一种低温超声振动复合辅助加工系统及方法
- 国知局
- 2024-09-14 14:37:22
本发明属于机械加工领域,具体涉及一种低温超声振动复合辅助加工系统及方法。
背景技术:
1、随着科技不断发展,高端制造业尤其是航空航天制造业等对材料的要求日益变高,钛合金、高温合金、金属基复合材料和纤维复合材料等具有优异属性的材料使用更加频繁。然而由于材料的高硬度、高腐蚀性、高韧高粘、传热性差等特点,常规的加工手段在加工这些材料时难免会有加工效率低、表面粗糙度高、表面完整性差等问题。为了高效高质加工这些难加工材料,各种辅助加工方法被开发出来,主要有低温辅助加工、超声振动辅助加工、激光辅助加工等。
2、低温加工技术是以液态二氧化碳、液氮等作为冷却介质的加工工艺方法。得益于其优异的冷却能力,低温加工能够有效的降低切削区域的温度从而延长刀具寿命,解决了难加工材料采用常规冷却加工方法时冷却效能不足的问题。同时,采用低温加工可以改善难加工材料的加工性能,提高加工效率,与常规冷却方式相对比,低温加工后零件的加工缺陷更少,表面完整性更高。在难加工材料的绿色加工方面,低温冷却加工展现了巨大的潜力和广阔的前景。
3、超声振动辅助加工是在传统加工中工具与工件相对运动的基础上,在切削工具或工件上施加超声振动,以获得更好加工性能的加工方法。超声辅助切削加工过程中,通过工具对被加工材料的机械和超声复合作用,使工具与被加工材料的接触状态和作用机制发生变化,主要通过机械切削作用、高频微撞击作用以及超声空化作用等进行材料去除。由于超声振动的引入,改变了材料去除机理,降低了工具与工件之间的摩擦力,减少了工具与工件的接触时间,增强了工具对工件的切削去除作用,从而有效地提高了材料去除率,减小切削力,降低切削热,减少刀具磨损,改善加工精度和质量。
4、有些工件材料对冷却的要求极高,同时又对表面完整性、精度要求高,加工难度大,单一的辅助加工有时难以完全满足各种要求。目前,辅助加工方法中最常用的有低温辅助加工和超声振动辅助加工,二者都能有效提高加工精度、提高加工效率以及提高表面完整性。
5、低温辅助加工采用液氮或液态二氧化碳等低温介质代替传统冷却方式,低温介质的冷却直接影响了刀具和工件材料之间的交互作用关系,使得在加工过程中的切削力、切削热、刀具的磨损规律发生了改变,其分类为内冷式和外冷式两种。外冷式即通过特制喷嘴将低温冷却介质喷在刀具与工件的加工范围内,其优点是操作简便,但低温射流的速度不易控制,温差大,且容易造成管道结冰堵塞等。内冷式则是通过主轴或刀柄的内腔通道将冷却介质输送至刀尖处实现精准冷却,其优点是对低温介质的利用率高,但是需要在刀具或主轴开孔,其操作难度高,且对冷却介质的保温要求也高。
6、超声振动辅助加工主要有两种实现方法:工件超声振动法和工具超声振动法,工件振动法主要利用超声平台或者特殊的超声夹具,使得超声换能器、平台、夹具和工件构成谐振系统,工作时工件产生超声振动,实现超声振动辅助磨削,其特点是适合材料去除率高的场景;工具超声振动法中,超声换能器通过弹簧夹头等连接方式与刀具紧密连接,构成谐振系统,从而在刀具中产生固定方向和频率的超声振动,其特点是适用于复杂形状工件的加工。现有的超声振动辅助加工设备并不完全可靠,实现频率的高稳定性,提供换能器的超声电池,解决系统的积热问题等等都是需要克服的难点。
