真空扩散焊接设备的制作方法
- 国知局
- 2024-06-20 16:48:51
本技术涉及焊接设备,尤其涉及一种真空扩散焊接设备。
背景技术:
1、真空扩散焊接是一种焊后不需要加工的精密工艺,扩散焊接时借助温度(低于被焊接材料熔点)、压力、时间及真空等条件,促使两个零件的固态接合面接合而达到原子间距离,进行原子互相扩散而实现原子间嵌入扩散结合的一种方法,适用于异种及同种材料之间的焊接。传统的真空扩散焊接设备,只能焊接铝合金材料,不能满足多种材料的焊接。
技术实现思路
1、有鉴于此,本实用新型的目的是为了克服现有技术中的不足,提供一种真空扩散焊接设备,能够满足多种材料的焊接。
2、本实用新型提供如下技术方案:
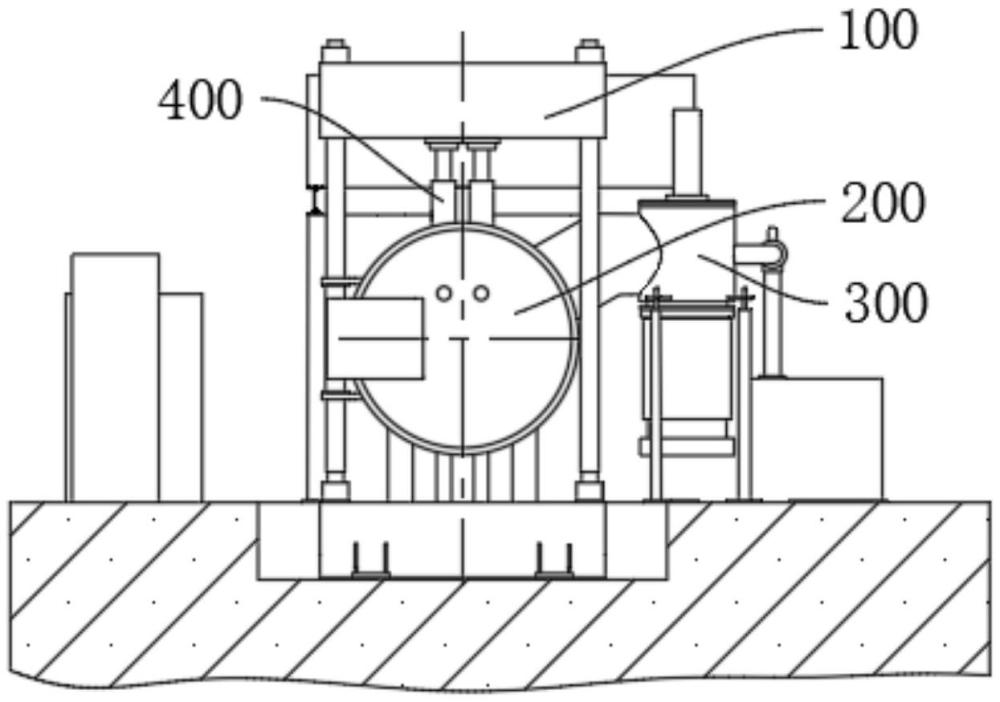
3、根据本实用新型实施例的真空扩散焊接设备,包括:机架;真空炉体系统,所述真空炉体系统设置在所述机架上;抽真空系统,所述抽真空系统设置在所述机架上,且所述抽真空系统与所述真空炉体系统连接;加压系统,所述加压系统设置在所述机架上,且所述加压系统与所述真空炉体系统连接;其中,所述真空炉体系统加热的温度为a,满足:a>600℃;所述抽真空系统抽真空的真空度为b,满足:b<5×10-3pa;所述加压系统加压的压力为c,满足:c>100t。
4、根据本实用新型实施例的真空扩散焊接设备,所述真空炉体系统设有成型加热腔,所述抽真空系统包括抽真空装置以及真空管道,所述真空管道的一端与所述抽真空装置的输出端连通,所述真空管道的另一端与所述成型加热腔连通。
5、根据本实用新型实施例的真空扩散焊接设备,所述成型加热腔的有效工作区的长度为a,宽度为b,高度为c,满足:a>400mm,b>400mm,c>400mm。
6、根据本实用新型实施例的真空扩散焊接设备,所述真空炉体系统还包括加热装置,所述加热装置设置在所述成型加热腔内,且所述加热装置围设于被焊接材料设置。
7、根据本实用新型实施例的真空扩散焊接设备,所述真空炉体系统还设有避让孔,所述避让孔与所述成型加热腔连通,所述加压系统可活动地穿设于所述避让孔。
8、根据本实用新型实施例的真空扩散焊接设备,所述真空扩散焊接设备还包括冷却系统,所述冷却系统设置在所述机架上,且所述冷却系统与所述真空炉体系统连接,所述冷却系统的冷却速度为d,满足:d>550℃/h。
9、根据本实用新型实施例的真空扩散焊接设备,所述冷却系统包括风冷管道以及冷却装置,所述风冷管道的一端与所述冷却装置的输出端连通,所述风冷管道的另一端与所述成型加热腔连通。
10、根据本实用新型实施例的真空扩散焊接设备,所述真空扩散焊接设备还包括电气控制系统,所述电气控制系统设置在所述机架上,且所述电气控制系统与所述真空炉体系统、所述抽真空系统、所述加压系统以及所述冷却系统电性连接。
11、根据本实用新型实施例的真空扩散焊接设备,所述真空扩散焊接设备还包括水冷循环系统,所述水冷循环系统设置在所述机架上,且所述水冷循环系统包括水冷管路,所述水冷管路经过所述真空炉体系统、所述抽真空系统、所述加压系统以及所述电气控制系统。
12、根据本实用新型实施例的真空扩散焊接设备,所述真空扩散焊接设备还包括产品输送系统,所述产品输送系统设置在所述机架上,且所述产品输送系统可活动地靠近或远离所述成型加热腔。
13、本实用新型的实施例具有如下优点:
14、在上述的真空扩散焊接设备中,被焊接材料设置于真空炉体系统内,在焊接前需通过抽真空系统对真空炉体系统抽真空,以满足真空焊接的真空条件,再通过真空炉体系统对被焊接材料进行加热,被加热的被焊接材料的焊接表面会形成气泡,以使得被焊接材料的焊接表面粗糙度提高,加压系统能够对被加热的被焊接材料的表面进行加压,以使得被焊接材料的表面的粗糙度降低,从而以便于两个被焊接材料的焊接面接合而达到原子间距离,并进行原子互相扩散而实现原子间嵌入扩散结合,从而完成对两个被焊接材料的焊接。