精密钣金加工的焊接方法及装置与流程
- 国知局
- 2024-11-06 15:05:58
本技术涉及焊接,尤其涉及一种精密钣金加工的焊接方法及装置。
背景技术:
1、钣金加工技术广泛应用于汽车制造、航空航天、电子设备、建筑和家电等行业。在钣金加工过程中,焊接是一项关键的工艺,它直接影响产品的质量和性能。传统的焊接方法通常依赖于工人的手工操作,不仅效率低下,而且质量难以保证。
2、自动化焊接技术借助焊接机器人和计算机控制系统,实现了焊接过程的高度自动化和智能化。然而,在实际应用中,现有的自动化焊接技术难以满足复杂工件的高精度焊接需求,影响产品质量。
技术实现思路
1、本技术提供一种精密钣金加工的焊接方法及装置,以解决上述背景技术提出的问题。
2、第一方面,本技术提供一种精密钣金加工的焊接方法,包括:
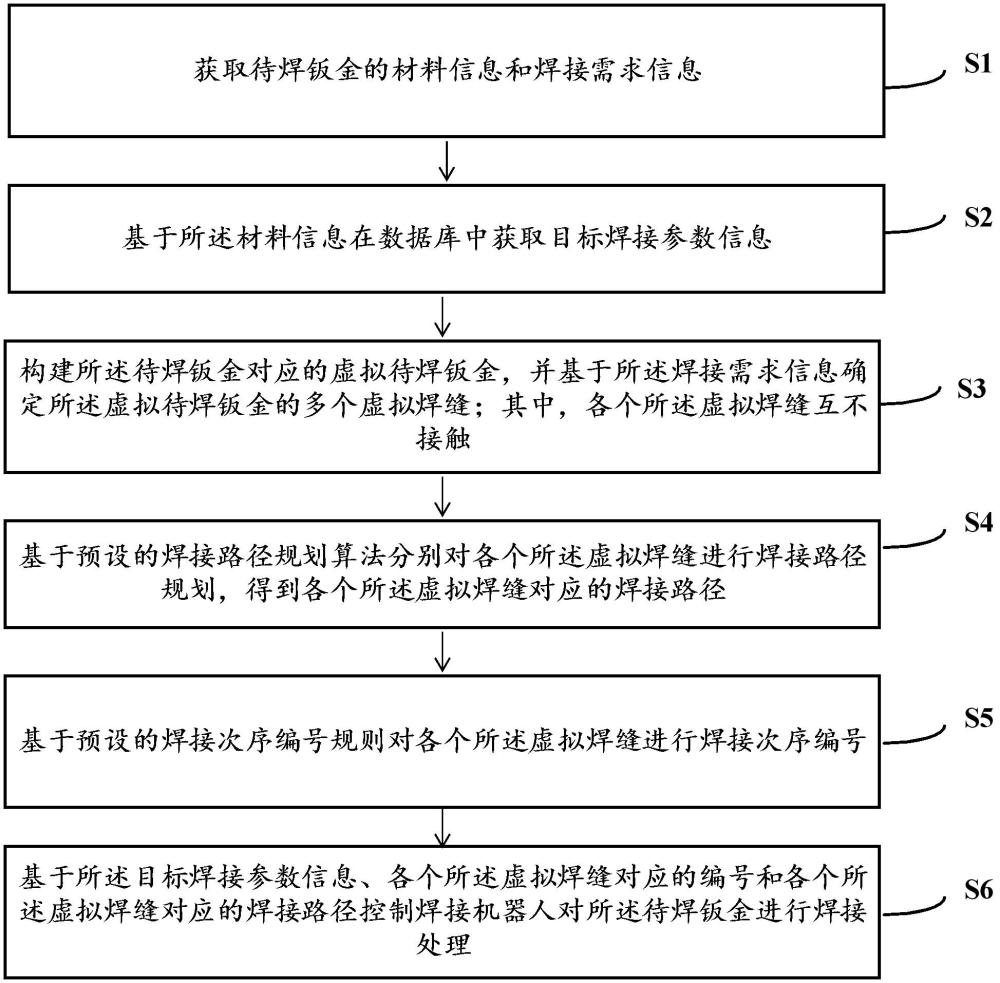
3、获取待焊钣金的材料信息和焊接需求信息;
4、基于所述材料信息在数据库中获取目标焊接参数信息;
5、构建所述待焊钣金对应的虚拟待焊钣金,并基于所述焊接需求信息确定所述虚拟待焊钣金的多个虚拟焊缝;其中,各个所述虚拟焊缝互不接触;
6、基于预设的焊接路径规划算法分别对各个所述虚拟焊缝进行焊接路径规划,得到各个所述虚拟焊缝对应的焊接路径;
7、基于预设的焊接次序编号规则对各个所述虚拟焊缝进行焊接次序编号;
8、基于所述目标焊接参数信息、各个所述虚拟焊缝对应的编号和各个所述虚拟焊缝对应的焊接路径控制焊接机器人对所述待焊钣金进行焊接处理。
9、在一种可能的实现方式中,所述基于预设的焊接路径规划算法分别对各个所述虚拟焊缝进行焊接路径规划,得到各个所述虚拟焊缝对应的焊接路径,包括:
10、针对各个所述虚拟焊缝,对所述虚拟焊缝进行有限元分割,得到所述虚拟焊缝对应的多个虚拟焊接点,并基于预设的排序规则对各个所述虚拟焊接点进行排序,得到所述虚拟焊缝对应的焊接路径。
11、在一种可能的实现方式中,所述基于预设的排序规则对各个所述虚拟焊接点进行排序,得到所述虚拟焊缝对应的焊接路径,包括:
12、针对各个所述虚拟焊接点,基于预设的目标焊接参数信息控制预设的虚拟焊接机器人对所述虚拟焊接点进行虚拟焊接处理,并在对所述虚拟焊接点完成虚拟焊接处理之后,通过预设的虚拟热成像仪获取所述虚拟待焊钣金的指定区域在预设时间段内的热成像视频,并基于所述热成像视频确定所述虚拟焊接点对应的热稳定系数;
13、基于各个所述虚拟焊接点对应的热稳定系数将各个所述虚拟焊接点依序排列,得到虚拟焊接点序列,并确定所述虚拟焊接点序列为所述焊接路径;其中,所述虚拟焊接点序列中的各个虚拟焊接点对应的热稳定系数依序减小。
14、在一种可能的实现方式中,所述基于所述热成像视频确定所述虚拟焊接点对应的热稳定系数,包括:
15、对所述热成像视频进行分帧处理,得到所述热成像视频对应的多个视频帧,并基于各个所述视频帧在所述热成像视频中对应的播放次序,将各个所述视频帧依序排列,得到视频帧序列;
16、依序获取所述视频帧序列中相邻的两个视频帧之间的第一相似度;
17、确定各个所述第一相似度之间的标准差为所述热稳定系数。
18、在一种可能的实现方式中,所述基于预设的焊接次序编号规则对各个所述虚拟焊缝进行焊接次序编号,包括:
19、将所述虚拟待焊钣金置于预设的三维直角坐标系中;
20、基于预设的分割规则对所述虚拟待焊钣金进行分割处理,得到多个钣金单元,并获取各个所述钣金单元在所述三维直角坐标系中对应的第一坐标点,及获取各个所述钣金单元的几何特征对应的第一特征向量;
