钢管焊接接头的制作方法
- 国知局
- 2024-06-20 14:58:56
本发明涉及一种钢管焊接接头。
背景技术:
1、对于机械构造构件中的圆筒形的构件,以往大多是,在对棒钢实施锻造或拉伸轧制、或者进一步实施切削加工而成为所期望的形状之后,实施热处理,对机械构造构件赋予所需要的机械性质。
2、然而,近年来,受到机械构造物的大型化和高屈服强度化的倾向,通过将圆筒形的机械构造构件置换成空心的无缝钢管来谋求轻量化。尤其是,对于用于起重机的臂架的钢管,除了高层建筑用的起重机的大型化之外,还存在在寒冷地区进行作业的必要性等,因此,在高强度化的同时要求高韧性化。具体而言,最近,作为对于起重机臂架的用途,也要求具有980mpa以上的抗拉强度、且在-40℃这样的低温下具有优异的韧性的无缝钢管。
3、对于高强度且高韧性的无缝钢管及其制造方法,公开有各种各样的技术。
4、例如,在专利文献1中公开有如下方法:在不添加高价的合金钢的情况下,可通过在线加工热处理来制造韧性优异的高强度无缝钢管。
5、在专利文献2中公开有如下的无缝钢管及其制造方法:抗拉强度是950mpa以上,屈服应力是850mpa以上,且-40℃时的夏比冲击吸收能量是60j以上。
6、在专利文献3中公开有如下的无缝钢管及其制造方法:抗拉强度是950mpa以上,屈服应力是850mpa以上,且-40℃时的夏比冲击吸收能量是60j以上,壁厚大于30mm。
7、在专利文献4中公开有如下的无缝钢管:具有抗拉强度是980mpa以上的高强度,并且,低温韧性也优异,且pcm较小而为0.30以下,焊接性优异。
8、现有技术文献
9、专利文献
10、专利文献1:日本特开2001-240913号公报
11、专利文献2:国际公开第2010/061882号
12、专利文献3:日本特开2012-193404号公报
13、专利文献4:国际公开第2018/025778号
技术实现思路
1、发明要解决的问题
2、不过,通常地,在将上述的无缝钢管用作大型的机械构造物的情况下,利用环缝焊接接合多个无缝钢管,而设为焊接接头。因此,为了达成机械构造物的轻量化,不仅要求无缝钢管的强度,也要求焊接接头的强度。
3、此外,在焊接接头的焊接部易于产生低温裂纹等焊接裂纹,因此,出于安全性的观点考虑,对焊接部要求优异的耐低温裂纹性。
4、本发明以提供一种具有较高的接头强度和优异的耐低温裂纹性的钢管焊接接头为目的。
5、用于解决问题的方案
6、本发明是为了解决上述的问题而做成的,以下述所示的钢管焊接接头为主旨。
7、(1)一种钢管焊接接头,其包括母材部和环缝焊接部,
8、所述环缝焊接部由焊接金属部和焊接热影响部构成,
9、所述母材部的化学组成以质量%计为
10、c:0.10~0.20%、
11、si:0.05~1.00%、
12、mn:0.05~1.20%、
13、p:0.025%以下、
14、s:0.005%以下、
15、cu:0.20%以下、
16、n:0.007%以下、
17、ni:0.20~0.50%、
18、cr:0.30%以上且小于0.50%、
19、mo:0.30~0.50%、
20、nb:0.01~0.05%、
21、al:0.001~0.100%、
22、b:0.0005~0.0020%、
23、ti:0.003~0.050%、
24、v:0.01~0.20%、
