全自动电子产品的测量方法及系统与流程
- 国知局
- 2024-12-06 12:30:31
本发明涉及电子产品测量,具体为全自动电子产品的测量方法及系统。
背景技术:
1、电子产品测量是指使用电子技术进行的测量活动,它可以包括对电子技术中各种电参量的测量,如电压、电流、频率、电阻、电容等,测量方法通常涉及使用各种测量仪器,如多用表、示波器、信号发生器等,以及相应的测量技术和方法,电子产品测量技术包括但不限于电压测量、频率测量、示波测试技术、频率与时间测量技术、电压测量技术、频域测量技术、数据域测试技术等,这些技术广泛应用于电子产品的研发、生产和质量控制过程中,常用的测量仪器包括信号源、示波器、计数器、电压测量仪器、频域测量仪器、元件参数测量仪表、智能仪器等;
2、电子产品在生产制造过程中需要进行多项性能参数的测量,如电性能、机械性能、热性能等,传统测量方法依赖人工操作,效率低且易受人为因素影响。
技术实现思路
1、本发明的目的在于提供了全自动电子产品的测量方法及系统,达到解决上述背景技术中提出问题的目的。
2、为实现上述目的,本发明提供如下技术方案:全自动电子产品的测量系统,包括结构框;所述结构框的顶部固定安装有等待工位,所述结构框的顶部固定安装有校准工位,所述结构框的顶部固定安装有测试工位,所述结构框的顶部位置安装有下料口,所述结构框的顶部固定安装有电源设备。
3、优选的,所述结构框内壁安装有六轴机器人,所述六轴机器人的一端安装有机器人,所述机器人的一端安装有照机定位,所述机器人的侧壁安装有旋转模组,所述旋转模组的一端安装有快换装置,所述快换装置的一端安装有夹爪。
4、优选的,所述夹爪的数量有两个,两个所述夹爪的形状大小均相等。
5、优选的,所述结构框的内壁安装有工件调整设备,所述结构框的内壁安装有上料升降皮带线,所述结构框的内壁安装有货箱平移桁架,所述结构框的内壁安装有下料升降皮带线。
6、优选的,所述结构框的内壁设置有接受上位机命令和控制中心。
7、优选的,所述控制中心的输出端通过信号连接有自动上料模块,所述自动上料模块的输出端通过信号连接有多功能测量模块,所述多功能测量模块的输出端通过信号连接有传感器,所述传感器的输出端通过信号连接有数据采集模块,所述数据采集模块的输出端通过信号连接有数据处理模块,所述数据处理模块的输出端通过信号连接有数据分析模块,所述数据分析模块的输出端通过信号连接有数据显示模块。
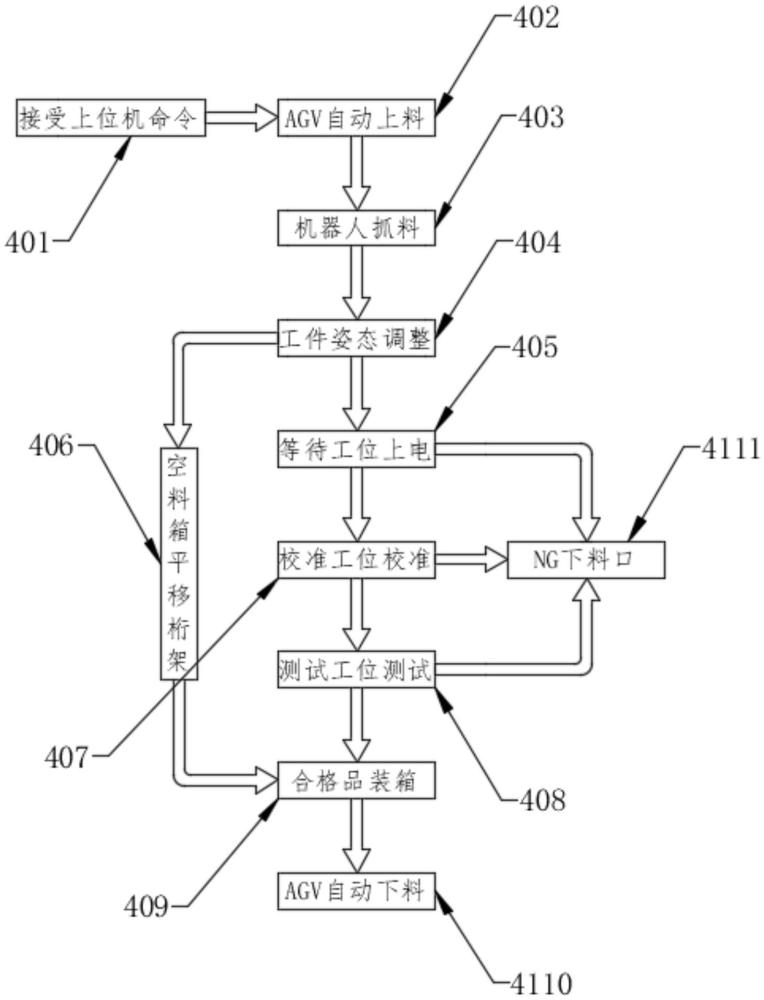
8、优选的,所述接受上位机命令的输出端通过信号连接有agv自动上料,所述agv自动上料的输出端通过信号连接有机器人抓料,所述机器人抓料的输出端通过信号连接有工件姿态调整,所述工件姿态调整的输出端通过信号连接有等待工位上电,所述等待工位上电的校准工位校准,所述校准工位校准的输出端通过信号连接有测试工位测试,所述测试工位测试的输出端通过信号连接有合格品装箱,所述合格品装箱的输出端通过信号连接有agv自动下料。
9、优选的,所述工件姿态调整的输出端通过信号连接有空料箱平移桁架,所述空料箱平移桁架的输出端与合格品装箱的输入端信号连接,所述测试工位测试的输出端通过信号连接有ng下料口,所述校准工位校准的输出端与ng下料口的输入端信号连接,所述等待工位上电输出端与ng下料口的输入端信号连接。
10、全自动电子产品的测量方法,包括以下步骤:
11、s1:对装置进行使用的时候,首先通过接受上位机命令接收命令,随后通过agv自动上料对物料进行上料,随后通过机器人抓料对物料进行抓取,进一步进行工件姿态调整,随后等待工位上电,随后校准工位校准进一步校正位置,随后采用测试工位测试对电子产品的位置进行安装,当电子产品合格之后就可以掉落到合格品装箱的内壁,随后通过agv自动下料进行下料;
