一种氧化锌和碳化硅协同增强曳引机用树脂基复合材料耐磨性的方法
- 国知局
- 2024-11-18 18:20:08
本发明涉及树脂基摩擦材料,特别是涉及增强曳引机用树脂基复合材料耐磨性的方法。
背景技术:
1、摩擦材料是一种应用于各类交通工具及动力机械上,依靠摩擦作用来吸收或传递动力,从而执行制动或传动功能的关键材料;其力学性能决定其能否承受加工和使用过程中的作用力,摩擦磨损性能直接决定服役过程中的安全性和稳定性。因此,须对摩擦材料的组成精确调控,从而实现其性能的调控。同时,针对曳引机用摩擦材料,其平均摩擦系数应保持在0.30~0.60间,使得曳引机拥有良好的服役稳定性;但随着现代工业的发展对其服役寿命提出了更高的要求。
2、树脂基复合材料因具有低密度、组成设计性强和易成形等优点,已经被广泛应用于各领域;其中树脂基摩擦材料作为现今主要摩擦材料之一,其通常由黏结剂、增强纤维、润滑相、增摩剂和填料几部分组成;可改变黏结剂的重量及含量调控复合材料的力学性能,并可调节润滑相与增摩剂的配比和含量实现其摩擦学性能的调控。氧化锌和碳化硅作为常用的摩擦性能调节剂,常具有调节材料力学强度、耐高温性、抗氧化性、摩擦系数、摩擦系数稳定性及耐磨性等作用,其形状、粒径及含量需要精确控制。有研究表明单一加入碳化硅和氧化锌增强相时,均难以满足曳引机关于摩擦系数的要求;复合添加增强邻位甲酚新生环氧树脂则因树脂强度不够致使整体材料强度不高。与此同时,公开号为cn 107163309a的中国专利“一种防滑耐磨载重车用轮胎橡胶及制备方法”公开了一种防滑耐磨载重车用轮胎橡胶及制备方法,通过添加氧化石墨烯、纳米二氧化钛、纳米碳化硅、炭黑、氧化锌、增粘剂、防老剂、硫化剂和促进剂等,经混炼、挤出和造粒等步骤所制得的橡胶材料具有较好的防滑、耐磨性能,在载重车辆具有较好的使用价值。但其不足之处在于并未罗列具体的平均摩擦系数和体积磨损率等数值以供参考。因此,亟需开发一种摩擦系数稳定(0.30~0.60)、高耐磨的曳引机用树脂基复合材料。
技术实现思路
1、本发明的目的是通过添加摩擦性能调节剂氧化锌和碳化硅来提高树脂基复合材料的力学及摩擦磨损性能,提供一种氧化锌和碳化硅协同增强曳引机用树脂基复合材料耐磨性的方法。
2、为了实现上述目的,本发明提供了如下方案:
3、本发明提供一种氧化锌和碳化硅协同增强曳引机用树脂基复合材料耐磨性的方法,制备包括以下步骤:
4、(1)按质量分数分别为0%~30%黏结剂、0%~40%增强纤维、0%~20%减摩剂、0%~20%氧化锌、0%~20%碳化硅、0%~60%填料依次称取粉末;
5、(2)随后将原料放入球磨机中干混,干混结束进行干燥;
6、(3)将干燥后的物料放入预处理的模具中进行热压烧结,保温,然后随炉冷却至室温得到所述树脂基复合材料。
7、进一步地,步骤(1)所述黏结剂为腰果壳油改性酚醛树脂,所述黏结剂平均直径为16.81μm。所述黏结剂的作用是将各组分黏结成一个整体。
8、进一步地,步骤(1)所述增强纤维为短切玄武岩纤维,所述增强纤维平均长度为164.75μm,平均直径为6.77μm。所述增强纤维的作用是充当骨架,承担加工和使用过程中的载荷。