7、综上,现有技术的单一的辅助加工方式难以完全满足加工要求,只能在某一方面产生作用,且超声振动辅助加工与低温加工一般是两种独立的装置,在加工过程中不仅安装较为麻烦,同时超声振动会产生热量,长时间加工会影响系统稳定性。超声振动辅助加工在面对加工形状越发复杂、尺寸更加极限的工件时,功率是一大问题。
技术实现思路
1、本发明是为了解决上述问题而进行的,目的在于提供一种低温超声振动复合辅助加工系统及方法。
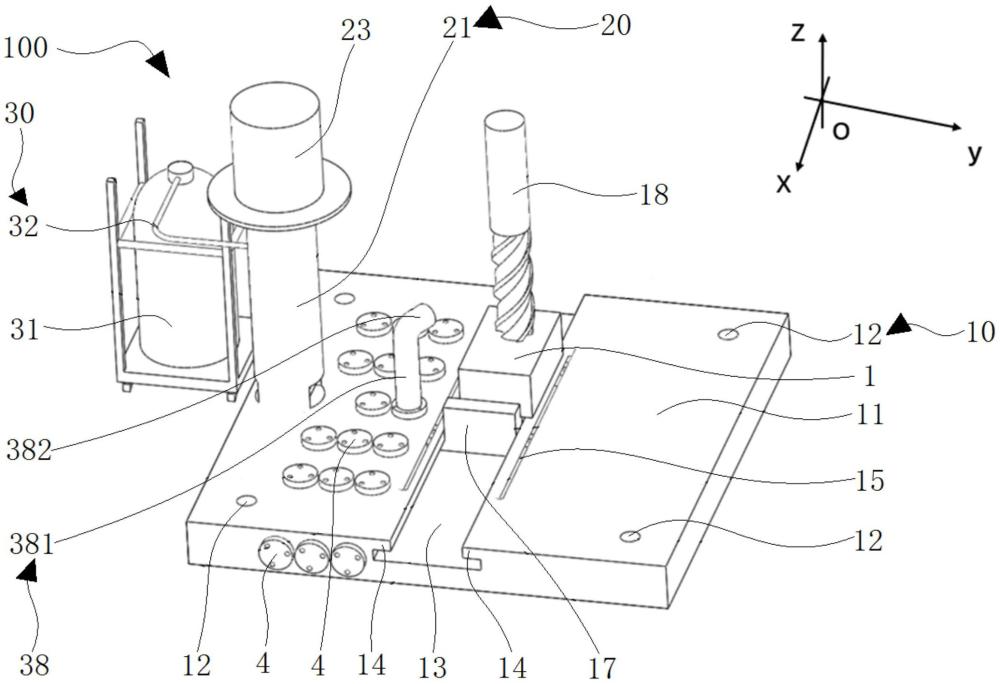
2、本发明提供了一种低温超声振动复合辅助加工系统,具有这样的特征,包括:切削模块,用于固定及切削工件;超声振动模块,设置于切削模块上,用于对工件进行超声振动;以及低温冷却模块,设置于切削模块上,用于对工件进行低温冷却。
3、在本发明提供的低温超声振动复合辅助加工系统中,还可以具有这样的特征:其中,切削模块包括:切削平台,设置于机床上,作为切削模块的基底;可调夹具滑道,为凹设于切削平台且开口朝上的长条形的凹槽结构;可调夹具,匹配嵌设于可调夹具滑道中,且可沿可调夹具滑道的长度方向单向移动,用于夹固工件;以及刀具,与机床连接,用于切削工件。
4、在本发明提供的低温超声振动复合辅助加工系统中,还可以具有这样的特征:其中,切削模块还包括切削平台固定孔,切削平台固定孔数量为若干,竖直方向穿设于切削平台的四周角落,切削平台通过若干穿设过切削平台固定孔的螺栓固定于机床上,可调夹具滑道顶部的切削平台的壁面水平延伸有侧向凸起,侧向凸起沿可调夹具滑道的长度方向竖直穿设有贯穿槽,可调夹具滑道底部竖直贯穿设置有与贯穿槽对应匹配的匹配槽,可调夹具底部两侧具有凸起,凸起在竖直方向穿设有内径与贯穿槽的宽度相同的贯穿孔,可调夹具通过穿设过贯穿槽、贯穿孔以及匹配槽的螺栓从而可调位置地固定于可调夹具滑道中。
5、在本发明提供的低温超声振动复合辅助加工系统中,还可以具有这样的特征:其中,超声振动模块包括:变幅杆,为竖直方向设置于切削平台上的圆柱状结构;和超声振动器,设置于变幅杆上,超声振动器通过变幅杆对切削平台以及其上的工件进行超声振动。
6、在本发明提供的低温超声振动复合辅助加工系统中,还可以具有这样的特征:其中,变幅杆的圆柱状结构的底面凹设有若干开口朝下的螺纹孔,切削平台竖直方向穿设有若干与螺纹孔相匹配的匹配孔,变幅杆通过穿设过匹配孔与螺纹孔的螺栓从而固定于切削平台上。
7、在本发明提供的低温超声振动复合辅助加工系统中,还可以具有这样的特征:其中,低温冷却模块包括:储存容器,通过支架设置于切削平台上,用于存储低温冷却介质;第一管道,与储存容器连通,用于传输低温冷却介质;以及喷嘴管道,与第一管道连通,用于接收低温冷却介质并将低温冷却介质喷至工件上。
