一种提高铸坯质量的浸入式水口及方法与流程
- 国知局
- 2024-10-15 10:21:17
本发明涉及浸入式水口,具体为一种提高铸坯质量的浸入式水口及方法。
背景技术:
1、在连续铸钢过程中,结晶器内钢液液面时常产生漩涡,将覆盖在液面上的保护渣卷入钢液,称为“涡流卷渣”,卷入的保护渣滞留在铸坯中形成大颗粒夹杂物,导致轧材的各种夹杂缺陷,比如:汽车面板用薄板的表面缺陷,造船、桥梁和容器用厚板钢的探伤缺等陷,以致钢材报废,造成重大经济损失。
2、对于“卷渣”问题,目前仅能通过调节浸入式水口出口角度、吹氩气量、稳定浇钢通量等加以控制,但是效果不理想,可以说尚无十分有效的方法解决“卷渣”问题。此外,注流不稳造成的液面波动会导致铸坯表层的夹渣缺陷。还有流股对坯壳的冲击,造成坯壳厚度不均,导致铸坯纵裂等缺陷的发生。
3、公开公告号为cn201644781u的中国专利文献公开了“一种防止连铸板坯卷渣的结晶器浸入式水口”,虽然克服了连铸过程中由于结晶器浸入式水口尺寸和孔型不合理导致的液面波动大、表面流速过高,有效防止了保护渣的卷入,减少了铸坯表面卷渣、夹渣等缺陷;但是存在浸入式水口流出的钢液流过于向下冲击的问题,导致结晶器内钢液面温度低,使得结晶器内保护渣熔化不良,影响连铸坯质量。公开公告号为cn101219464的中国专利文献公开了“一种可控制液面流场和波动的连铸结晶器装置”,虽然可减少和抑制在结晶器内产生卷渣,从而可提高连铸铸坯的质量;但是在消耗金属板会将保护渣带入钢液,及阻碍保护渣流动的问题,另外,其机构复杂,增加操作难度和生产成本,不能很好适应需求。
技术实现思路
1、为了克服现有技术的不足,本发明提供了一种提高铸坯质量的浸入式水口及方法,能够显著提高铸坯质量。
2、为了达到上述目的,本发明采用以下技术方案实现:
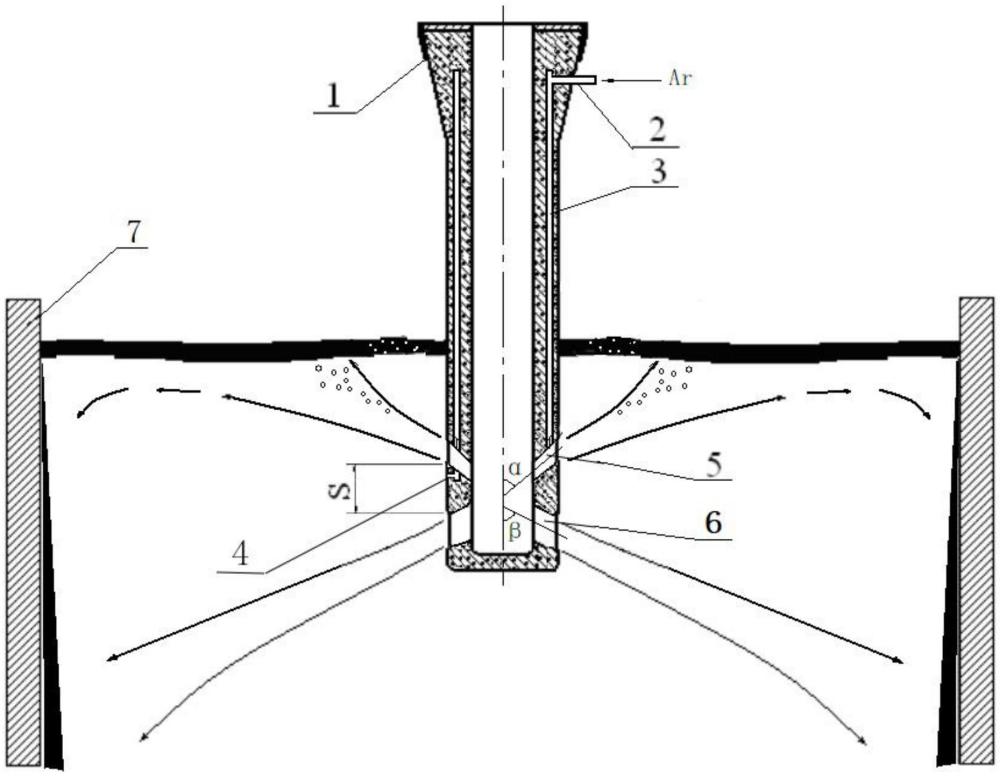
3、一种提高铸坯质量的浸入式水口,包括浸入式水口与吹氩系统;所述浸入式水口的本体为顶端开口,底端封闭的长筒;所述本体下部设有上出口与下出口;所述上出口向上倾斜,所述下出口向下倾斜,上出口位于下出口上方;所述吹氩系统包括进气管、下通管与出气管;所述进气管与氩气管道相连,进气管伸入本体侧壁的上部,下通管竖向设置在本体侧壁,下通管顶部与进气管连通,下通管底部位于上出口处,下通管底部与出气管连通;氩气由进气管进入,经下通管,由出气管喷出。
4、进一步地,所述上出口与本体轴线的夹角为α,50°≤α≤80°;
5、进一步地,所述下出口与本体轴线的夹角为β,55°≤β≤85°。
6、进一步地,所述上出口与下出口间距为s,50mm≤α≤150mm。
7、进一步地,所述上出口为两孔左右对称。
8、进一步地,所述下出口为两孔左右对称。
9、进一步地,所述浸入式水口安装在中间包上。
10、进一步地,所述本体上部为喇叭形,下部为直筒形。
11、一种提高铸坯质量的方法,基于上述一种提高铸坯质量的浸入式水口实现,具体包括如下步骤:
12、1)使用前烘烤浸入式水口;
13、2)将浸入式水口安装在中间包上,吹氩系统进气管与氩气管道相连接;
14、3)开浇前开启吹氩系统,氩气由进气管进入,经下通管,由出气管喷出;
15、4)开浇,连铸过程根据保护渣化渣情况和结晶器液面波动情况,调节氩气流量。结晶器液面波动幅度大于±5mm时,增大氩气流量10%~90%;反之,在结晶器液面保护渣融化低于设定值10%以上时,减小氩气流量10%~90%,直至连铸结束。
