一种蒸汽压缩机压气叶轮的高效率加工方法与流程
- 国知局
- 2024-09-14 14:34:18
本发明涉及蒸汽压缩机制造,尤其涉及一种蒸汽压缩机压气叶轮的高效率加工方法。
背景技术:
1、压气叶轮是蒸汽压缩机的关键零件,压气叶轮在蒸汽压缩机中,装在高速轴的一端,工作时随转子部套一起做高速旋转,此零件与周围零件间有较高要求的装配及配合,特别是零件子午面有较高的尺寸精度和形位精度。
2、目前在原压气叶轮加工工艺中,具体工序包括:钻通孔→粗车大端→粗车小端→热处理→机械性能检验→半精车大端→半精车小端→铣叶片、流道→精车外圆→精车大端→精车小端→铣端齿→钻攻小端螺孔→钳工去毛刺、刻字→动平衡→去重→动平衡复校→超速→探伤,共计19道工序。上述工艺中工序多,工序间的周转时间长,加工效率低。
技术实现思路
1、本发明的目的在于提供一种蒸汽压缩机压气叶轮的高效率加工方法,旨在解决现有技术中的工序多,工序间的周转时间长,加工效率低的技术问题。
2、为实现上述目的,本发明采用的一种蒸汽压缩机压气叶轮的高效率加工方法,包括如下步骤:
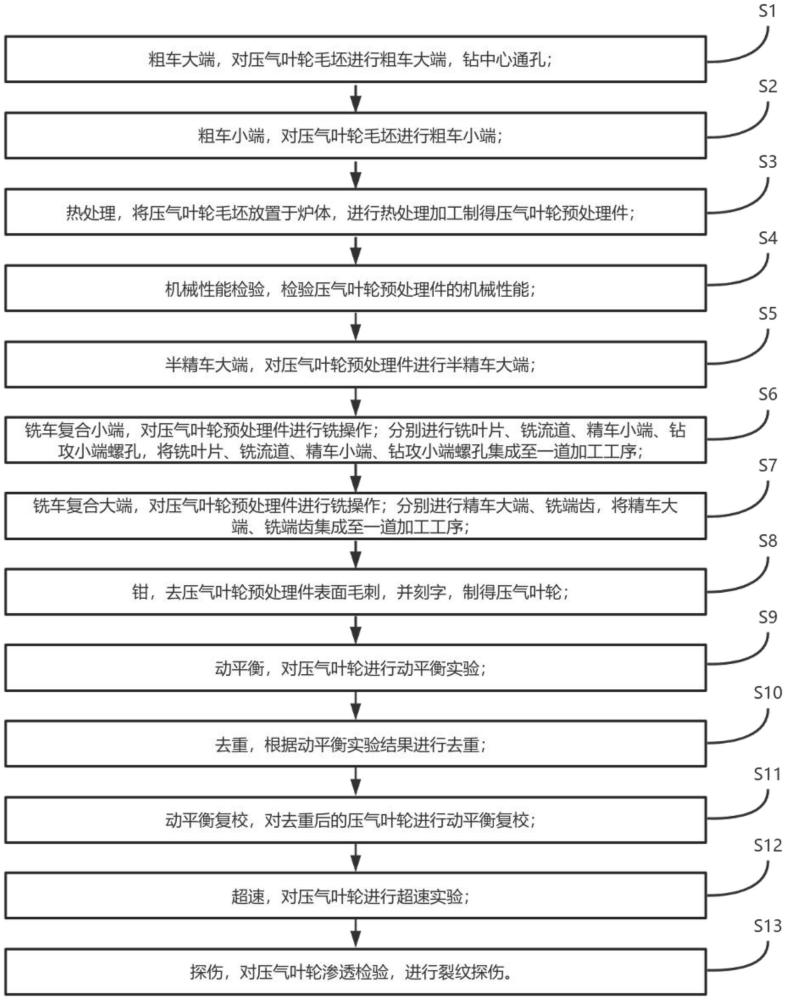
3、粗车大端,对压气叶轮毛坯进行粗车大端,钻中心通孔;
4、粗车小端,对压气叶轮毛坯进行粗车小端;
5、热处理,将压气叶轮毛坯放置于炉体,进行热处理加工制得压气叶轮预处理件;
6、半精车大端,对压气叶轮预处理件进行半精车大端;
7、铣车复合小端,对压气叶轮预处理件进行铣操作;
8、铣车复合大端,对压气叶轮预处理件进行铣操作;
9、钳,去压气叶轮预处理件表面毛刺,并刻字,制得压气叶轮;
10、动平衡,对压气叶轮进行动平衡实验;
11、去重,根据动平衡实验结果进行去重;
12、动平衡复校,对去重后的压气叶轮进行动平衡复校。
13、其中,在铣车复合小端,对压气叶轮预处理件进行铣操作的步骤中:
14、分别进行铣叶片、铣流道、精车小端、钻攻小端螺孔,将铣叶片、铣流道、精车小端、钻攻小端螺孔集成至一道加工工序。
15、其中,在铣车复合大端,对压气叶轮预处理件进行铣操作的步骤中:
16、分别进行精车大端、铣端齿,将精车大端、铣端齿集成至一道加工工序。
17、其中,在半精车大端,对压气叶轮预处理件进行半精车大端的步骤之前:
18、机械性能检验,检验压气叶轮预处理件的机械性能。
19、其中,在动平衡复校,对去重后的压气叶轮进行动平衡复校的步骤之后:
20、超速,对压气叶轮进行超速实验。
21、其中,在动平衡复校,对去重后的压气叶轮进行动平衡复校的步骤之后:
22、探伤,对压气叶轮渗透检验,进行裂纹探伤。
