一种十八辊轧机非对称轧制状态在线检测方法与流程
- 国知局
- 2024-08-22 14:57:55
本发明涉及辊轧机,具体涉及一种十八辊轧机非对称轧制状态在线检测方法。
背景技术:
1、辊轧机,作为实现金属轧制过程的设备,可以根据不同的分类标准进行分类,按辊筒数目可分为两辊轧机、四辊轧机、六辊轧机、八辊轧机、十二辊轧机及十八辊轧机等。
2、受浮动装载形式的影响,十八辊轧机的工作辊不同于四六辊轧机和二十辊轧机,其位置定位需依赖于中间辊、侧支撑辊系,而非轴承座。这使得整个轧制过程中,十八辊轧机的工作辊时刻处于浮动状态,且表现为上下辊系双浮动状态。为保障同卷带钢轧制时能够具有相对稳定、相对同步的轧制变形区,十八辊轧机的辊系定位具有极高的空间精度要求,微小的错位、偏移、交叉等都会使得十八辊轧机的辊缝出现偏差,进而造成对称辊系下出现了非对称轧制状态,影响产品生产质量。
3、目前,常见的非对称轧制条件包括:①上下辊径非对称、②上下辊速非对称、③上下摩擦系数非对称、④轧件上下材料非对称等四大类。而十八辊轧机所涉及的非对称轧制并非上述常规非对称轧制条件,从技术原理出发,十八辊轧机现存在的非对称轧制是一种异常轧制状态,其具有非对称状态随机性、非对称程度可变性、非对称条件不稳定性等一系列异常状态特征,如何在常规轧制生产过程中识别十八辊轧机是否出现非对称轧制状态,并针对不同的非对称轧制状态提出改善措施已成为现阶段十八辊轧机稳定生产所亟需解决的关键技术问题。
技术实现思路
1、本发明的目的在于提供一种十八辊轧机非对称轧制状态在线检测方法,旨在解决上述现有技术存在的技术问题,为实现上述目的,本发明采用的技术解决方案如下:
2、一种十八辊轧机非对称轧制状态在线检测方法,包括以下步骤:
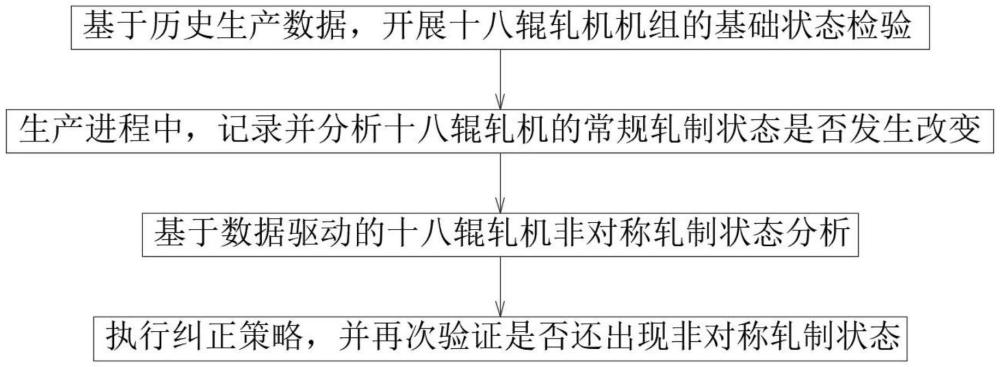
3、s1,基于历史生产数据,开展十八辊轧机机组的基础状态检验;
4、s2,随生产进程,记录并分析十八辊轧机的常规轧制状态是否发生改变;
5、s3,基于数据驱动的十八辊轧机非对称轧制状态分析;
6、s4,执行纠正策略,并再次验证是否还出现非对称轧制状态。
7、作为本发明进一步的方案:步骤s1包括:
8、s1-1,针对十八辊机组,获取非对称轧制状态检测前投产100卷带钢的历史生产数据;
9、s1-2,从十八辊轧机二级系统中,获取所述100卷带钢的道次设定轧制速度以及侧支撑辊系的道次设定力能参数;
10、s1-3,十八辊轧机基础状态检测分析。
11、作为本发明进一步的方案:步骤s1-3包括:
12、s1-3-1,按照100卷带钢牌号的变形抗力情况,进行钢种分档,包括0至400mpa、400mpa至700mpa、700mpa以上三个强度区间;
13、s1-3-2,根据“低抗力软钢较高抗力硬钢更不易于诱发非对称轧制状态”的原则,将“道次平均轧制速度”及“侧支撑辊系的道次平均力能参数”与设定值的平均偏离程度设定为十八辊轧机该生产周期内的常规轧制状态基础值;
14、s1-3-3,计算不同分档带钢的“抵抗力软钢的道次平均轧制速度及侧支撑辊系的道次平均力能参数”与设定值的平均偏离程度,并与常规轧制状态基础值进行对比;
