一种焊缝对中方法及装置与流程
- 国知局
- 2024-09-14 14:34:24
本技术涉及焊接,特别是涉及一种焊缝对中方法及装置。
背景技术:
1、等厚对接接头是焊接工艺中一种常见的焊接结构,指的是将两个厚度相同的金属板材或零件通过焊接的方式连接在一起。为了确保等厚对接接头的焊接质量,焊丝在起弧前需要准确地竖直置于焊缝的中心位置。如果焊丝在起弧时未能竖直位于焊缝的中心,那么焊接过程中可能会出现未焊透、焊偏等缺陷,从而降低等厚对接接头的质量。
2、目前,通常只能通过焊工的人眼进行目视地焊缝对中。焊工需要沿着焊缝延伸的方向,正视焊缝,通过手动调整焊枪来将焊丝摆动到焊缝中心。然而,这种焊缝对中方法极大地依赖于焊工的经验,使得焊缝对中的效率和质量均较低。
技术实现思路
1、基于上述问题,本技术提供了一种焊缝对中方法及装置,能够提高焊缝对中方法的工作效率和焊接质量。
2、本技术实施例公开了如下技术方案:
3、第一方面,本技术公开了一种焊缝对中方法,所述方法包括:
4、获取第一坡口线与水平正方向的第一夹角和第二坡口线与水平正方向的第二夹角;
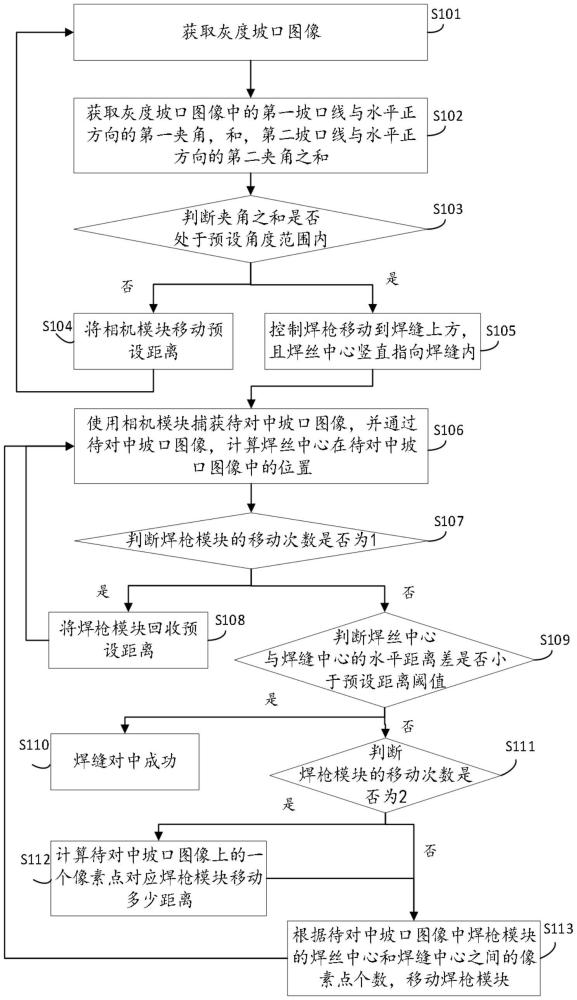
5、若所述第一夹角和所述第二夹角的和处于预设夹角范围内,则在控制焊枪模块移动至与所述第一坡口线和所述第二坡口线对应的焊缝的上方后,获取待对中坡口图像,所述待对中坡口图像中包含所述第一坡口线、所述第二坡口线、所述焊缝和所述焊枪模块的焊丝;
6、若所述焊枪模块的焊丝中心与焊缝中心的水平距离差大于预设距离阈值,则根据所述待对中坡口图像中所述焊枪模块的焊丝中心和所述焊缝中心之间的像素点个数,移动所述焊枪模块,以实现焊缝对中。
7、可选地,所述获取第一坡口线与水平正方向的第一夹角和第二坡口线与水平正方向的第二夹角,包括:
8、获取灰度坡口图像;
9、通过边缘检测技术,获取所述灰度坡口图像对应的边缘图像;
10、查找所述边缘图像中最长的两条轮廓线;
11、对所述两条轮廓线分别进行直线拟合,得到所述第一坡口线和所述第二坡口线;
12、获取所述第一坡口线与水平正方向的第一夹角和所述第二坡口线与水平正方向的第二夹角。
13、可选地,所述获取第一坡口线与水平正方向的第一夹角和第二坡口线与水平正方向的第二夹角,包括:
14、获取灰度坡口图像;
15、通过边缘检测技术,获取所述灰度坡口图像对应的边缘图像;
16、通过霍夫直线检测法,检测所述边缘图像中的直线;
17、在所述边缘图像的直线中,确定与所述水平正方向最接近垂直的两条直线为所述第一坡口线和所述第二坡口线;
18、获取所述第一坡口线与水平正方向的第一夹角和所述第二坡口线与水平正方向的第二夹角。
19、可选地,所述获取第一坡口线与水平正方向的第一夹角和第二坡口线与水平正方向的第二夹角,包括:
20、获取无激光的灰度坡口图像和有激光的灰度坡口图像,所述有激光的灰度坡口图像内包含一条激光线;
21、利用帧差法将所述无激光的灰度坡口图像和所述有激光的灰度坡口图像进行差分运算,保留所述有激光的灰度坡口图像中的激光线区域,得到激光线图像;
22、通过提取所述激光线图像中所述激光线的轮廓,获取所述激光线的两个坡口拐点;
23、通过霍夫直线检测法,检测所述无激光的灰度坡口图像中的直线;
24、在所述无激光的灰度坡口图像中的直线中,确定与所述两个坡口拐点分别距离最短的两条直线为所述第一坡口线和所述第二坡口线;
25、获取所述第一坡口线与水平正方向的第一夹角和所述第二坡口线与水平正方向的第二夹角。
26、可选地,所述提取所述激光线图像中的激光线的轮廓,包括:
27、对所述激光线图像进行高斯滤波,得到高斯图像;
28、通过保留所述高斯图像中像素值高于预设像素阈值的像素点,得到感兴趣区域roi高斯图像;
29、根据所述roi高斯图像,提取所述激光线图像中的激光线的轮廓。
30、可选地,所述获取第一坡口线与水平正方向的第一夹角和第二坡口线与水平正方向的第二夹角,包括:
