极柱焊接控制方法、装置、计算机设备、存储介质和产品与流程
- 国知局
- 2024-12-06 12:43:34
本技术涉及电池生产,特别是涉及一种极柱焊接控制方法、装置、计算机设备、存储介质和产品。
背景技术:
1、在新能源技术领域,电池模组的生产过程中需要将电池极柱与巴片(busbar,又称汇流排)进行焊接。一般的,采用焊接工位机构中的焊接机器人实施焊接过程。
2、同一个生产线上针对不同尺寸种类的电池模组进行生产时,需要使用对应的换型模板模组对焊接机器人的焊接点位逐个进行示教,得到相应的模板坐标集合,供后续实际生产时焊接使用。
3、然而上述极柱焊接控制方法中换型阶段的效率较低。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种能够提高换型阶段效率的极柱焊接控制方法、装置、计算机设备、存储介质和产品。
2、第一方面,本技术提供了一种极柱焊接控制方法,包括:
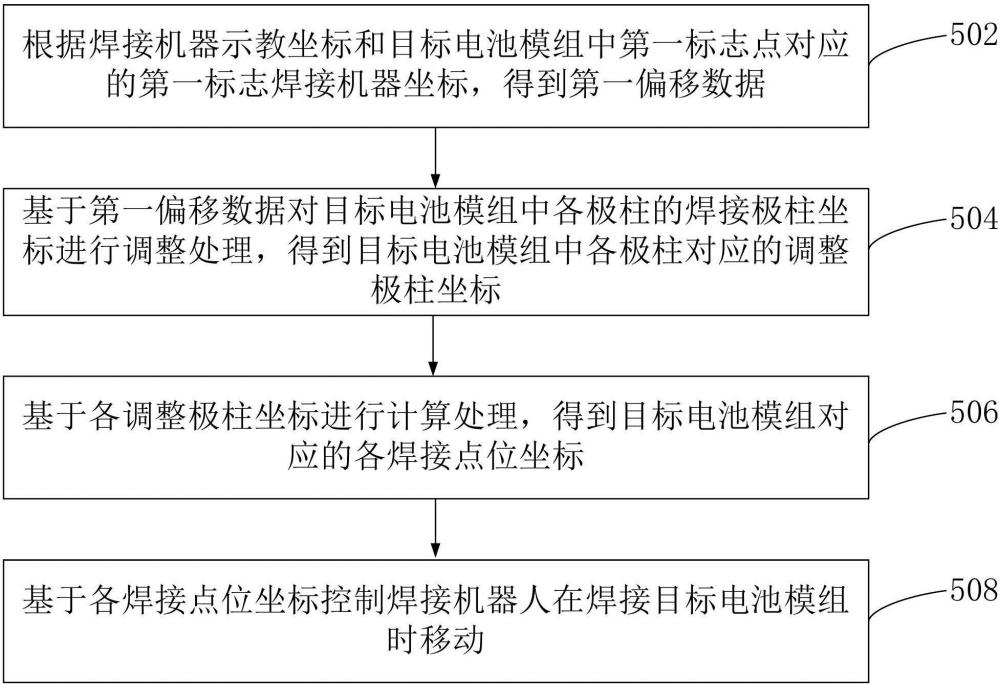
3、根据焊接机器示教坐标和目标电池模组中第一标志点对应的第一标志焊接机器坐标,得到第一偏移数据,焊接机器示教坐标为通过向焊接机器人示教换型模板模组中的第一标志点,使振镜机构的出光零点位置与第一标志点对应得到的,目标电池模组为与换型模板模组对应的生产阶段的电池模组;
4、基于第一偏移数据对目标电池模组中各极柱的焊接极柱坐标进行调整处理,得到目标电池模组中各极柱对应的调整极柱坐标,焊接极柱坐标为焊接机器坐标系下的坐标数据;
5、基于各调整极柱坐标进行计算处理,得到目标电池模组对应的各焊接点位坐标;
6、基于各焊接点位坐标控制焊接机器人在焊接目标电池模组时移动。
7、在其中的一个实施例中,方法还包括:
8、针对每个焊接点位,根据焊接点位对应的焊接点位坐标和焊接点位对应的各调整极柱坐标,得到焊接点位对应的焊接出光数据;
9、将焊接出光数据转换到振镜坐标系下,得到焊接点位对应的振镜出光数据;
10、在控制焊接机器人移动至焊接点位时,基于振镜出光数据控制振镜机构出光。
11、在其中的一个实施例中,方法还包括:
12、将各焊接点位坐标转换到焊接三轴坐标系下,得到各焊接点位对应的焊接三轴初始坐标;
13、根据焊接三轴示教坐标和目标焊接点位对应的焊接三轴初始坐标,得到第二偏移数据,焊接三轴示教坐标为通过向焊接三轴机构示教换型模板模组中的目标焊接点位得到的,目标焊接点位为多个焊接点位中的任意一个,焊接三轴示教坐标和焊接三轴初始坐标为焊接三轴坐标系下的坐标数据;
14、基于第二偏移数据和各焊接三轴初始坐标,得到各焊接点位对应的焊接三轴移动坐标;
15、在控制焊接机器人移动至焊接点位时,基于焊接三轴移动坐标控制焊接三轴机构移动。
16、在其中的一个实施例中,方法还包括:
17、通过向焊前三轴机构示教换型模板模组中的目标极柱,得到目标极柱对应的焊前三轴极柱示教坐标,目标极柱为换型模板模组的多个极柱中的任意一个;
18、根据焊前三轴极柱示教坐标和目标电池模组对应的产品参数,得到各极柱对应的焊前三轴极柱坐标,焊前三轴极柱坐标为焊前三轴坐标系下的坐标数据,产品参数包括极柱间距;
19、将各焊前三轴极柱坐标转换到焊接机器坐标系下,得到各焊接极柱坐标。
20、在其中的一个实施例中,根据焊前三轴极柱示教坐标和目标电池模组对应的产品参数,得到各极柱对应的焊前三轴极柱坐标,包括:
21、针对目标电池模组中的每一个极柱,通过以下步骤获取对应的焊前三轴极柱坐标:
22、根据极柱间距和焊前三轴极柱示教坐标,获取极柱对应的焊前三轴拍照坐标;
23、控制焊前三轴机构移动至焊前三轴拍照坐标,得到极柱对应的焊前图像;
24、根据焊前图像中极柱与图像中心点的位置偏差,以及焊前三轴拍照坐标,得到极柱对应的焊前三轴极柱坐标。