12、s2:当校准工位校准对电子产品位置进行调节的时候,当其位置校准不合格的时候,就可以直接直接通过ng下料口进行移出;
13、s3:通过控制中心可以控制设备的开启,通过自动上料模块可以促使电子产品进行上料,再通过多功能测量模块对产品进行多功能的侧壁,通过数据采集模块可以对检测的数据进行采集,随后通过数据处理模块将采集的数据运输到数据分析模块,数据分析之后,就会通过数据显示模块进行展示。
14、优选的,上位机命令401,具体包括:
15、s101,在每一个等待工位6与校准工位8上的相同位置处设置一个定位器,六轴机器人上设置有接收器,用于接收定位器的测距信息;
16、s102,根据预设的定时间隔,定位器之间互相测距,若测距信息中距离信息大于对应的距离阈值,将所述测距信息发送给接收器;
17、s103,根据所述测距信息,生成接受上位机命令401。
18、本发明提供了全自动电子产品的测量方法及系统。具备以下有益效果:
19、(1)本发明通过自动上料模块采用机器人手臂和视觉定位技术,实现电子产品的自动上料和定位,多功能测量模块采用集成电性能、机械性能、热性能等多种测量设备,通过智能切换实现多参数的快速测量,数据处理模块采用机器学习算法,对测量数据进行实时分析,识别异常数据,提高测量准确性,控制中心通过人机交互界面,实现测量任务的设置、监控及结果展示,解决了现有电子产品在生产制造过程中需要进行多项性能参数的测量,如电性能、机械性能、热性能等,传统测量方法依赖人工操作,效率低且易受人为因素影响。
20、(2)本发明通过接受上位机命令接收命令,随后通过agv自动上料对物料进行上料,随后通过机器人抓料对物料进行抓取,进一步进行工件姿态调整,随后等待工位上电,随后校准工位校准进一步校正位置,随后采用测试工位测试对电子产品的位置进行安装,当电子产品合格之后就可以掉落到合格品装箱的内壁,随后通过agv自动下料进行下料。
21、(3)本发明通过控制中心可以控制设备的开启,通过自动上料模块可以促使电子产品进行上料,再通过多功能测量模块对产品进行多功能的侧壁,通过数据采集模块可以对检测的数据进行采集,随后通过数据处理模块将采集的数据运输到数据分析模块,数据分析之后,就会通过数据显示模块进行展示,便于操作人员更好的对装置进行使用。
22、(4)本发明通过设置蓝牙通信,利用交叉定位服务,对机器人发出指令,从而防止机器人无法跟踪识别到底是哪一个电子产品需要上料或者下料,避免了机器人的无效巡检,提高了生产效率。
技术特征:1.全自动电子产品的测量系统,包括结构框(15);其特征在于,所述结构框(15)的顶部固定安装有等待工位(6),所述结构框(15)的顶部固定安装有校准工位(8),所述结构框(15)的顶部固定安装有测试工位(9),所述结构框(15)的顶部位置安装有下料口(10),所述结构框(15)的顶部固定安装有电源设备(13)。
2.根据权利要求1所述的全自动电子产品的测量系统,其特征在于:所述结构框(15)内壁安装有六轴机器人(1),所述六轴机器人(1)的一端安装有机器人(17),所述机器人(17)的一端安装有照机定位(16),所述机器人(17)的侧壁安装有旋转模组(20),所述旋转模组(20)的一端安装有快换装置(18),所述快换装置(18)的一端安装有夹爪(19)。
3.根据权利要求2所述的全自动电子产品的测量系统,其特征在于:所述夹爪(19)的数量有两个,两个所述夹爪(19)的形状大小均相等。
4.根据权利要求3所述的全自动电子产品的测量系统,其特征在于:所述结构框(15)的内壁安装有工件调整设备(5),所述结构框(15)的内壁安装有上料升降皮带线(3),所述结构框(15)的内壁安装有货箱平移桁架(4),所述结构框(15)的内壁安装有下料升降皮带线(12)。
