一种适用于800MPa级高强度钢板的手工电弧焊对接方法与流程
- 国知局
- 2024-10-15 09:41:04
本发明属于低合金高强度钢板的焊接,具体涉及一种适用于800mpa级高强度钢板的手工电弧焊对接方法,尤其涉及一种易于施工现场实现的适用于10-60mm厚800mpa级高强度钢板的手工电弧焊对接方法。
背景技术:
1、抽水蓄能电站的建设促使800mpa级高强度水电钢需求上升,主要用于水电工程压力钢管、蜗壳、岔管等部件的制作,钢板经卷制后焊接成型。随着水电工程的装机容量和水头设计越来越大,水电工程用800mpa级高强度钢板用量极大,焊接工作量激增,尤其施工现场较工厂车间焊接环境恶劣,不易进行需大型或大量焊接设备配套的焊接方法。水电工程用800mpa级钢板成分设计一般采用低碳+镍铬钼铌钒钛合金化,使得碳当量(碳当量cev=c+mn/6+(cr+mo+v)/5+(ni+cu)/15)较高,材料焊接性较差。因此需开发一种易于施工现场实现的800mpa级高强度钢板焊接方法。
技术实现思路
1、本本发明所针对的钢板强度(抗拉强度≥800mpa)高,且碳当量(cev可达0.52%)较大,焊接性能较差(需进行预热处理),同时为便于施工现场焊接工作易于实现,发明开发一种易于施工现场实现的适用于10-60mm厚800mpa级高强度钢板的手工电弧焊对接方法,采用本发明提供的手工电弧焊对接方法可保证钢板具有良好的焊后力学性能和工艺性能,焊后钢板的抗拉强度不降低、焊缝及热影响区的低温冲击韧性优良、优异的冷成型性等,可稳定应用于水电工程的施工现场焊接。
2、本发明通过以下技术方案实现。
3、本发明提供一种适用于800mpa级高强度钢板的手工电弧焊对接方法,其包括以下操作步骤:钢板表面前处理—钢板焊接坡口加工成型—钢板焊前预热处理—焊接;其中:
4、在所述钢板表面前处理步骤中,在手工电弧焊对接前,对钢板表面各种脏污及缺陷进行深度清理,直至肉眼不可见或钢板露出金属光泽;
5、在所述钢板焊接坡口加工成型步骤中,按照标准技术要求加工非对称x型坡口,预留钝边2-5mm;
6、在所述钢板焊前预热处理步骤中,控制预热温度≥100℃,预热范围为焊缝每侧100mm以上,在距焊缝30-50mm范围内测温;
7、在所述焊接步骤中,使用的焊接材料为jq.j807sd高强钢焊条,规格为ф4.0mm,且控制以下工艺参数:
8、电流:140-160a;电压:22-25v;焊接速度:80-150mm/min;
9、道间温度100-200℃;和
10、后热制度150-200℃保温2小时以上。
11、在一些实施方式中,所述800mpa级高强度钢板的厚度规格为10-60mm。
12、在一些实施方式中,所述800mpa级高强度钢板的的化学成分按照质量百分比计为:c≤0.10%,si≤0.30%,mn≤1.70%,p≤0.010%,s≤0.004%,als:0.020%~0.035%,nb≤0.050%,ti≤0.030%,v≤0.050%,cr≤0.70%,mo≤0.70%,ni≤1.5%,cu≤0.30%,b≤0.0020%,其余为fe和不可避免的杂质。