25、在其中的一个实施例中,将各焊前三轴极柱坐标转换到焊接机器坐标系下,得到各焊接极柱坐标,包括:
26、获取目标电池模组中的第二标志点和第三标志点在焊前三轴坐标系下的第二标志焊前三轴坐标和第三标志焊前三轴坐标;
27、获取第二标志点和第三标志点在焊接机器坐标系下的第二标志焊接机器坐标和第三标志焊接机器坐标;
28、根据第二标志焊前三轴坐标、第三标志焊前三轴坐标、第二标志焊接机器坐标和第三标志焊接机器坐标,得到焊前三轴坐标系和焊接机器坐标系之间的坐标系夹角;
29、根据坐标系夹角、各焊前三轴极柱坐标和基准点对应的焊前三轴坐标和基准点对应的焊接机器坐标,得到各极柱分别对应的焊接极柱坐标,其中,基准点为第一标志点或第二标志点。
30、第二方面,本技术还提供了一种极柱焊接控制装置,包括:
31、偏移确定模块,用于根据焊接机器示教坐标和目标电池模组中第一标志点对应的焊接机器目标坐标,得到第一偏移数据,焊接机器示教坐标为通过向焊接机器人示教换型模板模组中的第一标志点,使振镜机构的出光零点位置与第一标志点对应得到的,目标电池模组为与换型模板模组对应的生产阶段的电池模组;
32、坐标调整模块,用于基于第一偏移数据对目标电池模组中各极柱的焊接极柱坐标进行调整处理,得到目标电池模组中各极柱对应的调整极柱坐标,焊接极柱坐标为焊接机器坐标系下的坐标数据;
33、点位计算模块,用于基于各调整极柱坐标进行计算处理,得到目标电池模组对应的各焊接点位坐标;
34、焊接控制模块,用于基于各焊接点位坐标控制焊接机器人在焊接目标电池模组时移动。
35、第三方面,本技术还提供了一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现如第一方面所述方法的步骤。
36、第四方面,本技术还提供了一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现如第一方面所述方法的步骤。
37、第五方面,本技术还提供了一种计算机程序产品,包括计算机程序,该计算机程序被处理器执行时实现如第一方面所述方法的步骤。
38、上述极柱焊接控制方法、装置、计算机设备、存储介质和产品,通过根据焊接机器示教坐标和目标电池模组中第一标志点对应的第一标志焊接机器坐标,得到第一偏移数据,焊接机器示教坐标为通过向焊接机器人示教换型模板模组中的第一标志点,使振镜机构的出光零点位置与第一标志点对应得到的,基于第一偏移数据对目标电池模组中各极柱的焊接极柱坐标进行调整处理,得到目标电池模组中各极柱对应的调整极柱坐标,基于各调整极柱坐标进行计算处理,得到目标电池模组对应的各焊接点位坐标,基于各焊接点位坐标控制焊接机器人在焊接目标电池模组时移动;这样,通过向焊接机器人示教换型模板模组中的第一标志点,使振镜机构的出光零点位置与第一标志点对应得到焊接机器示教坐标,在实际生产过程中,根据焊接机器示教坐标和第一标志点对应的第一标志焊接机器坐标之间的第一偏移数据,对焊前工位传递过来的焊接极柱坐标进行调整,再计算每个焊接点位对应的焊接点位坐标,直接以焊接点位坐标控制焊接机器人移动,无需对各焊接点位一一示教,也无需制作焊接点位模板;如此,在针对同一个电池目标模组生产线进行新模板换型时,只需要向焊接机器人示教一个标志点,即可在后续生产环节中使用,调整焊前工作机构传递过来的焊接极柱坐标进行坐标调整和计算处理,得到各焊接点位对应的焊接点位坐标,减少焊接点位模板制作步骤,降低换型难度,提高新模板换型的效率。
本文地址:https://www.jishuxx.com/zhuanli/20241204/342644.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表