31、获取无激光的灰度坡口图像和有激光的灰度坡口图像,所述有激光的灰度坡口图像内包含两条激光线;
32、利用帧差法将所述无激光的灰度坡口图像和所述有激光的灰度坡口图像进行差分运算,保留所述有激光的灰度坡口图像中的激光线区域,得到激光线图像;
33、通过提取所述激光线图像中所述激光线的轮廓,获取所述激光线的四个坡口拐点;
34、通过将所述四个坡口拐点中的同侧坡口拐点两两连接,得到所述第一坡口线和所述第二坡口线;
35、获取所述第一坡口线与水平正方向的第一夹角和所述第二坡口线与水平正方向的第二夹角。
36、可选地,所述获取第一坡口线与水平正方向的第一夹角和第二坡口线与水平正方向的第二夹角,包括:
37、获取灰度坡口图像;
38、将所述灰度坡口图像输入直线检测神经网络模型中,得到所述第一坡口线和所述第二坡口线;
39、获取所述第一坡口线与水平正方向的第一夹角和所述第二坡口线与水平正方向的第二夹角。
40、可选地,所述方法还包括:
41、若所述第一夹角和所述第二夹角的和不处于预设夹角范围内,则在控制相机模块移动预设距离后,重新执行所述获取第一坡口线与水平正方向的第一夹角和第二坡口线与水平正方向的第二夹角的步骤,所述预设距离与所述第一夹角和所述第二夹角的和呈正相关关系。
42、可选地,所述若所述焊枪模块的焊丝中心与焊缝中心的水平距离差大于预设距离阈值,则根据所述待对中坡口图像中所述焊枪模块的焊丝中心和所述焊缝中心之间的像素点个数,移动所述焊枪模块,包括:
43、若所述焊枪模块的移动次数为1,则在将焊枪模块移动预设距离后,获取二次移动焊枪模块后的待对中坡口图像;
44、若二次移动后的焊枪模块的焊丝中心与所述焊缝中心的水平距离差大于预设距离阈值,且所述焊枪模块的移动次数为2,则确定所述二次移动焊枪模块后的待对中坡口图像中一个像素点对应的距离值;
45、根据所述二次移动焊枪模块后的待对中坡口图像中所述二次移动后的焊枪模块的焊丝中心和所述焊缝中心之间的像素点个数,和,所述距离值,移动所述焊枪模块。
46、第二方面,本技术公开了一种焊缝对中装置,所述装置包括:夹角获取模块、图像获取模块和焊缝对中模块;
47、所述夹角获取模块,用于获取第一坡口线与水平正方向的第一夹角和第二坡口线与水平正方向的第二夹角;
48、所述图像获取模块,用于若所述第一夹角和所述第二夹角的和处于预设夹角范围内,则在控制焊枪模块移动至与所述第一坡口线和所述第二坡口线对应的焊缝的上方后,获取待对中坡口图像,所述待对中坡口图像中包含所述第一坡口线、所述第二坡口线、所述焊缝和所述焊枪模块的焊丝;
49、所述焊缝对中模块,用于若所述焊枪模块的焊丝中心与焊缝中心的水平距离差大于预设距离阈值,且所述焊枪模块的移动次数大于1,则根据所述待对中坡口图像中所述焊枪模块的焊丝中心和所述焊缝中心之间的像素点个数,移动所述焊枪模块,以实现焊缝对中。
50、相较于现有技术,本技术具有以下有益效果:
51、本技术公开了一种焊缝对中方法及装置,首先分别获取两条坡口线与水平正方向的第一夹角和第二夹角,若二者的和处于预设夹角范围内,表明相机模块的视线与焊缝呈水平或几乎水平的关系,则控制焊枪模块移动至焊缝上方,并获取包括第一坡口线、第二坡口线、焊缝和焊枪模块的焊丝的待对中坡口图像。随后,若焊枪模块的焊丝中心与焊缝中心的水平距离差大于预设距离阈值,则根据待对中坡口图像中焊枪模块的焊丝中心和焊缝中心之间的像素点个数,移动焊枪模块,以实现焊缝对中。基于本技术实施例提供的焊缝对中方法,由于减少了人工干预,焊接过程更加稳定,降低了由于人为因素导致的焊接问题,如焊缝偏移、焊接不均匀等,提高了焊缝对中方法的工作效率和焊接质量。
本文地址:https://www.jishuxx.com/zhuanli/20240914/294816.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表