21、针对各个所述虚拟焊缝,基于所述目标焊接参数信息和所述虚拟焊缝对应的焊接路径控制虚拟焊接机器人对所述虚拟焊缝进行虚拟焊接处理;
22、针对各个所述虚拟焊缝,对所述虚拟焊缝完成虚拟焊接之后,获取各个所述钣金单元在所述三维直角坐标系中对应的第二坐标点,并获取各个所述钣金单元的几何特征对应的第二特征向量,及基于各个所述钣金单元对应的第一坐标点、各个所述钣金单元的几何特征对应的第一特征向量、各个所述钣金单元对应的第二坐标点和各个所述钣金单元的几何特征对应的第二特征向量生成所述虚拟焊缝对应的应变影响系数;
23、基于各个所述虚拟焊缝对应的应变影响系数对各个所述虚拟焊缝依序进行编号;其中,所述虚拟焊缝对应的编号与所述虚拟焊缝对应的应变影响系数呈正相关。
24、在一种可能的实现方式中,所述基于各个所述钣金单元对应的第一坐标点、各个所述钣金单元的几何特征对应的第一特征向量、各个所述钣金单元对应的第二坐标点和各个所述钣金单元的几何特征对应的第二特征向量生成所述虚拟焊缝对应的应变影响系数,包括:
25、针对各个所述钣金单元,获取所述钣金单元对应的第一坐标点与第二坐标点之间的距离值;
26、将各个所述距离值相加,得到距离值之和,并获取各个所述距离值之间的标准差,及将所述距离值之和与所述标准差之间的乘积作为第一影响系数;
27、针对各个所述钣金单元,获取所述钣金单元对应的第一特征向量与第二特征向量之间的第二相似度;
28、确定各个所述第二相似度中的最小相似度为第二影响系数,并确定所述第一影响系数与所述第二影响系数之间的比值为所述应变影响系数。
29、第二方面,本技术提供一种精密钣金加工的焊接装置,包括:
30、第一获取模块,用于获取待焊钣金的材料信息和焊接需求信息;
31、第二获取模块,用于基于所述材料信息在数据库中获取目标焊接参数信息;
32、确定模块,用于构建所述待焊钣金对应的虚拟待焊钣金,并基于所述焊接需求信息确定所述虚拟待焊钣金的多个虚拟焊缝;其中,各个所述虚拟焊缝互不接触;
33、路径规划模块,用于基于预设的焊接路径规划算法分别对各个所述虚拟焊缝进行焊接路径规划,得到各个所述虚拟焊缝对应的焊接路径;
34、编号模块,用于基于预设的焊接次序编号规则对各个所述虚拟焊缝进行焊接次序编号;
35、控制模块,用于基于所述目标焊接参数信息、各个所述虚拟焊缝对应的编号和各个所述虚拟焊缝对应的焊接路径控制焊接机器人对所述待焊钣金进行焊接处理。
36、本技术提供了精密钣金加工的焊接方法及装置,其中,所述方法包括:获取待焊钣金的材料信息和焊接需求信息;基于所述材料信息在数据库中获取目标焊接参数信息;构建所述待焊钣金对应的虚拟待焊钣金,并基于所述焊接需求信息确定所述虚拟待焊钣金的多个虚拟焊缝;其中,各个所述虚拟焊缝互不接触;基于预设的焊接路径规划算法分别对各个所述虚拟焊缝进行焊接路径规划,得到各个所述虚拟焊缝对应的焊接路径;基于预设的焊接次序编号规则对各个所述虚拟焊缝进行焊接次序编号;基于所述目标焊接参数信息、各个所述虚拟焊缝对应的编号和各个所述虚拟焊缝对应的焊接路径控制焊接机器人对所述待焊钣金进行焊接处理。该方法有助于降低所述待焊钣金在焊接过程中产生的形变程度,提高焊接的精度,进而提高产品质量。
本文地址:https://www.jishuxx.com/zhuanli/20241106/325295.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表