25、ca、mg和rem中任一种以上的总和:0~0.0250%、
26、余量:fe和杂质,
27、以下述[a]式表示的pcm的值是0.25~0.30,
28、所述焊接金属部的化学组成以质量%计为
29、c:0.04~0.14%、
30、si:0.05~1.00%、
31、mn:1.00~2.00%、
32、p:0.025%以下、
33、s:0.005%以下、
34、cu:0.50%以下、
35、n:0.007%以下、
36、ni:2.50~3.00%、
37、cr:0.90%以上且小于1.40%、
38、mo:0.40~0.90%、
39、nb:0.010%以下、
40、al:0.010%以下、
41、b:0.0010%以下、
42、ti:0.003~0.050%、
43、v:0.01~0.20%、
44、ca、mg和rem中任一种以上的总和:0~0.0250%、
45、余量:fe和杂质,
46、所述母材部的抗拉强度以及所述环缝焊接部的接头拉伸试验中的抗拉强度均是980mpa以上,
47、所述母材部的平均硬度是300hv10以上,所述焊接热影响部的平均软化宽度是4.0mm以下,所述焊接热影响部的平均软化度是80hv10以下。
48、pcm=c+(si/30)+(mn/20)+(cu/20)+(ni/60)+(cr/20)+(mo/15)+(v/10)+5b…[a]
49、其中,[a]式中的元素符号表示各元素的钢中含量(质量%),在不含有的情况下设为零。
50、(2)根据上述(1)所述的钢管焊接接头,其中,
51、所述母材部的金相组织以面积%计为回火马氏体:90%以上。
52、(3)根据上述(1)或(2)所述的钢管焊接接头,其中,
53、所述焊接金属部是多层堆焊金属。
54、发明的效果
55、根据本发明,可获得具有较高的接头强度和优异的耐低温裂纹性的钢管焊接接头。
技术特征:1.一种钢管焊接接头,其包括母材部和环缝焊接部,所述环缝焊接部由焊接金属部和焊接热影响部构成,所述母材部的化学组成以质量%计为c:0.10~0.20%、
2.根据权利要求1所述的钢管焊接接头,其中,
3.根据权利要求1或权利要求2所述的钢管焊接接头,其中,
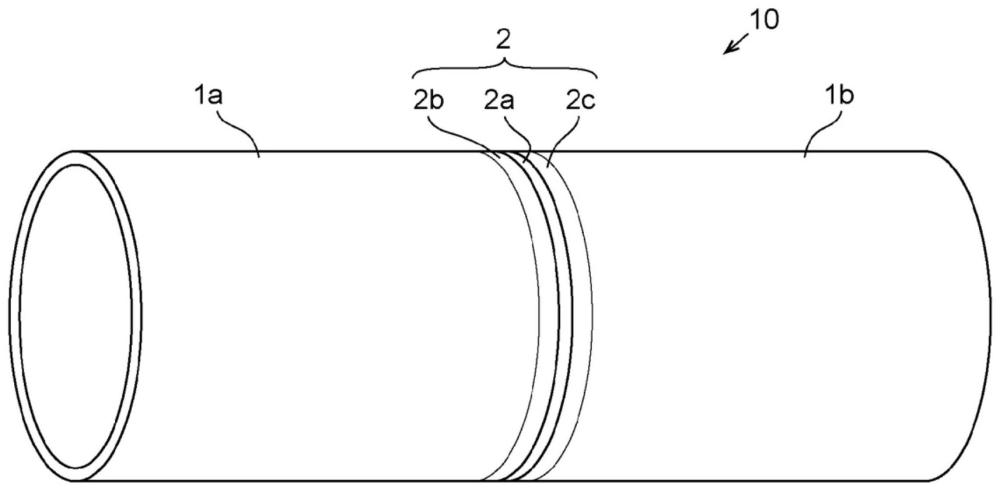
技术总结一种钢管焊接接头,其是包括母材部(1a、1b)和环缝焊接部(2)的钢管焊接接头(10),环缝焊接部(2)由焊接金属部(2a)和焊接热影响部(2b、2c)构成,母材部(1a、1b)具有预定的化学组成,Pcm是0.25~0.30,焊接金属部(2a)具有预定的化学组成,B含量是0.0010%以下,母材部(1a、1b)的抗拉强度以及环缝焊接部(2)的接头拉伸试验中的抗拉强度是980MPa以上,母材部(1a、1b)的平均硬度是300HV10以上,焊接热影响部(2b、2c)的平均软化宽度是4.0mm以下,平均软化度是80HV10以下。技术研发人员:土居明,三木健史,长山展公,黑田直树受保护的技术使用者:日本制铁株式会社技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11372.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表