16、与现有技术相比,本发明至少具有如下技术效果或优点:
17、本发明浸入水口的出口由上出口和下出口组成,上出口的出口角度向上,由此流出的钢液的流经结晶器钢液面,再向下进入液相穴深处;下出口的出口角度向下,由此流出的钢液的一小部分流向坯壳,大部分直接向下进入液相穴深处。氩气由进气管进入,经下通管由出气管喷出,将氩气吹入钢液形成氩气泡;其作用是调节经上出口流出的钢液流的流量,吹氩量大则钢液流量小,反之则大,这样能够调节流经结晶器钢液面的钢液流的流量,以此调节保护渣的化渣速度,并减小液面波动,进而控制铸坯质量。
18、①流经液面的流股流量随时可调,利于铸坯质量控制;②浸入式水口附近的钢液流“迎面相撞”的量会大幅度减少,因而卷渣现象会大幅度减少:水口附近液面的流股对冲减少甚至消除;③上出口流出的钢液流直接流经液面与保护渣接触,而非原有的先冲击坯壳窄边再折返到液面,进而减少夹杂物被坯壳凝固前沿捕捉的机会,既降低铸坯夹杂物含量;④上出口流出的钢液流直接流经液面到达结晶器液面,液流会变得平稳,所以结晶器液面波动幅度会明显降低,减小坯壳夹渣发生,同时降低振痕深度;⑤流股对坯壳的冲击减轻,改善坯壳厚度不均,减少纵裂等缺陷的发生;⑥液面温度更高,利于加速保护渣的熔化。
技术特征:1.一种提高铸坯质量的浸入式水口,其特征在于:
2.根据权利要求1所述的一种提高铸坯质量的浸入式水口,其特征在于:
3.根据权利要求1所述的一种提高铸坯质量的浸入式水口,其特征在于:
4.根据权利要求1所述的一种提高铸坯质量的浸入式水口,其特征在于:
5.根据权利要求1所述的一种提高铸坯质量的浸入式水口,其特征在于:
6.根据权利要求1所述的一种提高铸坯质量的浸入式水口,其特征在于:
7.根据权利要求1所述的一种提高铸坯质量的浸入式水口,其特征在于:
8.根据权利要求1所述的一种提高铸坯质量的浸入式水口,其特征在于:
9.一种提高铸坯质量的方法,基于权利要求1-8任意一项所述的一种提高铸坯质量的浸入式水口实现,其特征在于,具体包括如下步骤:
10.根据权利要求9所述的一种提高铸坯质量的方法,其特征在于,所述步骤4)中,结晶器液面波动幅度大于±5mm时,增大氩气流量10%~90%;反之,在结晶器液面保护渣融化低于设定值10%以上时,减小氩气流量10%~90%,直至连铸结束。
技术总结本发明涉及浸入式水口技术领域,具体为一种提高铸坯质量的浸入式水口及方法。包括浸入式水口与吹氩系统;所述浸入式水口的本体为顶端开口,底端封闭的长筒;所述本体下部设有上出口与下出口;所述上出口向上倾斜,所述下出口向下倾斜,上出口位于下出口上方;所述吹氩系统包括进气管、下通管与出气管;所述进气管与氩气管道相连,进气管伸入本体侧壁的上部,下通管竖向设置在本体侧壁,下通管顶部与进气管连通,下通管底部位于上出口处,下通管底部与出气管连通;氩气由进气管进入,经下通管,由出气管喷出。能够显著提高铸坯质量。技术研发人员:黄玉平,栗红,李德军,张维维受保护的技术使用者:鞍钢股份有限公司技术研发日:技术公布日:2024/10/10本文地址:https://www.jishuxx.com/zhuanli/20241014/317370.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表