一种旋转压片加载装置及控制方法与流程
- 国知局
- 2024-12-06 12:39:11
本发明涉及旋转压片机,具体为一种旋转压片加载装置及控制方法。
背景技术:
1、旋转压片机是一种对粉体物料进行稳定压片成型的设备,广泛应用于医药、食品、化工等行业的物料处理。旋转压片机设置有转盘,转盘圆周方向上均布有多个上、下冲头,转盘上下各设有上压轮和下压轮,通过转盘的旋转运动,粉体物料经加料器流入中模内,在上、下压轮及上、下冲头的作用下,粉体物料被压制成片剂。现有技术中的旋转压片机在粉体压片过程中,上、下压轮的位置是固定的,当冲头通过转盘旋转至压轮处,压轮对冲头施加轴向载荷时,上冲头下移,下冲头上移,粉体承受的轴向载荷逐渐从小变大加载,在冲头轴线与压轮中心重合时载荷达到最大值,然后随着转盘旋转,上冲头上移,下冲头下移,粉体承受的轴向载荷逐渐从大到小卸载,由于转盘转速较快,压轮对冲头施加轴向载荷的作用时间极短,往往造成粉体压片的密实度不足,且在卸载后因粉体回弹作用使得压片的压制效果较差。
技术实现思路
1、本发明的目的在于提供一种旋转压片加载装置及控制方法,以解决背景技术中提出的现有旋转压片机在压片过程中往往造成粉体压片的密实度不足,且在卸载后因粉体回弹作用使得压片的压制效果较差的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种旋转压片加载装置,包括机体、上压轮和下压轮,还包括上模单元和下模单元,所述上模单元设置于上压轮上方,用于控制上压轮垂直方向的浮动,所述上模单元包括加载器、载荷传感器和上连杆,所述加载器固定设置于机体上,所述载荷传感器一端与加载器传动连接,另一端与上连杆固定连接,所述上连杆通过安装于上压轮主轴上的上轴承与上压轮转动连接,所述下模单元设置于下压轮下方,用于调整下压轮在垂直方向的位置并固定,所述下模单元包括下连杆、滚珠丝杆和伺服电机,所述伺服电机固定设置于机体上,所述滚珠丝杆一端与伺服电机传动连接,另一端与下连杆固定连接,所述下连杆通过安装于下压轮主轴上的下轴承与下压轮转动连接。
4、进一步的,所述加载器包括活塞杆、缸体和底盘,所述活塞杆、底盘位于缸体内且与缸体滑动密封连接,所述活塞杆、缸体、底盘围成的密封容腔中设有弹性介质,所述底盘与载荷传感器固定连接,初始时,所述底盘位于缸体底部且与缸体内底面贴合。
5、进一步的,所述弹性介质可以为气体或液体或弹性固体。
6、进一步的,所述加载器与压片机控制系统控制连接。
7、进一步的,所述载荷传感器与压片机控制系统电性连接。
8、进一步的,所述伺服电机与压片机控制系统电性连接。
9、一种旋转压片加载控制方法,包括以下步骤:
10、s1、确定下压轮工作位置:压片机控制系统根据公式一计算中间位置时下压轮中心与转盘水平中心线垂直工作距离p;
11、公式一:p=r+a+e/2;
12、式中,r为压轮半径,a为单个冲头高度,e为压片厚度;
13、s2、调整下压轮位置:采用外界测量仪测量下压轮中心与转盘水平中心线垂直距离,若测量值不等于p值,则通过压片机控制系统驱动伺服电机推动滚珠丝杆发生直线运动,进而推动下连杆、下压轮发生垂直方向移动,调整下压轮中心与转盘水平中心线垂直距离,使其等于p值;