9、进一步地,步骤(1)所述减摩剂为人造石墨,所述减摩剂平均粒径为273.25μm。所述减摩剂的作用是降低噪音。
10、进一步地,步骤(1)所述氧化锌为短柱状、微米级颗粒,平均粒径为0.35μm。所述氧化锌的作用是提高平均摩擦系数。图1和图2分别为本文所用氧化锌的微观形貌图和粒径分布图。
11、进一步地,步骤(1)所述碳化硅为刀刃状、微米级颗粒,平均粒径为31.97μm。所述碳化硅的作用是提高力学强度和耐磨性。图3和图4分别为为本文所用碳化硅的微观形貌图和粒径分布图。
12、进一步地,步骤(1)所述填料为硫酸钡,所述填料平均粒径为12.81μm。所述填料的作用是填充空间。
13、进一步地,步骤(2)在立式行星球磨机中干混。
14、进一步地,步骤(2)在立式行星球磨机中将除增强纤维以外的原料以150r/min的转速干混15h,结束后再加入增强纤维以150r/min的转速干混3h。
15、进一步地,步骤(2)中干燥在电热鼓风干燥箱中进行。
16、进一步地,步骤(2)在60℃干燥2h。
17、进一步地,步骤(3)所述预处理模具为经过酒精清洗且在上下表面各垫上一层0.01mm厚石墨脱模纸的模具。
18、进一步地,步骤(3)热压烧结时在15mpa下以10℃/min的升温速率由室温升温至175℃,保温60min,然后随炉冷却至室温。
19、本发明提供一种氧化锌和碳化硅协同增强曳引机用树脂基复合材料耐磨性的方法。
20、本发明还提供所述的树脂基复合材料在曳引机用摩擦材料中的应用,复合材料平均摩擦系数应控制在0.30~0.60。
21、本发明公开了以下技术效果:
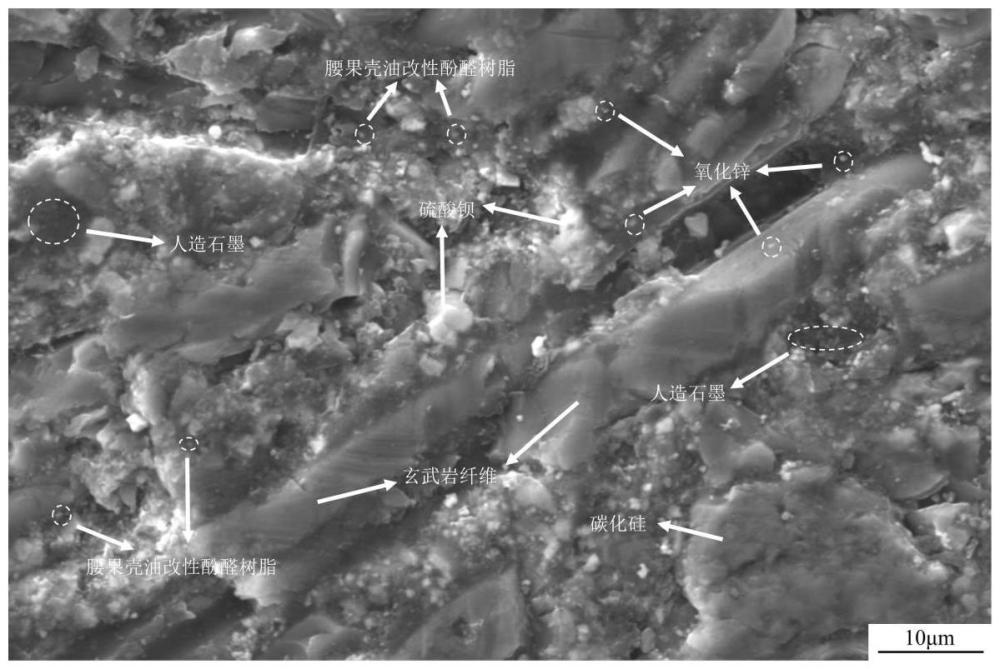
22、本发明通过同时添加特定形状、尺寸和含量的氧化锌和碳化硅来提高树脂基复合材料的力学及摩擦磨损性能。其中,氧化锌主要用来提高摩擦系数,碳化硅用来提高力学强度和耐磨性,两者协同改善树脂基复合材料的力学及摩擦磨损性能。与单独添加碳化硅或氧化锌树脂基复合材料的相关研究相比,组织形貌明显不同,压缩强度、平均摩擦系数和体积磨损率均处在较好区间,同时氧化锌和碳化硅两种原料成本低廉、容易获得,在电梯曳引机用摩擦材料领域具有较好的应用价值。
技术特征:1.一种氧化锌和碳化硅协同增强曳引机用树脂基复合材料耐磨性的方法,其特征在于,制备包括以下步骤:(1)按质量分数分别为0%~30%黏合剂、0%~40%增强纤维、0%~20%减摩剂、0%~20%氧化锌、0%~20%碳化硅、0%~60%填料,依次称取粉末;(2)随后将原料放入球磨机中干混,干混结束进行干燥;(3)将干燥后的粉末放入预处理的模具中进行热压烧结,保温,然后随炉冷却至室温,得到所述树脂基复合材料。
2.根据权利要求1所述的一种氧化锌和碳化硅协同增强曳引机用树脂基复合材料耐磨性的方法,其特征在于,步骤(1)所述黏合剂为腰果壳油改性酚醛树脂,所述黏结剂平均粒径为16.81μm。
3.根据权利要求1所述的一种氧化锌和碳化硅协同增强曳引机用树脂基复合材料耐磨性的方法,其特征在于,步骤(1)所述增强纤维为短切玄武岩纤维,所述增强纤维平均长度为164.75μm,平均直径为6.77μm。
