弹簧片、刹车片三合一组装设备的制作方法
- 国知局
- 2024-06-21 09:40:38
本技术具体涉及弹簧片、刹车片三合一组装设备。
背景技术:
1、在二轮机动车、助动车和高档自行车上普遍采用碟刹总成作为刹车部件。上述二轮车的碟刹总成的结构普遍为:包括卡钳,卡钳由左右两钳座和底钳座围成u型空腔,u型空腔内安装左右刹车片,左右两钳座之间固定设有导杆,左右刹车片活动穿设在导杆上,左右刹车片的底部设有弹簧片,右钳座内设有推动右刹车片进行刹车动作的活塞。综上所述,弹簧片是用来连接左右刹车片并保持左右刹车片在卡钳里的正确位置,如附图1所示为二轮机动车、助动车和高档自行车上等此类车型所使用的弹簧片结构示意图,左右刹车片分别安装于弹簧片的两侧。
2、目前,弹簧片、左右刹车片三者的组装均依靠人力,效率极低。若需要设计一种可自动组装弹簧片、刹车片的设备,必须要考虑到以下难点:
3、(一)弹簧片需要进行自动运输。若简单的采用市场上的振动盘运输形式,则必然会出现卡滞的问题,即弹簧片的朝向是不规则的,相邻的弹簧片之间也会由于自身形状的缘故而彼此干涉,因此要完成弹簧片的自动运输,必须要克服卡滞的问题。
4、(二)需要设计一种可装夹弹簧片、左右刹车片的装夹工装,以实现稳定装夹弹簧片,方便左右刹车片二者正确、稳定的与弹簧片的连接处连接。
技术实现思路
1、本实用新型所要解决的技术问题在于针对上述现有技术的不足,提供弹簧片、刹车片三合一组装设备,实现弹簧片、刹车片三合一的自动组装,无需人力,实现全自动,极大的提高生产力,缩短工时,降低成本。
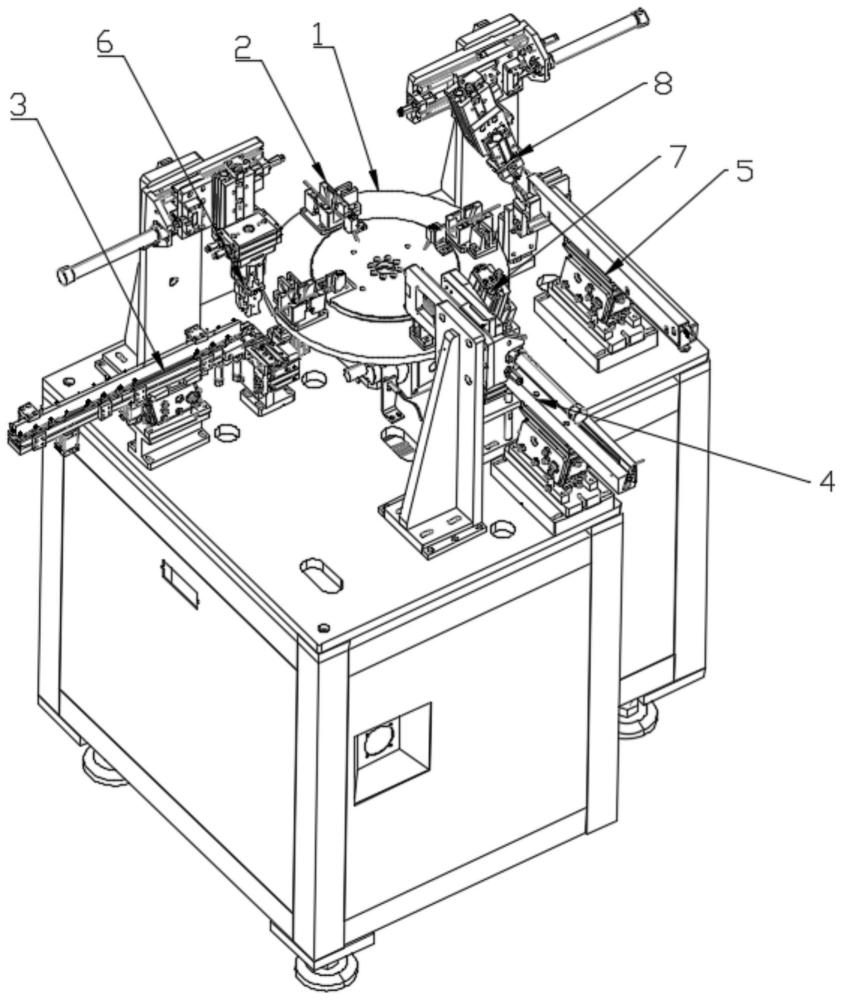
2、为实现上述目的,本实用新型提供了如下技术方案:弹簧片、刹车片三合一组装设备,包括机架,其特征在于,还包括转动安装于机架上的转动盘、若干组均布于转动盘上的物料装夹工装,所述转动盘外周分布有弹簧片分段式送料装置、第一刹车片送料装置、第二刹车片送料装置,所述弹簧片分段式送料装置上方设有安装于机架上的第一机械手,所述第一刹车片送料装置上方设有安装于机架上的第二机械手,所述第二刹车片送料装置上方设有安装于机架上的第三机械手。
3、采用上述技术方案,可实现弹簧片、刹车片三合一的自动组装,从弹簧片的自动送料、弹簧片稳定装夹、左右刹车片的自动送料直至将左右刹车片安装于弹簧片上,无需人力,实现全自动,极大的提高生产力,缩短工时进而降低成本。
4、上述的弹簧片、刹车片三合一组装设备可进一步设置为:所述弹簧片分段式送料装置包括可运输弹簧片的导向送料组件,所述导向送料组件一端为进料口、另一端为出料口,进料口与出料口之间设有若干组间隔排布的弹簧片检测机构,每相邻两组弹簧片检测机构之间分布有一组路径通断控制构件,所述导向送料组件下方连接有可带动弹簧片朝向出料口移动的第一直振送料器。