13、在一些实施方式中,所述800mpa级高强度钢板的的化学成分按照质量百分比计为:c:0.07%~0.09%,si:0.10%~0.30%,mn:1.20%~1.60%,p≤0.010%,s≤0.004%,als:0.020%~0.035%,nb:0.030%~0.050%,ti:0.015%~0.030%,v:0.030%~0.050%,cr≤0.70%,mo≤0.70%,ni:0.70~1.5%,cu≤0.30%,b≤0.0020%,其余为fe和不可避免的杂质。
14、在一些实施方式中,所述800mpa级高强度钢板的的化学成分按照质量百分比计为:c:0.076%~0.089%,si:0.19%~0.23%,mn:1.31%~1.37%,p≤0.010%,s≤0.004%,als:0.024%~0.030%,nb:0.040%~0.045%,ti:0.017%~0.020%,v:0.039%~0.045%,cr:0.41~0.45%,mo:0.37~0.42%,ni:0.84~0.89%,cu:0.20~0.22%,b:0~0.0014%,其余为fe和不可避免的杂质。
15、在一些实施方式中,所述钢板表面前处理步骤包括:(1)表面附着类缺陷如油污、水分、泥垢等采用酒精擦拭;(2)近表层缺陷如铁锈、氧化铁皮、细微裂纹等采用角磨机打磨。
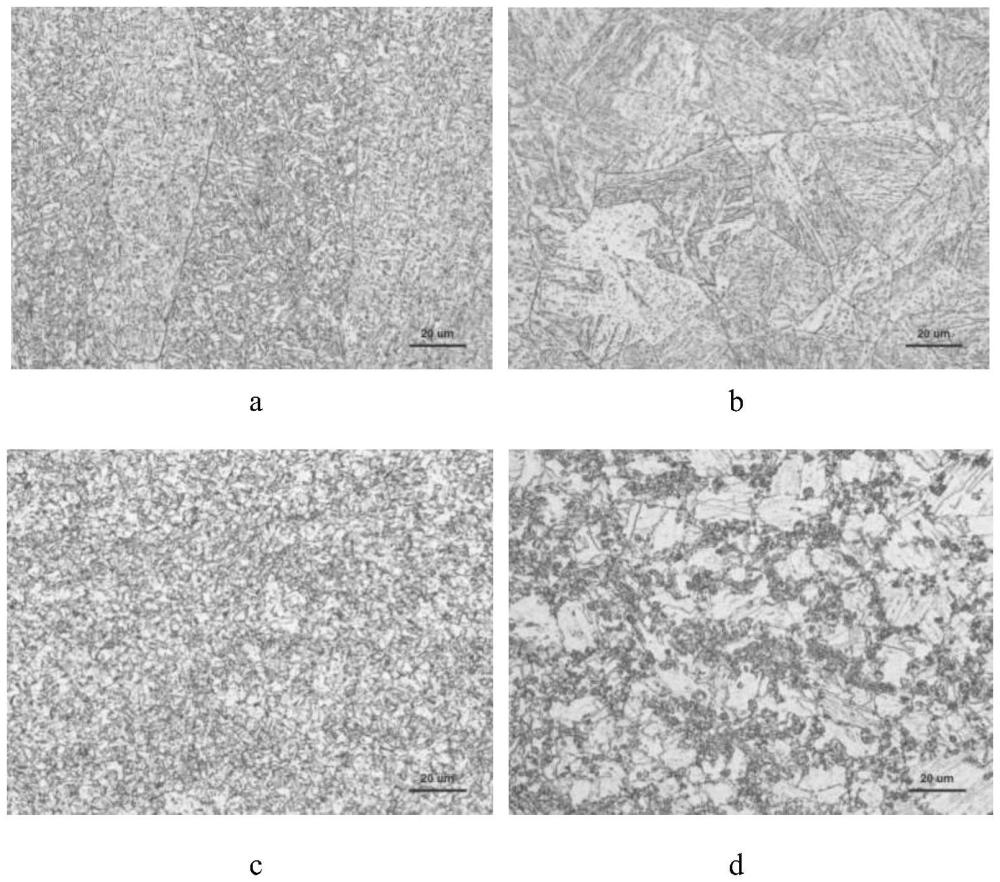
16、在一些实施方式中,所述手工电弧焊对接方法还包括焊后焊缝及热影响区金相组织观察分析和力学性能及工艺性能检测。
17、在一些实施方式中,在所述钢板焊前预热处理步骤中,采用火焰喷枪对钢板进行焊前预热处理,或采用箱式电阻炉对钢板进行焊前预热处理。
18、本发明的有益效果是:本发明通过选用合适的焊接材料,匹配最佳的焊接工艺参数,尤其是控制电流、电压、焊接速度、道间温度和后热制度等焊接工艺参数,可以保证材料焊后力学性能和工艺性能符合水电工程用钢板的技术要求,为施工现场焊接工作提供数据支持。同时,本发明方法操作简单,可以在施工现场实现,而不需要大型或大量焊接设备配套。
技术特征:1.一种适用于800mpa级高强度钢板的手工电弧焊对接方法,其包括以下操作步骤:钢板表面前处理—钢板焊接坡口加工成型—钢板焊前预热处理—焊接;其中:
2.根据权利要求1所述的手工电弧焊对接方法,其中所述800mpa级高强度钢板的厚度规格为10-60mm。
3.根据权利要求1或2所述的手工电弧焊对接方法,其中所述800mpa级高强度钢板的的化学成分按照质量百分比计为:c≤0.10%,si≤0.30%,mn≤1.70%,p≤0.010%,s≤0.004%,als:0.020%~0.035%,nb≤0.050%,ti≤0.030%,v≤0.050%,cr≤0.70%,mo≤0.70%,ni≤1.5%,cu≤0.30%,b≤0.0020%,其余为fe和不可避免的杂质。