8、在本发明提供的低温超声振动复合辅助加工系统中,还可以具有这样的特征:其中,低温冷却模块还包括:第二管道,沿变幅杆的长度方向穿设于变幅杆中,冷却介质入口管路,穿设过变幅杆的上部,冷却介质入口管路的一端与第一管道连通,另一端与第二管道连通,用于将第一管道中的低温冷却介质传输至第二管道中;混合舱,为空心舱体,设于变幅杆内底部并与第二管道连通;干燥空气入口管路,穿设过变幅杆的下部并与混合舱连通,用于向混合舱中通入干燥空气并与混合舱中的低温冷却介质混合;以及冷却介质通道,穿设于切削平台中,冷却介质通道将混合舱与喷嘴管道连通,用于供混合舱中混合有干燥空气的低温冷却介质流经并通过喷嘴管道喷至工件上。
9、在本发明提供的低温超声振动复合辅助加工系统中,还可以具有这样的特征:其中,第二管道与冷却介质通道的外表面均包覆有高性能保温层。
10、在本发明提供的低温超声振动复合辅助加工系统中,还可以具有这样的特征:其中,冷却介质通道包括:传输通道,数量为若干,呈阵列式水平穿设于切削平台中,传输通道上开设有若干通至切削平台表面的冷却介质输出孔,若干冷却介质输出孔的其中一个与喷嘴管道连通,其余的冷却介质输出孔上设置有可拆卸的隔温密闭塞;和连接通道,穿设于切削平台中并将若干传输通道连通,连接通道的一端具有向上延伸至切削平台上表面的通孔,记做冷却介质输送孔,冷却介质输送孔与混合舱连通并传输混合舱中混合有干燥空气的低温冷却介质。
11、本发明还提供了一种低温超声振动复合辅助加工方法,具有这样的特征,使用了前述任意一项的低温超声振动复合辅助加工系统,包括以下步骤:s10,将切削平台固定于机床上后,调节可调夹具在可调夹具滑道中的位置并通过螺栓固定住,随后将待加工的工件固定于可调夹具中;s20,根据工件的具体位置,选择对应的不同的冷却介质输出孔,并在该冷却介质输出孔上安装喷嘴管道以便于对工件喷淋低温冷却介质,其余的冷却介质输出孔用隔温密闭塞塞住;s30,打开超声振动器,使振动在经过变幅杆的放大后传递给切削平台,带动可调夹具以及可调夹具夹固的工件振动;s40,打开储存容器的阀门,使得低温冷却介质分别经由第一管道、冷却介质入口管路和第二管道流至混合舱中,与通过干燥空气入口管路流入混合舱的干燥空气混合后,再经由冷却介质输送孔、连接通道、传输通道、冷却介质输出孔以及喷嘴管道喷至工件上;s50,开启切削模块,对工件进行切削加工,实现对工件的低温超声振动复合辅助加工。
12、发明的作用与效果
13、根据本发明所涉及的低温超声振动复合辅助加工系统及方法,因为低温超声振动复合辅助加工系统包括:切削模块,用于固定及切削工件;超声振动模块,设置于切削模块上,用于对工件进行超声振动;以及低温冷却模块,设置于切削模块上,用于对工件进行低温冷却。
14、所以,本发明的低温超声振动复合辅助加工系统及方法实现了低温和超声振动复合辅助加工,极大提升加工效率,提高加工时的工件表面的完整性。
本文地址:https://www.jishuxx.com/zhuanli/20240914/295109.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表