23、本发明的一种蒸汽压缩机压气叶轮的高效率加工方法,通过粗车大端,对压气叶轮毛坯进行粗车大端,钻中心通孔;粗车小端,对压气叶轮毛坯进行粗车小端;热处理,将压气叶轮毛坯放置于炉体,进行热处理加工制得压气叶轮预处理件;半精车大端,对压气叶轮预处理件进行半精车大端;铣车复合小端,对压气叶轮预处理件进行铣操作;铣车复合大端,对压气叶轮预处理件进行铣操作;钳,去压气叶轮预处理件表面毛刺,并刻字,制得压气叶轮;动平衡,对压气叶轮进行动平衡实验;去重,根据动平衡实验结果进行去重;动平衡复校,对去重后的压气叶轮进行动平衡复校;实现减少加工工序,缩短各工序间的周转时间,提高加工效率。
技术特征:1.一种蒸汽压缩机压气叶轮的高效率加工方法,其特征在于,包括如下步骤:
2.如权利要求1所述的蒸汽压缩机压气叶轮的高效率加工方法,其特征在于,在铣车复合小端,对压气叶轮预处理件进行铣操作的步骤中:
3.如权利要求1所述的蒸汽压缩机压气叶轮的高效率加工方法,其特征在于,在铣车复合大端,对压气叶轮预处理件进行铣操作的步骤中:
4.如权利要求1所述的蒸汽压缩机压气叶轮的高效率加工方法,其特征在于,在半精车大端,对压气叶轮预处理件进行半精车大端的步骤之前:
5.如权利要求1所述的蒸汽压缩机压气叶轮的高效率加工方法,其特征在于,在动平衡复校,对去重后的压气叶轮进行动平衡复校的步骤之后:
6.如权利要求1所述的蒸汽压缩机压气叶轮的高效率加工方法,其特征在于,在动平衡复校,对去重后的压气叶轮进行动平衡复校的步骤之后:探伤,对压气叶轮渗透检验,进行裂纹探伤。
技术总结本发明涉及蒸汽压缩机制造技术领域,具体涉及一种蒸汽压缩机压气叶轮的高效率加工方法;粗车大端,对压气叶轮毛坯进行粗车大端,钻中心通孔;粗车小端,对压气叶轮毛坯进行粗车小端;热处理;半精车大端,对压气叶轮预处理件进行半精车大端;铣车复合小端,对压气叶轮预处理件进行铣操作;铣车复合大端,对压气叶轮预处理件进行铣操作;钳,去压气叶轮预处理件表面毛刺,并刻字,制得压气叶轮;动平衡,对压气叶轮进行动平衡实验;去重,根据动平衡实验结果进行去重;动平衡复校,对去重后的压气叶轮进行动平衡复校,通过上述方式,实现减少了加工工序,缩短各工序间的周转时间,提高加工效率。技术研发人员:罗攀,鲁建于,袁列军,杨雪琴,杨意松,吴琳,赵倩,邹含青,邱宇,石茂旺受保护的技术使用者:重庆江增船舶重工有限公司技术研发日:技术公布日:2024/9/12本文地址:https://www.jishuxx.com/zhuanli/20240914/294813.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。