5.根据权利要求4所述的全自动电子产品的测量系统,其特征在于:所述结构框(15)的内壁设置有接受上位机命令(401)和控制中心(101)。
6.根据权利要求5所述的全自动电子产品的测量系统,其特征在于:所述控制中心(101)的输出端通过信号连接有自动上料模块(102),所述自动上料模块(102)的输出端通过信号连接有多功能测量模块(103),所述多功能测量模块(103)的输出端通过信号连接有传感器(104),所述传感器(104)的输出端通过信号连接有数据采集模块(105),所述数据采集模块(105)的输出端通过信号连接有数据处理模块(106),所述数据处理模块(106)的输出端通过信号连接有数据分析模块(107),所述数据分析模块(107)的输出端通过信号连接有数据显示模块(108)。
7.根据权利要求5所述的全自动电子产品的测量系统,其特征在于:所述接受上位机命令(401)的输出端通过信号连接有agv自动上料(402),所述agv自动上料(402)的输出端通过信号连接有机器人抓料(403),所述机器人抓料(403)的输出端通过信号连接有工件姿态调整(404),所述工件姿态调整(404)的输出端通过信号连接有等待工位上电(405),所述等待工位上电(405)的校准工位校准(407),所述校准工位校准(407)的输出端通过信号连接有测试工位测试(408),所述测试工位测试(408)的输出端通过信号连接有合格品装箱(409),所述合格品装箱(409)的输出端通过信号连接有agv自动下料(4110)。
8.根据权利要求7所述的全自动电子产品的测量系统,其特征在于:所述工件姿态调整(404)的输出端通过信号连接有空料箱平移桁架(406),所述空料箱平移桁架(406)的输出端与合格品装箱(409)的输入端信号连接,所述测试工位测试(408)的输出端通过信号连接有ng下料口(4111),所述校准工位校准(407)的输出端与ng下料口(4111)的输入端信号连接,所述等待工位上电(405)输出端与ng下料口(4111)的输入端信号连接。
9.全自动电子产品的测量方法,其特征在于,包括以下步骤:s1:对装置进行使用的时候,首先通过接受上位机命令(401)接收命令,随后通过agv自动上料(402)对物料进行上料,随后通过机器人抓料(403)对物料进行抓取,进一步进行工件姿态调整(404),随后等待工位上电(405),随后校准工位校准(407)进一步校正位置,随后采用测试工位测试(408)对电子产品的位置进行安装,当电子产品合格之后就可以掉落到合格品装箱(409)的内壁,随后通过agv自动下料(4110)进行下料;
10.根据权利要求7所述的全自动电子产品的测量方法,其特征在于:上位机命令401,具体包括:
技术总结本发明涉及电子产品测量技术领域,且公开了全自动电子产品的测量系统,包括结构框;所述结构框的顶部固定安装有等待工位,所述结构框的顶部固定安装有校准工位,所述结构框的顶部固定安装有测试工位,所述结构框的顶部位置安装有下料口,所述结构框的顶部固定安装有电源设备,所述结构框内壁安装有六轴机器人,所述六轴机器人的一端安装有机器人,所述机器人的一端安装有照机定位,所述机器人的侧壁安装有旋转模组,所述旋转模组的一端安装有快换装置。本发明解决了现有电子产品在生产制造过程中需要进行多项性能参数的测量,如电性能、机械性能、热性能等,传统测量方法依赖人工操作,效率低且易受人为因素影响。技术研发人员:董健,刘国伟,邓衍朋,姚瑞林受保护的技术使用者:南京优倍自动化系统有限公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/341809.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表