14、s3、确定上压轮初始工作位置:压片机控制系统根据公式二计算下冲头在进入位置时相对中间位置下降的高度h,根据公式四计算上压轮中心与转盘水平中心线初始工作垂直距离q1;
15、公式二:
16、式中,l为进入位置、中间位置之间的周向间距,根据公式三计算所得,β为进入位置状态时下冲头侧面轮廓、下压轮相切时的切线m与水平面的夹角,b为交点j1与切点j2之间的距离,交点j1为下冲头底面与切线m的交点,切点j2为下冲头侧面轮廓与下压轮的切点,c为下冲头底面中心与交点j1的距离;
17、公式三:
18、式中,d为下冲头在转盘上分布的分布圆直径,n为下冲头的组数;
19、公式四:q1=q0-2h;
20、式中,q0为中间位置时上压轮中心与与转盘水平中心线垂直距离,q0=p;
21、s4、调整上压轮初始工作位置:调整加载器的位置,配合外界测量仪使上压轮中心与转盘水平中心线的垂直距离等于q1值;
22、s5、通过推动活塞杆对弹性介质进行预加载,预压力f=k△x,其中k为弹性介质刚度,△x为弹性介质压缩量;
23、s6、启动旋转压片机,转盘带动上冲头、中模、下冲头发生旋转运动,同时压片机控制系统根据行程-时间线性方程控制活塞杆的行程,使得弹性介质压缩量始终维持在△x值,从而保持作用于上冲头、下冲头的压力为恒定的预压力f;
24、行程-时间线性方程:
25、式中,s为活塞杆行程,n为转盘转速,t为时间,进入位置作为时间的零点;
26、s7、载荷误差的协同控制:转盘带动上冲头、中模、下冲头旋转过程中,在上冲头、下冲头的端部分别与上压轮、下压轮开始发生接触时,中模中的粉体被瞬间压缩,厚度急剧缩减,一瞬间达到压片工艺所需要的压片厚度e,上压轮抬升上移,弹性介质进一步压缩表现出新的弹性介质压力f',弹性介质压力f'被过载荷传感器感知并传递至压片机控制系统,根据公式五计算载荷误差ε并与设定误差范围ε0比较,当载荷误差ε超出设定误差范围ε0时且弹性介质压力f'>1.05f时,按照0.05f/k的行程位移进行补偿,即活塞杆1后退移动0.05f/k,当载荷误差ε超出设定误差范围ε0时且弹性介质压力f'<0.95f时,按照0.05f/k的行程位移进行补偿,即活塞杆1前进移动0.05f/k;
27、公式五:
28、与现有技术相比,本发明的有益效果是:
29、本发明通过对上下压轮均采用垂直方向可调式结构,通过设置伺服电机、滚珠丝杆、下连杆实现下压轮的上下移动,并根据所需要的压片厚度调整并确定下压轮位置,通过设置上模单元对上压轮浮动加载,在压制工作前采用一种弹性介质压缩方式调整好其预载荷,同时调整上压轮初始工作位置,在工作过程中,随着压片形成,片厚逐渐减少,上压轮发生一定的上浮,上冲头与上压轮接触过程中载荷发生浮动,通过载荷传感器监测压片工作过程中的实时载荷,并通过加载器对弹性介质的轴向刚度进行调整,保证其加载载荷的恒定,从而保证了粉体压片的压实效果,提升了粉体压片的密实度且卸载后回弹小,降低了卸载回弹对压实效果的影响。