5、采用上述技术方案,可实现有序、高效、稳定的运输弹簧片。运输时,导向送料组件对弹簧片进行结构导向,使得弹簧片按照统一路径前进、统一形状规则排列;第一直振送料器则将带动弹簧片从进料口处朝着出料口出移动;在此期间,为了避免弹簧片过于拥挤而发生卡滞,每处的弹簧片检测机构对弹簧片进行检测,若检测到弹簧片,则相邻的路径通断控制构件封堵运输路径,弹簧片无法再向前运输,直至弹簧片检测机构检查到没有弹簧片时,路径通断控制构件打开运输路径,弹簧片跟随第一直振送料器移动至下一位置,在此期间,第一直振送料器始终为工作状态,这样才可确保处于出料口处的弹簧片可运行至终端,便于下一步工作进行。
6、上述的弹簧片、刹车片三合一组装设备可进一步设置为:所述导向送料组件包括两组对称分布且间隔设置的侧边导向滑轨,每组侧边导向滑轨位于朝向另一组侧边导向滑轨的侧面均设有呈倾斜设置的导向斜面,每组侧边导向滑轨上方设有一组第一台阶,第一台阶分布于设置导向斜面的侧面处,所述侧边导向滑轨与第一直振送料器之间存在第一过料间隙。
7、采用上述技术方案,对弹簧片进行结构导向,使得弹簧片按照统一路径前进、统一形状规则排列;其中,侧边导向滑轨对弹簧片两侧进行导向,同时起到运输导向的作用,使得弹簧片沿运输组件的工作路径进行移动;进一步的,根据弹簧片的异形结构,需要设置第一台阶、第一过料间隙,以便于提升弹簧片的运输稳定性。
8、上述的弹簧片、刹车片三合一组装设备可进一步设置为:所述导向送料组件还包括一组分布于两组侧边导向滑轨上方的纵向导向滑轨,所述纵向导向滑轨分布于两组侧边导向滑轨之间且分别于两组侧边导向滑轨之间均存在有第二过料间隙。
9、采用上述技术方案,进一步对弹簧片进行结构导向,使得弹簧片按照统一路径前进、统一形状规则排列。
10、上述的弹簧片、刹车片三合一组装设备可进一步设置为:所述路径通断控制构件为安装于第一直振送料器上且对应于两组侧边导向滑轨之间的第一气缸。
11、采用上述技术方案,通过第一气缸的伸缩,即可实现路径的通断控制,也即弹簧片的前进与否,无需专门设计特殊结构,采购即可获得,且安装方便。
12、上述的弹簧片、刹车片三合一组装设备可进一步设置为:所述物料装夹工装包括底板,所述底板可拆卸连接有对称设置且间隔分布的左装夹座、右装夹座,所述左装夹座上设有第一斜坡抵接面,所述右装夹座上设有第二斜坡抵接面,所述第一斜坡抵接面、第二斜坡抵接面彼此对称且二者横截面构成大端朝上的梯形,所述第一斜坡抵接面两侧分别设有一组第一限位板,所述第一限位板与左装夹座一体成型,所述第二斜坡抵接面两侧分别设有一组第二限位板,所述第二限位板与右装夹座一体成型
13、采用上述技术方案,可实现稳定装夹弹簧片,以辅助完成机械化装配弹簧片、刹车片,方便左右刹车片二者正确、稳定的与弹簧片的连接处连接。第一斜坡抵接面、第二斜坡抵接面二者分别是用来支撑弹簧片的四个支脚,且第一斜坡抵接面、第二斜坡抵接面二者彼此配合可构成弹簧片整体的装夹腔,弹簧片的主要框架置于第一斜坡抵接面、第二斜坡抵接面之间并将其四个支脚分别抵靠在两斜坡抵接面上,即可实现稳定的装夹弹簧片。进一步的,采用该“所述第一斜坡抵接面、第二斜坡抵接面彼此对称且二者横截面构成大端朝上的梯形”结构形式,可装夹不同规格类型的弹簧片,不用频繁更换装夹工装,适配性较高,可广泛应用。进一步的,设置第一限位板、第二限位板,对弹簧片进行限位,避免弹簧片沿两斜坡抵接面的两侧滑出,进一步确保稳定装夹弹簧片。