15、s1-3-4,若某一个分档区间内,实际生产参数与设定值的平均偏离程度超出常规轧制状态基础值的30%,则判定此时设备已经在高抗力硬钢生产过程中出现了非对称轧制状态;若未出现上述现象,则可判定当前阶段的十八辊轧机处于常规轧制状态。
16、作为本发明进一步的方案:步骤s2包括:
17、s2-1,经过步骤s1确认轧机处于常规轧制状态后,记录下一卷带钢的轧制过程参数,包括道次平均轧制速度、侧支撑辊系的道次平均力能参数,同时,从二级系统中获取下一卷带钢的道次设定轧制速度以及侧支撑辊系的道次设定力能参数;
18、s2-2,根据生产带钢变形抗力进行钢种分档,并按照分档结果来计算侧支撑辊系的道次平均力能参数与设定参数之间的差异情况;
19、s2-3,若分析卷带钢的变形抗力在400mpa至700mpa之间,则计算该卷带钢生产过程中的力能参数状态;
20、s2-4,若分析卷带钢的变形抗力在700mpa以上,则计算该卷带钢生产过程中的力能参数状态。
21、作为本发明进一步的方案:步骤s2-3包括:
22、s2-3-1,按照各道次的入口侧与出口侧来划分侧支撑辊系;若轧制方向为从左到右,则左上侧支撑辊系与左下侧支撑辊系为入口侧支撑辊系,右上侧支撑辊系与右下侧支撑辊系为出口侧支撑辊系;此时,所述的侧支撑总力能参数与侧支撑辊系的操作侧-传动侧力能差异值也需要对应入口侧支撑辊系与出口侧支撑辊系,相继转变为入口侧支撑辊系总力能参数均值入口侧支撑辊系的操作侧-传动侧力能差异均值出口侧支撑辊系总力能参数均值出口侧支撑辊系的操作侧-传动侧力能差异均值以上参数的计算公式如下:
23、
24、其中,fi-sbr-u为入口侧支撑辊系中的上侧支撑辊系总力能,fi-sbr-d为入口侧支撑辊系中的下侧支撑辊系总力能;fi-sbr-u-o为入口侧支撑辊系中的上侧支撑辊系操作侧力能,fi-sbr-u-d为入口侧支撑辊系中的上侧支撑辊系传动侧力能,fi-sbr-d-o为入口侧支撑辊系中的下侧支撑辊系操作侧力能,fi-sbr-d-d为入口侧支撑辊系中的下侧支撑辊系传动侧力能;fo-sbr-u为出口侧支撑辊系中的上侧支撑辊系总力能,fo-sbr-d为出口侧支撑辊系中的下侧支撑辊系总力能;fo-sbr-u-o为出口侧支撑辊系中的上侧支撑辊系操作侧力能,fo-sbr-u-d为出口侧支撑辊系中的上侧支撑辊系传动侧力能,fo-sbr-d-o为出口侧支撑辊系中的下侧支撑辊系操作侧力能,fo-sbr-d-d为出口侧支撑辊系中的下侧支撑辊系传动侧力能。
25、s2-3-2,根据步骤s1-3-4计算得到的常规轧制状态基础值,计算入口侧支撑辊系总力能参数均值、入口侧支撑辊系的操作侧-传动侧力能差异均值、出口侧支撑辊系总力能参数均值、出口侧支撑辊系的操作侧-传动侧力能差异均值等参数与基础值的偏离程度,若偏离程度超过常规轧制状态基础值的30%,则判定该卷带钢轧制过程中存在非对称轧制状态,需进行调整。
26、作为本发明进一步的方案:步骤s2-4包括:
27、s2-4-1,按照侧支撑辊系位置,分别计算左上、左下、右上、右下侧支撑辊系的力能参数状态,其具体公式如下:
28、左上侧支撑辊系的总力能参数均值
29、
30、左上侧支撑辊系的操作侧-传动侧力能差异均值
31、
32、其中,flu-sbr为左上侧支撑辊系的总力能,flu-sbr-o为左上侧支撑辊系的操作侧力能,flu-sbr-d为左上侧支撑辊系的传动侧力能;
33、左下侧支撑辊系的总力能参数均值
