一种铸件打磨工装的制作方法
- 国知局
- 2024-11-12 14:06:31
本技术涉及铸件打磨,尤其是一种铸件打磨工装。
背景技术:
1、铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经打磨等后续加工手段后,所得到的具有一定形状,尺寸和性能的物件。
2、铸件在生产加工后需要对其外表面进行打磨处理,而现有铸件打磨工装不便于快速的固定铸件,从而降低效率。
技术实现思路
1、为了克服现有技术中所存在的上述缺陷,本实用新型提供了一种铸件打磨工装。
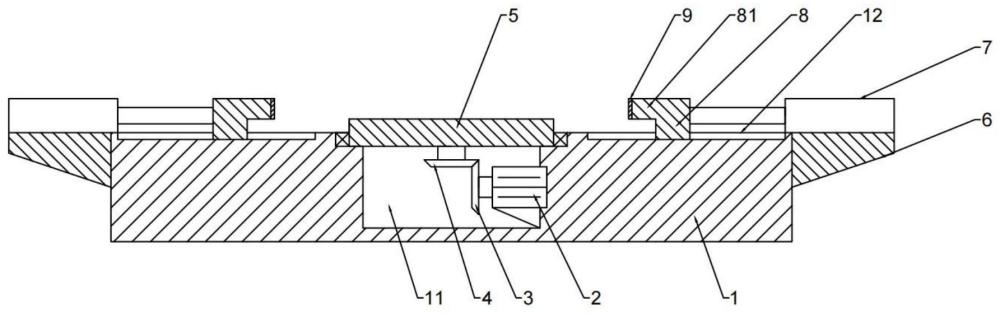
2、本实用新型解决其技术问题所采用的技术方案是:一种铸件打磨工装,包括工作台,所述工作台的内部设置有中空槽,所述中空槽的上端活动安装放置盘,所述放置盘上方用于放置待打磨的铸件,所述工作台的上方左右两侧各左右滑动安装一组滑块,所述滑块上设置有夹紧部,所述夹紧部用于对待打磨的铸件进行夹紧定位。
3、进一步,所述中空槽的内部固定安装电机,所述电机动力输出轴处固定连接第一锥齿轮,所述第一锥齿轮的上端配合安装第二锥齿轮,所述第二锥齿轮的上端通过转轴固定安装放置盘。
4、进一步,所述工作台的左右两端各固定安装一组安装架,所述安装架的上端各固定安装一组伸缩装置,所述伸缩装置的伸缩端固定安装滑块。
5、进一步,所述工作台的上端左右两侧各设置有一组滑槽,所述滑块滑动安装于滑槽。
6、进一步,所述夹紧部的前端设置有橡胶垫片。
7、本实用新型的有益效果是:通过将待加工的铸件放置到放置盘上,然后同时启动两组伸缩装置,使得两组滑块进行相对移动,使得夹紧部及其前端的橡胶垫片能够对待加工的铸件进行夹紧定位,然后在打磨时,可通过启动电机,通过第一锥齿轮和第二锥齿轮传动实现放置盘的旋转,用于调整待加工的铸件的打磨位置。
技术特征:1.一种铸件打磨工装,包括工作台(1),其特征在于:所述工作台(1)的内部设置有中空槽(11),所述中空槽(11)的上端活动安装放置盘(5),所述放置盘(5)上方用于放置待打磨的铸件,所述工作台(1)的上方左右两侧各左右滑动安装一组滑块(8),所述滑块(8)上设置有夹紧部(81),所述夹紧部(81)用于对待打磨的铸件进行夹紧定位。
2.根据权利要求1所述的一种铸件打磨工装,其特征在于,所述中空槽(11)的内部固定安装电机(2),所述电机(2)动力输出轴处固定连接第一锥齿轮(3),所述第一锥齿轮(3)的上端配合安装第二锥齿轮(4),所述第二锥齿轮(4)的上端通过转轴固定安装放置盘(5)。
3.根据权利要求1所述的一种铸件打磨工装,其特征在于,所述工作台(1)的左右两端各固定安装一组安装架(6),所述安装架(6)的上端各固定安装一组伸缩装置(7),所述伸缩装置(7)的伸缩端固定安装滑块(8)。
4.根据权利要求3所述的一种铸件打磨工装,其特征在于,所述工作台(1)的上端左右两侧各设置有一组滑槽(12),所述滑块(8)滑动安装于滑槽(12)。
5.根据权利要求4所述的一种铸件打磨工装,其特征在于,所述夹紧部(81)的前端设置有橡胶垫片(9)。
技术总结本技术公开了一种铸件打磨工装,涉及铸件打磨技术领域,包括工作台,所述工作台的内部设置有中空槽,所述中空槽的上端活动安装放置盘,所述放置盘上方用于放置待打磨的铸件,所述工作台的上方左右两侧各左右滑动安装一组滑块,所述滑块上设置有夹紧部,所述夹紧部用于对待打磨的铸件进行夹紧定位。本技术通过将待加工的铸件放置到放置盘上,然后同时启动两组伸缩装置,使得两组滑块进行相对移动,使得夹紧部及其前端的橡胶垫片能够对待加工的铸件进行夹紧定位,然后在打磨时,可通过启动电机,通过第一锥齿轮和第二锥齿轮传动实现放置盘的旋转,用于调整待加工的铸件的打磨位置。技术研发人员:彭玉玺,张宝华,王贵运受保护的技术使用者:五莲盛业机械有限公司技术研发日:20240422技术公布日:2024/11/7本文地址:https://www.jishuxx.com/zhuanli/20241112/327341.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表