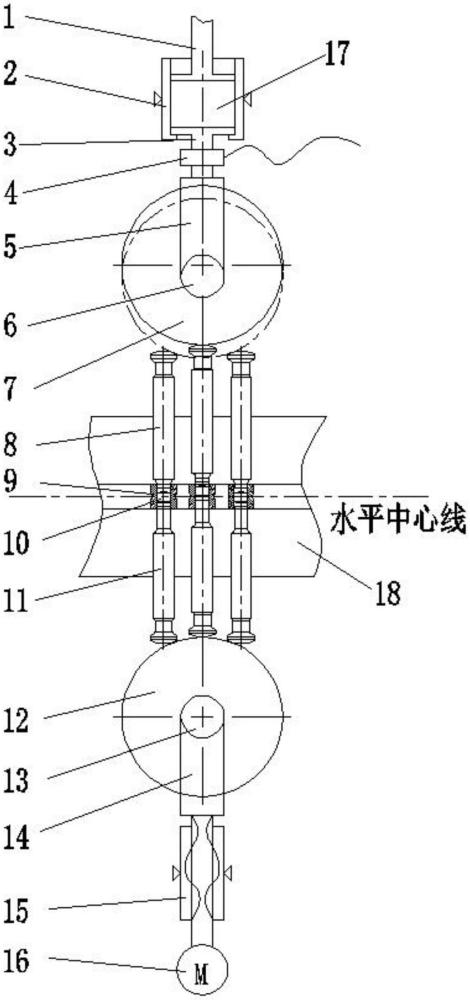
技术特征:1.一种旋转压片加载装置,包括机体、上压轮(7)和下压轮(12),其特征在于:还包括上模单元和下模单元,所述上模单元设置于上压轮(7)上方,用于控制上压轮(7)垂直方向的浮动,所述上模单元包括加载器、载荷传感器(4)和上连杆(5),所述加载器固定设置于机体上,所述载荷传感器(4)一端与加载器传动连接,另一端与上连杆(5)固定连接,所述上连杆(5)通过安装于上压轮(7)主轴上的上轴承(6)与上压轮(7)转动连接,所述下模单元设置于下压轮(12)下方,用于调整下压轮(12)在垂直方向的位置并固定,所述下模单元包括下连杆(14)、滚珠丝杆(15)和伺服电机(16),所述伺服电机(16)固定设置于机体上,所述滚珠丝杆(15)一端与伺服电机(16)传动连接,另一端与下连杆(14)固定连接,所述下连杆(14)通过安装于下压轮(12)主轴上的下轴承(13)与下压轮(12)转动连接。
2.根据权利要求1所述的一种旋转压片加载装置,其特征在于:所述加载器包括活塞杆(1)、缸体(2)和底盘(3),所述活塞杆(1)、底盘(3)位于缸体(2)内且与缸体(2)滑动密封连接,所述活塞杆(1)、缸体(2)、底盘(3)围成的密封容腔中设有弹性介质(17),所述底盘(3)与载荷传感器(4)固定连接,初始时,所述底盘(3)位于缸体(2)底部且与缸体(2)内底面贴合。
3.根据权利要求2所述的一种旋转压片加载装置,其特征在于:所述弹性介质(17)可以为气体或液体或弹性固体。
4.根据权利要求1所述的一种旋转压片加载装置,其特征在于:所述加载器与压片机控制系统控制连接。
5.根据权利要求1所述的一种旋转压片加载装置,其特征在于:所述载荷传感器(4)与压片机控制系统电性连接。
6.根据权利要求1所述的一种旋转压片加载装置,其特征在于:所述伺服电机(16)与压片机控制系统电性连接。
7.一种旋转压片加载控制方法,其特征在于:包括以下步骤:
技术总结本发明公开了一种旋转压片加载装置,包括机体、上压轮和下压轮,还包括上模单元和下模单元,上模单元设置于上压轮上方,用于控制上压轮垂直方向的浮动,上模单元包括加载器、载荷传感器和上连杆,加载器固定设置于机体上,载荷传感器一端与加载器传动连接,另一端与上连杆固定连接,上连杆通过安装于上压轮主轴上的上轴承与上压轮转动连接,下模单元设置于下压轮下方,用于调整下压轮在垂直方向的位置并固定。本发明通过载荷传感器监测压片工作过程中的实时载荷,并通过加载器对弹性介质的轴向刚度进行调整,保证其加载载荷的恒定,从而保证了粉体压片的压实效果,提升了粉体压片的密实度且卸载后回弹小,降低了卸载回弹对压实效果的影响。技术研发人员:黄德杰,李俊,陈生洲,刘振峰,袁孔,彭云龙受保护的技术使用者:宜春万申智能装备股份有限公司技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/342424.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表