4.根据权利要求3所述的手工电弧焊对接方法,其中所述800mpa级高强度钢板的的化学成分按照质量百分比计为:c:0.07%~0.09%,si:0.10%~0.30%,mn:1.20%~1.60%,p≤0.010%,s≤0.004%,als:0.020%~0.035%,nb:0.030%~0.050%,ti:0.015%~0.030%,v:0.030%~0.050%,cr≤0.70%,mo≤0.70%,ni:0.70~1.5%,cu≤0.30%,b≤0.0020%,其余为fe和不可避免的杂质。
5.根据权利要求4所述的手工电弧焊对接方法,其中所述800mpa级高强度钢板的的化学成分按照质量百分比计为:c:0.076%~0.089%,si:0.19%~0.23%,mn:1.31%~1.37%,p≤0.010%,s≤0.004%,als:0.024%~0.030%,nb:0.040%~0.045%,ti:0.017%~0.020%,v:0.039%~0.045%,cr:0.41~0.45%,mo:0.37~0.42%,ni:0.84~0.89%,cu:0.20~0.22%,b:0~0.0014%,其余为fe和不可避免的杂质。
6.根据权利要求1-5中任一项所述的手工电弧焊对接方法,其中所述钢板表面前处理步骤包括:(1)表面附着类缺陷如油污、水分、泥垢等采用酒精擦拭;(2)近表层缺陷如铁锈、氧化铁皮、细微裂纹等采用角磨机打磨。
7.根据权利要求1-6中任一项所述的手工电弧焊对接方法,其还包括焊后焊缝及热影响区金相组织观察分析和力学性能及工艺性能检测。
8.根据权利要求1-7中任一项所述的手工电弧焊对接方法,其中在所述钢板焊前预热处理步骤中,采用火焰喷枪对钢板进行焊前预热处理,或采用箱式电阻炉对钢板进行焊前预热处理。
技术总结本发明公开一种适用于800MPa级高强度钢板的手工电弧焊对接方法,其包括以下操作步骤:钢板表面前处理—钢板焊接坡口加工成型—钢板焊前预热处理—焊接,其中在所述焊接步骤中,控制电流:140‑160A;电压:22‑25V;焊接速度:80‑150mm/min;道间温度100‑200℃;和后热制度150‑200℃保温2小时以上,可以保证钢板具有良好的焊后力学性能和工艺性能。技术研发人员:白海瑞,袁晓鸣,黄利,王少炳,杨雄,魏慧慧,卢晓禹,段燕林,韩钧受保护的技术使用者:包头钢铁(集团)有限责任公司技术研发日:技术公布日:2024/10/10本文地址:https://www.jishuxx.com/zhuanli/20241015/315004.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
自动化焊接系统的制作方法
下一篇
返回列表