34、
35、左下侧支撑辊系的操作侧-传动侧力能差异均值
36、
37、其中,fld-sbr为左下侧支撑辊系的总力能,fld-sbr-o为左下侧支撑辊系的操作侧力能,fld-sbr-d为左下侧支撑辊系的传动侧力能;
38、右上侧支撑辊系的总力能参数均值
39、
40、右上侧支撑辊系的操作侧-传动侧力能差异均值
41、
42、其中,fru-sbr为右上侧支撑辊系的总力能,fru-sbr-o为右上侧支撑辊系的操作侧力能,fru-sbr-d为右上侧支撑辊系的传动侧力能;
43、右下侧支撑辊系的总力能参数均值
44、
45、右下侧支撑辊系的操作侧-传动侧力能差异均值
46、
47、其中,frd-sbr为右下侧支撑辊系的总力能,frd-sbr-o为右下侧支撑辊系的操作侧力能,frd-sbr-d为右下侧支撑辊系的传动侧力能;
48、s2-4-2,根据步骤s1-3-4计算得到的常规轧制状态基础值,计算四个侧支撑辊系的总力能参数均值与操作侧-传动侧力能差异均值,与基础值的偏离程度,若偏离程度超出常规值20%,则判定该卷带钢轧制过程中存在非对称轧制状态,需进行调整。
49、作为本发明进一步的方案:步骤s3包括:
50、s3-1,将存在非对称轧制状态的带钢生产信息,联合历史生产信息,共同构建分析数据集,分析数据集按照带钢强度进行划分;
51、s3-2,利用随机森林算法,分析各参量对非对称轧制状态的影响权重;针对影响权重高于20%的因素,进行非对称轧制状态研判分析;
52、s3-3,针对非对称轧制状态,结合历史数据给出非对称状态纠正策略。
53、本发明具有以下有益效果:
54、本发明立足于国内现有的十八辊常规机型,利用机型特征(即包括执行轧制的主辊系和辅助定位的侧支撑辊系)及力能参数变化规律,从不同力能设定下的轧制状态中剖析非对称轧制状态的属性特征,通过对比分析来判断任意时刻内轧机是否进入了非对称轧制状态;
55、此外,本发明又依托于十八辊轧机辊系所独有的侧支撑辊系,可根据侧支撑辊系在轧制过程中的力能参量动态变化规律,对标同类钢种常规轧制力能参量变化规律,进一步细化提出十八辊轧机非对称轧制状态的调节策略;
56、本发明能够通过在线力能参数变化与非对称轧制状态的关联关系,在不进行设备停机的前提下,直接检测出设备是否存在非对称轧制状态;同时,本技术方案也给出了非对称轧制状态的解决策略;较以往技术手段,本专利技术不再需要借助外部检测装置测量的方法来判断轧机辊系空间状态,更无需因检测而干扰轧制生产;此外,本技术从工作辊浮动状态下的辊系偏置化机理出发,结合十八辊轧机历史生产数据,以“机理+数据”的形式来改善非对称轧制状态,更具针对性、更加准确;
57、本发明从实时生产数据与历史生产数据出发,以不同侧支撑辊系的力能参量为核心监控点,针对不同的外部条件来制定针对性的非对称轧制状态分析策略,并依据相应的监控值来判断是否实施非对称轧制状态管控;相较于以往专利技术采用单一参量进行管控,本技术方案的方法原则更具多样性特征,更适用于十八辊轧机这一类生产大纲复杂、投产钢种多样的机型。
本文地址:https://www.jishuxx.com/zhuanli/20240822/280602.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表