4.根据权利要求1所述的一种氧化锌和碳化硅协同增强曳引机用树脂基复合材料耐磨性的方法,其特征在于,步骤(1)所述减摩剂为人造石墨,所述减摩剂平均粒径为273.25μm。
5.根据权利要求1所述的一种氧化锌和碳化硅协同增强曳引机用树脂基复合材料耐磨性的方法,其特征在于,步骤(1)所述氧化锌为短柱状、微米级颗粒,平均粒径为0.35μm。
6.根据权利要求1所述的一种氧化锌和碳化硅协同增强曳引机用树脂基复合材料耐磨性的方法,其特征在于,步骤(1)所述碳化硅为刀刃状、微米级颗粒,平均粒径为31.97μm。
7.根据权利要求1所述的一种氧化锌和碳化硅协同增强曳引机用树脂基复合材料耐磨性的方法,其特征在于,步骤(1)所述填料为硫酸钡,所述填料平均粒径为12.81μm。
8.根据权利要求1所述的一种氧化锌和碳化硅协同增强曳引机用树脂基复合材料耐磨性的方法,其特征在于,步骤(2)在立式行星球磨机中干混。
9.根据权利要求1所述的一种氧化锌和碳化硅协同增强曳引机用树脂基复合材料耐磨性的方法,其特征在于,步骤(2)在立式行星球磨机中将除增强纤维以外的原料以150r/min的转速干混15h,结束后再加入增强纤维以150r/min的转速干混3h。
10.根据权利要求1所述的一种氧化锌和碳化硅协同增强曳引机用树脂基复合材料耐磨性的方法,其特征在于,步骤(2)中干燥在电热鼓风干燥箱中进行,在60℃干燥2h。
11.根据权利要求1所述的一种氧化锌和碳化硅协同增强曳引机用树脂基复合材料耐磨性的方法,其特征在于,步骤(3)在15mpa、175℃烧结。
12.一种如权利要求1~11任一项所述的一种氧化锌和碳化硅协同增强曳引机用树脂基复合材料耐磨性的方法得到的树脂基复合材料。
13.根据权利要求1~12所述制备的树脂基复合材料应用于电梯曳引机摩擦材料领域。
技术总结本发明公开了一种氧化锌和碳化硅协同增强曳引机用树脂基复合材料耐磨性的制备方法,属于树脂基摩擦材料领域。所述方法采用的氧化锌和碳化硅增强相均为微米级颗粒,平均粒径分别为0.35μm和31.97μm,形状分别为短柱状和刀刃状。制备过程为:将质量分数为0%~30%腰果壳油改性酚醛树脂、0%~20%氧化锌、0%~20%碳化硅、0%~40%短切玄武岩纤维、0%~20%减摩剂及0%~60%硫酸钡按成分配比放入混料罐中并将其放置在行星式球磨机上进行机械混合,随后对混合粉进行干燥,干燥完成后进行热压烧结,最后随炉冷却至室温即得氧化锌和碳化硅协同增强腰果壳油改性酚醛树脂基复合材料。树脂基复合材料具有较高的压缩强度及优异的摩擦磨损性能,且原料成本低廉、容易获取,在电梯曳引机用摩擦材料领域拥有较好的应用价值。技术研发人员:请求不公布姓名,马迅,刘艳,李聪,谢峰,李漫,雷昌锦,夏大旺,程李民受保护的技术使用者:湘潭大学技术研发日:技术公布日:2024/11/14本文地址:https://www.jishuxx.com/zhuanli/20241118/328258.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。