传统的真空扩散焊接设备的真空炉体系统加热的温度最高只能达到600℃,抽真空系统对真空炉体系统的抽真空的真空度最低只能达到5×10-3pa,且加压系统对被焊接材料的加压的压力最高只能达到100t,如此,当被焊接材料的焊接条件较高时,则传统的真空扩散焊接设备无法满足该被焊接材料的焊接需求,因此传统的真空扩散焊接设备无法满足多种材料焊接的需求,在上述的真空扩散焊接设备中,由于真空炉体系统加热的温度a,满足:a>600℃;抽真空系统抽真空的真空度b,满足:b<5×10-3pa;加压系统加压的压力c,满足:c>100t,因此,当被焊接材料的加热温度、真空度以及压力等焊接条件较高时,上述的真空扩散焊接设备能够满足被焊接材料的焊接需求,以使得上述的真空扩散焊接设备能够满足多种材料焊接的需求。
15、为使本实用新型的上述目的、特征和优点能更明显和易懂,下文特举较佳实施例,并配合所附附图,做详细说明如下。
技术特征:1.一种真空扩散焊接设备,其特征在于,包括:
2.根据权利要求1所述的真空扩散焊接设备,其特征在于,所述真空炉体系统设有成型加热腔,所述抽真空系统包括抽真空装置以及真空管道,所述真空管道的一端与所述抽真空装置的输出端连通,所述真空管道的另一端与所述成型加热腔连通。
3.根据权利要求2所述的真空扩散焊接设备,其特征在于,所述成型加热腔的有效工作区的长度为a,宽度为b,高度为c,满足:a>400mm,b>400mm,c>400mm。
4.根据权利要求2所述的真空扩散焊接设备,其特征在于,所述真空炉体系统还包括加热装置,所述加热装置设置在所述成型加热腔内,且所述加热装置围设于被焊接材料设置。
5.根据权利要求2所述的真空扩散焊接设备,其特征在于,所述真空炉体系统还设有避让孔,所述避让孔与所述成型加热腔连通,所述加压系统可活动地穿设于所述避让孔。
6.根据权利要求2所述的真空扩散焊接设备,其特征在于,所述真空扩散焊接设备还包括冷却系统,所述冷却系统设置在所述机架上,且所述冷却系统与所述真空炉体系统连接,所述冷却系统的冷却速度为d,满足:d>550℃/h。
7.根据权利要求6所述的真空扩散焊接设备,其特征在于,所述冷却系统包括风冷管道以及冷却装置,所述风冷管道的一端与所述冷却装置的输出端连通,所述风冷管道的另一端与所述成型加热腔连通。
8.根据权利要求6所述的真空扩散焊接设备,其特征在于,所述真空扩散焊接设备还包括电气控制系统,所述电气控制系统设置在所述机架上,且所述电气控制系统与所述真空炉体系统、所述抽真空系统、所述加压系统以及所述冷却系统电性连接。
9.根据权利要求8所述的真空扩散焊接设备,其特征在于,所述真空扩散焊接设备还包括水冷循环系统,所述水冷循环系统设置在所述机架上,且所述水冷循环系统包括水冷管路,所述水冷管路经过所述真空炉体系统、所述抽真空系统、所述加压系统以及所述电气控制系统。
10.根据权利要求2所述的真空扩散焊接设备,其特征在于,所述真空扩散焊接设备还包括产品输送系统,所述产品输送系统设置在所述机架上,且所述产品输送系统可活动地靠近或远离所述成型加热腔。
技术总结本技术提供一种真空扩散焊接设备,包括:机架、真空炉体系统、抽真空系统以及加压系统。真空炉体系统设置在机架上;抽真空系统设置在机架上,且抽真空系统与真空炉体系统连接;加压系统设置在机架上,且加压系统与真空炉体系统连接;其中,真空炉体系统加热的温度为a,满足:a>600℃;抽真空系统抽真空的真空度为b,满足:b<5×10<supgt;‑3</supgt;Pa;加压系统加压的压力为c,满足:c>100T。本技术的真空扩散焊接设备能够满足多种材料的焊接。技术研发人员:许华辉,张昊,邵长斌,田然峰,高武涛,张沛科受保护的技术使用者:陕西智拓固相增材制造技术有限公司技术研发日:20231114技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/14315.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表