通过实施上述本技术提供的钢轨打磨参数补偿控制方法的技术方案,具有如下有益效果:
34、(1)本技术钢轨打磨参数补偿控制方法,根据已调用的打磨模式,在其基础上对缺失打磨电机的角度和功率/电流进行统计,根据钢轨廓形角度分布,将可工作的打磨电机自动按照补偿控制方法进行角度或功率/电流调整,既保证打磨质量和效果,又保证了打磨作业效率;
35、(2)本技术钢轨打磨参数补偿控制方法,采用数据模型和经验生成一系列参数对已有的打磨模式进行补偿控制从而生成新的打磨模式,不再需要硬件支撑和经验丰富的工程师参与,不仅进一步节约了时间和人力成本,还保证了打磨作业效率和打磨质量。
本文地址:https://www.jishuxx.com/zhuanli/20240911/293158.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表