14、上述的弹簧片、刹车片三合一组装设备可进一步设置为:所述底板可拆卸连接有侧装夹座,所述侧装夹座分布于左装夹座、右装夹座同一侧的外部且位于左装夹座、右装夹座之间,所述侧装夹座可拆卸连接有侧边装夹块,所述侧边装夹块垂直于左装夹座与右装夹座二者中心连线分布且端部延伸至左装夹座、右装夹座之间,所述侧边装夹块位于靠近左装夹座的端部设有呈弧形的第三抵接面。
15、采用上述技术方案,由于弹簧片的侧部设有一弧形结构,本技术通过设置侧装夹座、侧边装夹块可实现对该弧形结构进行装夹,避免此弧形结构晃动影响弹簧片与刹车片的组装;其中,“呈弧形的第三抵接面”则是与该弧形结构进行抵接的具体构件。
16、上述的弹簧片、刹车片三合一组装设备可进一步设置为:所述侧边装夹块可拆卸连接有位置调节块,所述侧装夹座设有沿竖向分布的竖向滑动条形槽,所述位置调节块通过竖向滑动条形槽与侧装夹座连接,所述侧装夹座还设有倾斜设置的斜向限位条形槽,所述斜向限位条形槽内设有限位件,所述侧边装夹块上设有连接孔,所述限位件依次穿过斜向限位条形槽、连接孔直至与位置调节块可拆卸连接。
17、采用上述技术方案,由于弹簧片的结构形状为异性,故不同规格类型的弹簧片其弧形结构是沿弧形走向变化延伸的,故本技术采用横向位置调节块、斜向限位条形槽、限位件可实现对侧边装夹块的位置调节,从而配合不同规格类型的弹簧片进行装夹。
18、上述的弹簧片、刹车片三合一组装设备可进一步设置为:所述第一限位板侧边的上半部分朝向外部延伸并与下半部分组合构成第二台阶,所述第二限位板侧边的上半部分朝向外部延伸并与下半部分组合构成第三台阶
19、采用上述技术方案,可对弹簧片一侧的侧臂进行限位,进一步提升弹簧片的装夹稳定性。
20、上述的弹簧片、刹车片三合一组装设备可进一步设置为:所述第一刹车片送料装置包括第二直振送料器及安装于第二直振送料器上方的刹车片导料滑轨,所述刹车片导料滑轨上设有呈倾斜设置的刹车片滑动槽,所述刹车片滑动槽上方设有安装于刹车片导料滑轨上的物料挡板,所述刹车片导料滑轨的端部衔接有刹车片送料装夹件,所述刹车片送料装夹件联动有第二气缸。
21、采用上述技术方案,第二直振送料器用于运输刹车片,刹车片送料装夹件在第二直振送料器末端接收刹车片并在第二气缸的带动下将刹车片运输至机械手下方,方便机械手夹料;其中,采用“刹车片导料滑轨、呈倾斜设置的刹车片滑动槽”的结构形式,确保刹车片在运输时不是平躺的状态,方便夹料;进一步的,物料挡板可避免刹车片飞出刹车片导料滑轨。
22、下面结合附图和实施例对本实用新型作进一步详细说明。
本文地址:https://www.jishuxx.com/zhuanli/20240618/15641.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表